超硬材料磨具电镀的自动化之路①
2012-01-25曹振辉
曹振辉
(深圳市辰捷科技有限公司,广东 深圳 518103)
目前液体电镀法生产超硬材料磨具的工艺流程绝大部分厂家还是靠手工操作,人工调节电镀电流、人工控制电镀时间,是否达到电镀要求也是靠人工目测,不仅生产速度较缓慢,且产品质量的稳定性、一致性、镀镍层厚度均匀性也难以得到有效保证。有厂家实测证明:手工电镀合格产品的安时误差在10%~20%之间,至少都在10%~15%之间。这对超硬材料工具的使用寿命和效果产生了很大的影响。
液体电镀法生产超硬材料磨具的全套工艺流程有:电镀前处理、电镀过程、电镀后处理。电镀前处理包含:机械处理、除油、浸蚀除锈与活化处理、不镀部分的绝缘处理 ;电镀后处理包含:镀层的除氢处理、工件保护性镀层处理、质量检验等 ;电镀过程包含:电镀前电流冲击、电镀打底、上砂、粘砂、加厚等步骤,其中可根据工件形状与要求的不同而加入一些手工处理与中间一些工序的二次加强。
目前有小部分厂家采用自动化、半自动化、或机电控制设备生产超硬材料磨具,自动化程度和方式都相差较大。
深圳辰捷科技几年来专注于该行业,为了提高电镀磨具产品质量的稳定性、一致性,使镀镍层厚度均匀性得到有效保证;采用自动化生产充分地利用时间从而提高产能,自主研发生产专用于金刚石电镀制品的多系列产品:电镀计量仪表(安时计)、自控系列电镀电源、手操系列电镀电源(已含安时计)、可编程系列电源、自动上砂电镀机、自动控制系统、自动控制流水线(生产线)、参数传送与监控系统。
下面详细介绍这些产品的应用基础、应用场合、应用效果。各金刚石电镀制品企业可根据自身条件选择应用,这将会使产品质量和生产效率双重提高。
1 电镀计量
众所周知:法拉第第一定律、第二定律如下

法拉第第一定律M =K·Q=K·I·t M:电流引起的物质化学变化的量Q:通过的电量I:电流强度T:电流时间法拉第第二定律K=M/(n·F)F:法拉第恒量=26.802AH=96500As M:所镀物质的摩尔质量n:所镀物质的离子位数K:电化当量
每平方分米面积上用1A电流电镀镍的理论厚度与实际厚度如表1:
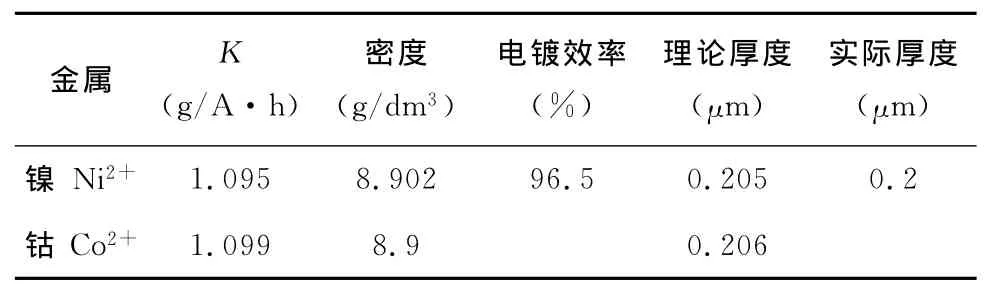
表1 1A电流下理论与实际厚度Table 1 The theoretical thickness and practical thickness of electroplating nickel
电镀时,在电镀电流和电镀时间均由人工控制时,两个因素控制的准确度难以保证,如改为一个计量结果——安时,或自动控制该计量值,则准确度大大提高。计量仪表——安时计即已解决该问题;并已在京沪高铁用轨道切割轮生产实践中证明。单独采用该计量仪表做电镀控制参数而不改变现有装备,即可收到明显功效。
