双向拉伸聚丙烯设备在锂电池隔膜生产上的应用
2012-01-25尹岳波
尹岳波,尹 鸿,尹 伊,童 慧
(北京机械工业自动化研究所,北京 100120)
0 引言
双向拉伸聚丙烯(BOPP)薄膜具有高光泽、高挺度、阻气性好、抗冲强度高等特点,从80年代后期开始至今,BOPP薄膜在食品、饮料、香烟、服装等行业的包装上得到广泛应用。尽管BOPP薄膜的设备和技术都依赖进口,投资规模大,但由于其市场潜力大、产品附加值高,利润大,已经成为塑料包装行业的投资热点。近几年在国家大力倡导低碳环保的大背景下,我国的新能源行业蓬勃发展,而锂电池作为新能源行业中的新宠更是受到了高度的关注,我国目前已成为世界上最大的锂电池生产基地,第二大锂电池生产国和出口国。锂电产品已经占到全球30%~40%的份额,锂电池隔膜作为锂电池的重要核心部件,占锂电池成本的30%以上,以前国内的隔膜多依赖进口,国内无法自行生产,北京机械工业自动化研究所结合双拉设备的制造经验和锂电隔膜的特殊工艺性能成功地研制了国内首条完全自主产权的隔膜生产线,目前在全国数个省区,十余家企业投入生产使用,取得了巨大的经济效益和社会效益。
1 生产线的主要技术参数如下:
产品: 单层双向拉伸聚丙烯薄膜
薄膜厚度范围:20~40 μm
薄膜宽度:2000mm~2600mm(薄膜切边后收卷宽度)
拉伸机:纵向MDO 1:1~1:5
横向TDO 1:1.2~1:2.5 (机械)
车速:生产车速 10~30m/min
机械车速 40m/min(最高)
生产能力:按年产量1000万平方米计算。公称年生产时间按7200小时,公称宽度2000mm,公称厚度按20um计算的。
生产线各规格产品产量如表1所示。
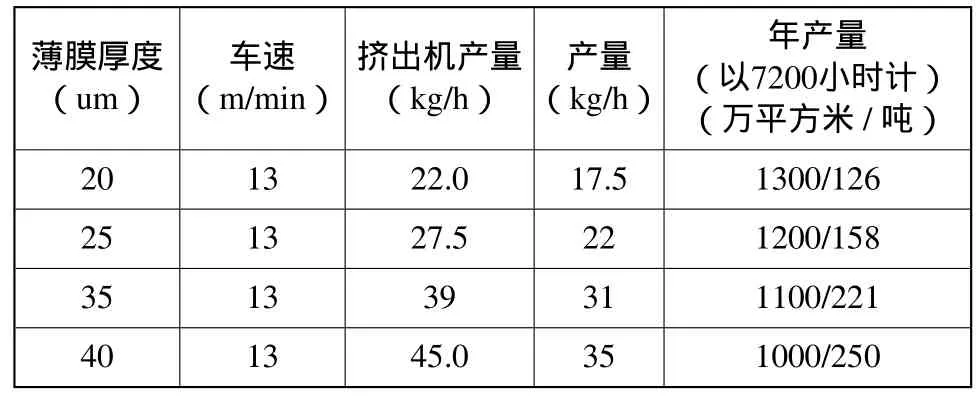
表1 各规格薄膜产量表
2 生产线构成与功能技术参数
隔膜双拉生产线主要由挤出系统、铸片机、纵拉机(MDO)、横拉机(TDO)、牵引机及收卷机等几部分组成,各部分的功能及技术参数如下。
2.1 挤出系统
挤出系统由挤出机、粗过滤器、计量泵、精过滤器、熔体管线、模头和模头支架等部件组成。
1)挤出机采用单螺杆挤出机,要求结构合理,塑化均匀,不结碳,压缩比在2.3-3.5,符合改性PP料的特性。
2)粗过滤器
为防止杂质进入计量泵。
3)计量泵
计量泵采用进口斜齿形式,用来提供稳定的熔体压力,所有与熔体接触部分要经过镜面研磨。
4)精过滤器
采用烛式过滤器,使原料在精过滤器中停留的时间尽量缩短以及原料在精过滤器中没有死角存在。
5)熔体管道
采用耐高温不锈钢制成,所有与熔体接触部分要进行镜面研磨,避免对熔体流的干扰。
6)模头
单层衣架式T型自动模头。
2.2 铸片系统
铸片系统主要由铸片辊、机架、旋转接头、减速箱、油加热/冷却装置、驱动装置和移动机构等组成。
铸片辊对控制厚片的晶形结构、拉伸以及薄膜的质量是至关重要的,铸片辊驱动系统要求传动精准,铸片辊与机头模嘴之间要求精确定位;这些要求,对拉伸薄膜的厚度公差和平整性都十分重要。
铸片辊机架为焊接型钢结构,经消除应力时效处理,防止变形。机架刚度良好,铸片辊在工作车速内无可觉察的振动。
铸片辊连同轴承座一起安装在机架上,轴承座安装在精确磨光的槽内,以便调节铸片辊高度,两侧机架组合加工,保证一致性精度。
机架能纵向手动调整,以便精确调整铸片辊与模头之间的相对位置。
通过旋转接头和金属软管在操作侧一端进油和出油。旋转接头的内装密封环,拆卸后可显示出密封环的磨损程度,以便及时更换。所有的密封件与导板都是自润滑碳素石墨材料制成的,操作时无需润滑。
铸片辊的贴片位置在转动方向与模头垂线方向可以自由调节角度,改善贴片效果。
2.3 纵拉机
型式:垂直单点拉伸