该安时计的计量精度分几个档次:5%、2%、1%、1‰。电镀电源上集中的安时计计量精度为1‰,单独分体的安时计计量精度为1%~5%。由此可将电镀镀层厚度控制在μm级,达到准确控制厚度的要求。
电镀液在电镀一定时间后需要补加一些组份进行调整。以往各企业均根据自已的经验或是在最后质检时发现产品质量问题后进行补加、调整。现各生产厂家可在使用安时计后,根据安时计量结果适时定量补加或调整镀液组成。
2 自控、手操系列电镀电源
电源产品系列有:自控系列电镀电源、手操系列电镀电源(已含计量仪表)、可编程系列电源。即将推出脉冲系列产品。
目前国内生产厂家使用的电镀电源,均为各种规格与要求的市售或单独定制的直流恒流电源。这些电源产品的质量水平参差不齐,有的电源输出波动很大,纹波也很大;有的甚至都没有什么要求。因此各个超硬材料磨具生产厂家在电镀电流的控制上难以保证其稳定性和前后生产的一致性。
深圳辰捷科技针对超硬材料电镀制品企业面临的这些问题定向研制了直流恒流电源。此电源的输出稳定性可以保证在mA级,一般在2mA左右波动;且适用于酸、碱性环境,达到长寿命的目的。输出控制精度可根据生产产品的需要选用10mA级或mA级。为了减少现场使用产品的数量,方便操作,我们将自主知识产权的安时计集成到自主品牌的直流恒流电源上,并加上计时显示。
手操系列电源适应于目前手工电镀,本机手操工作;自控系列电源仅适应于自动化系统设备,接收本机外信号工作。
系列产品从2008年开始使用至今,实践证明使用寿命长,输出稳定,控制精度高,可以轻松地控制镀层厚度在μm级别;电镀电流及电镀安时数已经严格控制在允许的精度范围内,根据法拉第定律及实证,工件上所电镀的物质量或厚度则完全控制,对于300~800#金刚砂的包裹度在50%~70%之间,可让使用者感受到控制包裹度每变化2%的改变。
3 可编程系列电镀电源
人工操作存在是否按照工艺要求严格执行的问题。为了更好地解决这一问题,深圳辰捷科技自主开发了可编程电源。可存储达300段的电流参数,在产品电镀前,设定好各个步骤的电流大小和所需的时间或安时数,启动后该电源自动按照设定的参数输出电镀电流,而不需要人工调节电流;或在电镀过程中,编程下一组电镀电流参数。
可编程系列电源(已含安时计):KCD-D10XSXX(F)G LCD显示、mA级或10mA级、安时或安分(999.9AH、99.99AH、999.9Am、99.99Am)、电镀时间显示。
本系列产品具有本机手操和本机编程输出电流曲线功能,主要针对超硬材料电镀工件不需要转动而只要改变恒流电流大小即可生产(电镀电流自动化)的应用场合。因此特别适合于埋镀方式生产。产品均已配置了计量精度<±1%的集成安时计,设置参数为电流和安时。
4 自动上砂电镀机
不论是何种形状的工件,作为磨削切削工具,绝大部分为回转体。要在360度圆周上使超硬材料均匀分布在其上,电镀时必须使工件准确定位旋转上砂粘砂、匀速旋转加厚,这是保证均匀分布超硬材料的前提条件。同时还必须保证在各定位点上、匀速旋转时电流强度一致;电镀液浓度前后尽量一致;超硬材料浓度尽量一致等等。