辊的配置:
预热辊数量:4根
拉伸辊数量:4根
定型辊数量:1根
压辊数量:4根
张力辊数量:2根
辊表面粗糙度<Ra0.025 mm
加热方式: 电加热 热油循环
MDO设计采用垂直单点拉伸工艺。
纵拉机由机架、预热、拉伸、热定型辊、压辊装置、驱动装置、薄膜张力控制、加热/冷却装置、破膜检测装置、自动穿片系统等部分组成。
1)机架:机架为焊接结构,用可调式推/拉螺栓调节水平。辊筒间的平行在机加工时保证,组装时只允许微量的调整。
2)预热、拉伸、热定型辊 :辊筒内的热量通过辊筒外层传导给薄膜。为了使辊面温度均匀,热油沿着辊面圆周螺旋式流道薄膜区域流动。辊筒的内外表面均需机械精加工,确保辊筒各部位都有均匀的壁厚。辊筒内置流道的型式和间隙经过特殊计算,确保每个流道的热油等量分布,辊面温度均匀。为加强辊筒强度,辊筒轴径为圆锥形,以便较好地承受薄膜的拉伸力。辊筒轴承为进口高精度调心式滚子轴承,转动侧为固定式安装,操作侧为游动式,以便热伸长。
3)压辊装置:气动压辊装置安装在入口预热辊、出口热定型辊和拉伸辊上。表面为耐高温硅橡胶。压辊装置的气动执行机构和两套自调心的转轴组装在一起,使得压辊的运动始终与各辊的中心线相平行。
4)驱动装置:由交流变频电机通过齿轮箱、万向联轴节驱动各个辊筒。
5)出入口薄膜张力检测:膜片的出入口张力辊安装在机架上,使用三菱的张力检测系统,使MDO的速度与前后设备匹配。检测到的张力传给PLC与设定张力进行比较,进行PID调节,具有自动与手动设置功能,其参数能手动设置,在张力发生波动时能迅速调整,使之符合工艺要求。
6)加热/冷却装置:采用油加热,由过滤器、电动调节阀、加热器、换热器、测温传感器、冷却旁路、阀门、管道等组成,双路测温并带有压力保护。
7)破膜检测:最后一根拉伸辊上装有张力辊检测断膜并报警。
8)自动穿片系统:纵拉机的传动侧设有穿片链条,穿片链条的轨道与片路相一致。导轮安装在辊筒轴头自由转动的轴承上,以便穿片链条导向和平稳运行。穿片完毕,整个穿片系统停止。
9) 辅助收卷: 为了便于观察厚片的质量情况,纵拉前安装一台辅助收卷,采用力矩电机传动。端部采用气缸伸缩来夹紧卷芯。便于卷芯的装卸以及废膜取下。采用独立结构,可移动可固定。
2.4 横拉机 (TDO)
进口宽度:1000mm!1500mm。
出口宽度:1800mm!3000mm。

表2 横拉机各区段参数
横拉机由导轨、链铗、保温箱、机架、调幅系统、入口转向装置、链条张紧、闭铗装置、入口调偏装置、主传动装置、开铗器、润滑系统、破膜检测器和排风系统等组成。
根据工艺要求,保证保温箱内的生产温度稳定、风量30-100mm水柱、风压的上下波动控制在规定的范围内等。保温箱按3米一段分区,控制空气分配和空气循环,预热段每区安装一台循环风机,拉伸段与定型段每区安装二台循环风机,在预热段与拉伸段、拉伸段与定型段之间加装隔板防止各段之间温度、风量互串。各段均有风阀调节,方便可靠;预热、拉伸、定型段循环风量变频控制;在各区的每一段设有温控元;各段的温度由计算机控制;静压箱为矩形、内置分流板,网孔式风嘴。
链条张紧:左右侧各有一套链条张紧机构,张紧力由液压装置提供,其张紧力手动设定,并有数值指示;链条张紧机构保持链条的张力恒定,链条的张力为无级调节;设有安全保护行程开关,使链条的张力在运行过程超过限定范围时自动停止运行。
闭铗装置:入口转向装置的中心上垂直装有两个可气动退位的闭铗器,位于链铗的上方。闭铗挡板用硬度低、抗磨损、润滑性能好的合成材料制成,气缸上装有磁性安全行程开关,用于检测闭铗挡板的位置。在穿膜前或保温箱加热时,闭铗器可自动退位,防止闭铗。
入口调偏装置:入口转向装置安装在两套高精度的重型直线导轨上,可左右移动并绕其中心摆动;其支撑机架为重型型钢焊接拼装结构,经时效处理和机加工。纠偏装置由电机减速机与丝杆丝母组成,可单独或同时动作,对入口薄膜的位置作自动调节。入口转向装置下的底座上有4个滚动轴承用来横向调整,使入口转向装置可以纵向滑动,以便热伸长和调节角度。
调幅装置:调幅螺杆位于机架上,手动调节;手柄和膜宽显示计数器位于保温箱外,计数器指示精度为1mm。调幅组件和链轨组件间在水平面内是自由的,用于热膨胀补偿和自由调节,其间由多组滚动轴承支撑。
开铗器:出口转向装置的中心上垂直装有两个可气动退位的开铗器,位于内侧链铗的上方。开铗挡板材质性能与闭铗器相同,其安装角度正好与闭铗器相反;气缸上装有磁性安全行程开关,用于检测开铗挡板的位置。开铗器保证链铗回程时开铗。
润滑系统:可控制少量润滑油通过油管进入横拉出入口转弯处,在相应的润滑点处慢慢注入润滑油,润滑周期由PLC控制。
电加热器:安装在风机的吸风侧,为不锈钢加热管式换热器。
主传动装置:由两台交流变频电机驱动两台左右旋的重型蜗轮蜗杆减速机带动大直径的链轮,确保两侧的链条同步运行。高精度的非标重型蜗轮蜗杆减速机对称安装在重型经精密加工的机架导轨上,蜗轮蜗杆减速机底座与调幅丝杠相连,通过手轮控制相对移动,手动调节出口链铗间距(即出口薄膜宽度),其数值有刻度显示。两台蜗轮蜗杆减速机为非标专门设计,输入轴相对,旋向相反;输出轴为加强加长设计,用于支撑出口导轨组件和驱动大直径链轮,轴承采用重型进口圆锥滚子轴承。
2.5 牵引系统
类型:易穿膜型
膜宽(切边后):2600mm
辊面宽 :3000mm
牵引系统主要有展辊、导辊、切边装置、压辊、传动装置、边料收卷系统组成。
切边装置:每套切边装置可安装3把刀片,转动切边装置便于更换刀片;切刀位置在测厚仪后面,切边操作时刀架气动到位,自动进入切边位置;横向位置可调,调整范围2000~2800mm。
传动装置:牵引辊装置的所有导辊(不包括展平辊)是通过高精度减速箱输出传动的,减速箱直接由变频电机驱动。
边料收卷系统:采用双工位式收废边。剪辊调节范围为2000~2800mm。
2.6 收卷机
形式: 双工位收卷机
薄 膜 宽 度: 最大 2600mm
收卷直径:φ600mm
静电消除装置:电离棒式
导辊采用阳极氧化轻质铝辊。
张力辊位置在牵引出口采用张力传感器控制张力。
本收卷机是专门为柔性双向拉伸隔膜而设计的。其特点是穿膜方便,具有完善的收卷特性、无褶皱、计长报警、微张力控制等功能。
收卷机有下列部件组成:
翻转定位系统:调速传动采用编码器,编码器通过计算机控制翻转盘启动、加速、减速或停车的位置。
轴芯顶针:钢芯轴从两侧用气动同步传动的顶针夹紧,一旦顶针伸入轴芯内,气动涨紧器夹紧处于工作位置的轴芯,确保传动;压缩空气卸压时顶针复位。
芯轴传动:每个芯轴以与其直连的伺服电机传动,传动精准,张力控制稳定。
收卷跟踪系统:收卷跟踪系统的作用在于使送入收卷机的薄膜有精确的张力,随着收卷轴径增大,仍保持恒定的收卷条件。
电离棒:电离棒与高压发生器相连,产生正负电子,使薄膜的静电荷中性化。
切换系统:薄膜长度达到设定值后,声、光信号提醒操作人员换卷,翻转盘自动翻转180°,使薄膜开始接触新轴芯。翻转期间,计算机连续控制薄膜张力,芯轴的线速度尽快提高到薄膜速度。
3 结束语
目前此套双向拉伸设备为国内隔膜唯一进行量产的生产线,不仅有极大的经济价值而且有巨大的社会影响,在我国新能源蓬勃发展的背景下必将在各行各业中发挥重要的作用。
[1]尹燕平.双向拉伸塑料薄膜[M].化学工业出版社.1999.
[2]Toshitaka kanai (日),Gregory A.Campbell(美).塑料薄膜加工技术[M].化学工业出版社.2003.