所镀工件上电镀的物质量已完全如前述控制在设想的范围内,但是否会按照所设想的均匀分布在所镀工件上呢?答案是不一定。这需要根据所镀工件的形状和电镀工艺配置的具体情况来判断。
因此,为了使超硬材料均匀分布在工件上,仅靠电源和电镀计量还不够,需要引入工件自动准确定位、自动匀速旋转机构,电镀液搅拌机构,电镀液浓度控制系统,电镀液温度控制部分等诸方面,使之适应电镀过程的不断变化而进行自动调节。
深圳辰捷科技的自动控制系统与自动上砂电镀机从2007年投入使用,2008年开始批量投入生产,产品质量稳定、长寿命、少维护、配套齐全。对电镀金刚石磨具的镀层厚度控制、镀层分布均匀性、电镀产品的一致性有着显著改善;明显降低对操作人员的要求与熟练程度,便于操控。实践证明达到了预期效果,某些生产磨具的用户还指定使用该系列产品,某个别厂以之代替进口产品。
自动化或半自动化方式生产超硬材料磨具,均需做好一些基础工作,或在边使用过程中边进行将生产经验数据总结及与理论相结合的工作,只有这样才能将生产的产品范围越来越扩大。
该设备为深圳市辰捷科技有限公司自主研发专有产品。它为电镀过程全自动化,为电镀(滚镀)金刚石磨具——砂轮、磨头、磨盘特别定制,适应于细砂滚镀,根据工件直径要求定制电镀桶;根据磨具生产流程定制控制软件。
该设备电镀镀层厚度控制准确,电镀产品的一致性好、稳定性高;长寿命、高稳定性;最大限度地利用时间,提高产能;人员素质要求低,稍做培训即可上岗生产。
5 自动控制系统,流水生产线
自动上砂电镀机是在单桶内完成全部电镀过程。上述自控系统的假设条件是电镀各个过程我们认为可以用同一种电镀液来进行。实际上,在各个过程中工件所需要的电流密度是不一样的,不同的电镀液对应可承受不同的电流密度范围,电镀参数也需要随之变化,这样才能达到参数选优,生产出质量更高的产品。因此,我司将单桶自动控制设备扩展为自动流水线,工件进入流水线后无需人员操作,全部由流水线设备自动控制、操作完成。
自动控制系统是针对自动上砂电镀机或流水生产线而特殊定制的,负责控制电镀整个工艺流程的所有相关操作,代替人工操作控制。生产的产品不同,自控系统的配置亦不同;根据各用户的要求不同,纳入自控范围的控制功能与参数不同,如电流、时间或安时、工件旋转、镀液搅拌或模拟手撒砂、镀液加热、镀液补充等。
自动化流水生产线是由多个不同功能的自动上砂电镀机按照固定产品的生产节拍而组建的流水生产线,由中央自控系统控制工件移取机构、自动抓取工件、自动分配工作桶、自动放置工件、自动上电电镀、并自动执行各个不同功能电镀桶的功能。特别适合于产品单一、大批量且可使用自动上砂电镀机的场合。其工艺流程见图1。
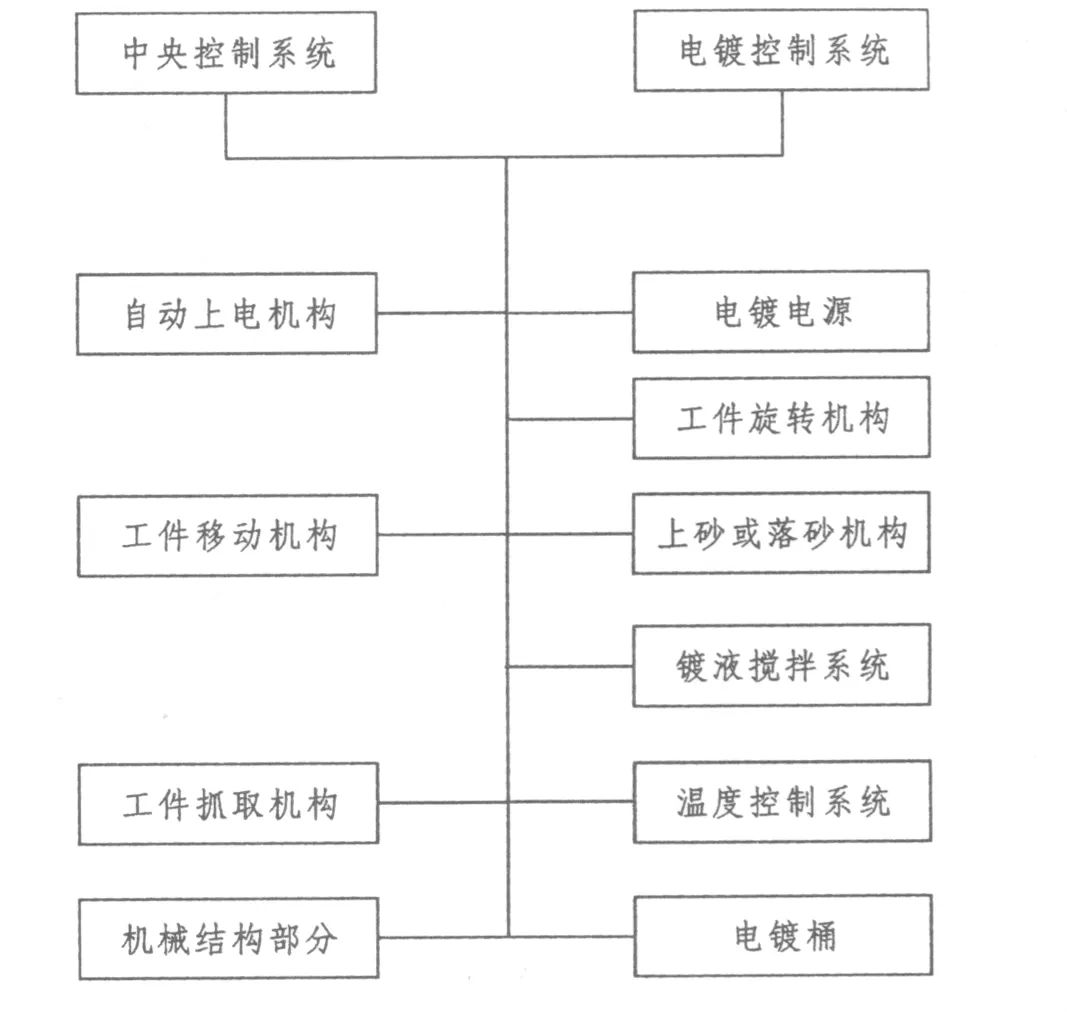
图1 系统工艺流程框图Fig.1 The technology flow chart
6 工艺参数传送与监控系统
自动化电镀工艺参数自动传送与通讯监控系统是针对自动上砂电镀机而组建的局域网,专项调度与控制生产。特别适合于批量使用自动上砂电镀机的厂家。
在实际使用自动上砂电镀或自动化流水生产线设备量大时,将所有这些自控系统设备联成网络,将各个工艺参数自动传送到准备生产的相应设备上,提前准备好工艺参数,操作人员只需确认放入的工件与相应的工艺参数相一致的就可启动生产。同时,也可在上位机上监控各个设备运行到何过程、参数执行情况等等,以后也可调阅、多次调取参数生产。相关生产技术人员可以预先调配哪些单桶设备生产多个不同的产品,并提前将准备生产的工艺参数与指令传送输入到相应的设备,以便快速进入下一批产品的生产。
工艺参数传送与监控系统就完全可以满足这一要求。
7 建议
各个不同类型的超硬材料磨具制造企业在实施自动化时,可以根据自身实际情况在上述五种方式中任意选取采用:
如果贵企业有大量电源,而且电源质量还不错,可以先用安时计,将控制参数稍作改变,改为设定电流大小和安时数来控制电镀时间,如果电镀的安时数相同,那电镀上的镍量肯定是一样的;
如果电镀电源质量不是太好,或快要换了,不妨先改用高稳定电源,本机还集成有安时计,但需要改为设定电流大小和安时数来控制电镀时间,否则看不出优越性;
如果产品的需求量较大,可以采用自动上砂电镀时,直接采用“自动上砂电镀机”;
如果磨具产品的产量很大且单一,不妨采用自动流水线来生产;
或许这些都不完全适合,只需要控制好电镀电流,“可编程电源”为最佳选择。
当然,除非自动控制电流输出,工艺参数最好是由原来的设定电流和时间改为设定电流大小和安时数来控制电镀时间,否则手工控制的时间是难以保证镀层厚度的。
8 结束语
综上所述,上述设备可满足于目前现行电镀工艺部分实施的不同要求。但超硬材料电镀制品是否满足使用方的要求,不仅有耐磨度、使用寿命等方面的要求,还有尺寸、公差、形状等方面的要求。因此一件合格的超硬材料电镀磨具需要:机加、镀前镀后处理、电镀液的配制与处理、电镀设备与工装夹具、电镀过程的控制与执行,所有影响因素的全面配合,才能稳定地生产出高质、优质产品。上述解决方案只是其中一部分,也是重要因素之一的解决方案。
深圳辰捷科技目前专注的行业之一就是超硬材料电镀行业,公司将竭诚为本行业提供全套的解决方案,根据各个用户的不同要求提出与之相适应的解决方案。经过几年运行的实践证明,上述解决方案可达到:
(1)工艺参数执行的一致性大大提高;
(2)提高产品质量和质量的稳定性,产品质量明显提高;
(3)明显降低对人员素质的要求,不需多年的老师傅也可生产出高质优质产品;
(4)充分利用生产时间,提高产能,提高生产效率;
(5)整体减低成本,提高效益。
