新型数控冲床母线槽机电一体化生产系统研究
2012-01-25何晶
何 晶
(辽宁机电职业技术学院,丹东 118009)
0 引言
我国的母线槽的生产所用的数控冲床现在依旧不能自给,但是对于母线槽的需求却与日俱增,因此设计出新型数控冲床母线槽机电一体化生产系统,用来提高企业的生产效率,实现母线槽生产的自动化具有十分重要的意义。辽宁机电设计的母线槽主要是由盖板、侧板和中间铜板构成,其中盖板是产品中最重要的东西,也是其中最难加工的部分如图1所示。
1 系统软硬件设计方案
一个系统的使用效果如何,离不开它的硬件和软件设计,两者的好坏,直接影响到整体使用效果。本方案在硬件的挑选上兼顾软件设计的前提,同时,在硬件基础上设计了符合控制要求的软件。
1.1 控制系统的硬件结构

图1 母线槽盖板结构示意图
近年来,开放式数控系统应被世界各国采用,它的优点是不依赖于特定的软硬件平台的数控系统,在通用性、兼容性、可扩展性和可移植性各个方面都有显著的优势,因此它能很好的处理好数控冲床和型材的输送系统的接口的信息输送,使得材料能及时自动的输送。在本设计中,采用了“PC+PLC+DMC5400运动控制卡”的结构,利用运动控制卡和PLC一起完成数控系统的实时任务。整个系统的组织框架如图2所示。
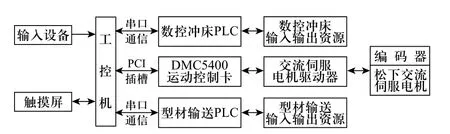
图2 控制系统硬件结构框架图
从图2中我们可以看出,整个系统是由数控冲床系统和型材输送系统组成的,数控冲床系统又是由DMC5400运动控制卡和PLC两部分组成,分别控制主轴的定位和各个输入和输出单元。型材输送系统也是采用PLC进行典型的顺序控制的。
1.2 系统主要硬件的选用
1.2.1 DMC5400运动控制卡
DMC5400运动控制卡在数控冲床中的使用运行效果相当的理想。控制卡是一种安装在PC机中的板卡,作为PC机的下位控制单元,它在专机系统的开发中,是具有很大的灵活性和开放性的,用户可以再很短的时间内开发出强大的运动控制系统。DMC5400是一款能同时控制四轴步进或伺服电机的运动控制卡,对于位置的测量十分的准确和方便。
1.2.2 三菱FX2N PLC
Programmable Logic Controller简称 PLC,是可编程控制器,它是专为工业环境的应用而设计的只用数字运算电子操作系统,其内部可以存储执行逻辑运算,顺序控制、定时等多项功能,控制各种类型的机械的生产过程,它具有以下五个特点:1)可靠性高、抗干扰性强;2)编程简单、易学、使用方便;3)功能完善、通用性强;4)设计安装简单、维护方便;5)采用模块化结构、接口模块丰富。正是因为PLC具有上面的优势,因此在工业自动化的领域被广泛的应用,应成为数控系统的关键部件之一。三菱FX2N系列PLC是三菱可编程控制器小型系列中最先进的PLC,它的强大功能为工厂自动化的运用提供最大的灵活性和控制能力,因此成为了本系统的硬件的首选。
1.2.3 工控机及触摸屏
工控机和普通的电脑是有很大的区别的,是一种加固加强的计算机,因为工厂的工作是持续性的,经常工作几个月的时间,也无法停下来,而且现场作业往往会有很多的灰尘,震动也很强烈,还常有很强的电磁干扰,因为存在时上述原因,对于工控机的要求比起普通的计算机来说高得多。
2 软件系统的总体设计
2.1 操作系统选择
开放式数控系统的操作平台,是指的数控软件的开发平台和运行环境,操作系统平台的好坏,直接影响到了软件开发和数控系统的性能和应用范围,在网络信息发展的今天,开放式数控系统应可以和其它的系统应用一起操作,有统一风格的用户界面,现在人们常用的开放式数控系统的操作系统有DOS操作系统、实时Linux系统和Windows系列操作系统。
2.2 开发工具的选用
本系统的控制软件选用的软件开发工具是在WindowsⅫ平台下以KingvieW(组态王) 6.5软件,它的运行环境是Windows98第二版/2000/NT4.0/XP中文平台,可以在同时多任务的情况下,还是可以稳定运行。组态王一直是国内比较先进的工控组态软件之一,它具备很多的优点:1)软件可以同时运行多个任务;2)能支持众多的数据采集和输出设备,可以节省出很多开发的时间,具有有着很强的通讯能力和良好的开放性的;3)拥有功能强大的实时数据库;4)网络功能也非常的强大,可以让客户实行实时远程监控;5)有多方的冗余功能,即使出现故障,数据的丢失也可以最大限度的减少,对于维护系统,提供了方便;6)编程语言开发周期短;7)开发的系统具有开放性和灵活性的特点,支持OPC标准;8)具有比较大的画面组态的功能,能比较好对现场进行模拟。使用组态王软件进行开发,能使系统在运用中能满足实际应用需要。
2.3 控制系统软件结构
母线槽生产控制系统选用的是多任务处理软件,这个软件可以根据生产的需求,将控制系统软件进行很好的划分,形成是个模块,他们是数控加工控制模块、型材输送模块、信息管理模块和故障诊断模块,这些模块也可以再进行分割和扩展,在每一个大的模块下面,可以分割出功能更加细化的模块,是的各种功能进一步完善。在控制系统的开发中,一般都必须遵循这样一个原则:必须先在基本的基础上才能进行扩展,先运转才能进行调试、完善如图3所示。
3 新型数控冲床母线槽机电一体化生产系统的实现
整个数控控制系统的核心部分是在冲床数控加工功能上,系统的其它的功能的设定,都是为它服务的,机床的加工控制模式有自动和手动两种,都是通过控制面板和触摸屏两种控制方式来实现的。母线槽的加工,一般情况下是使用冲床数控加工的制动控制模式的。
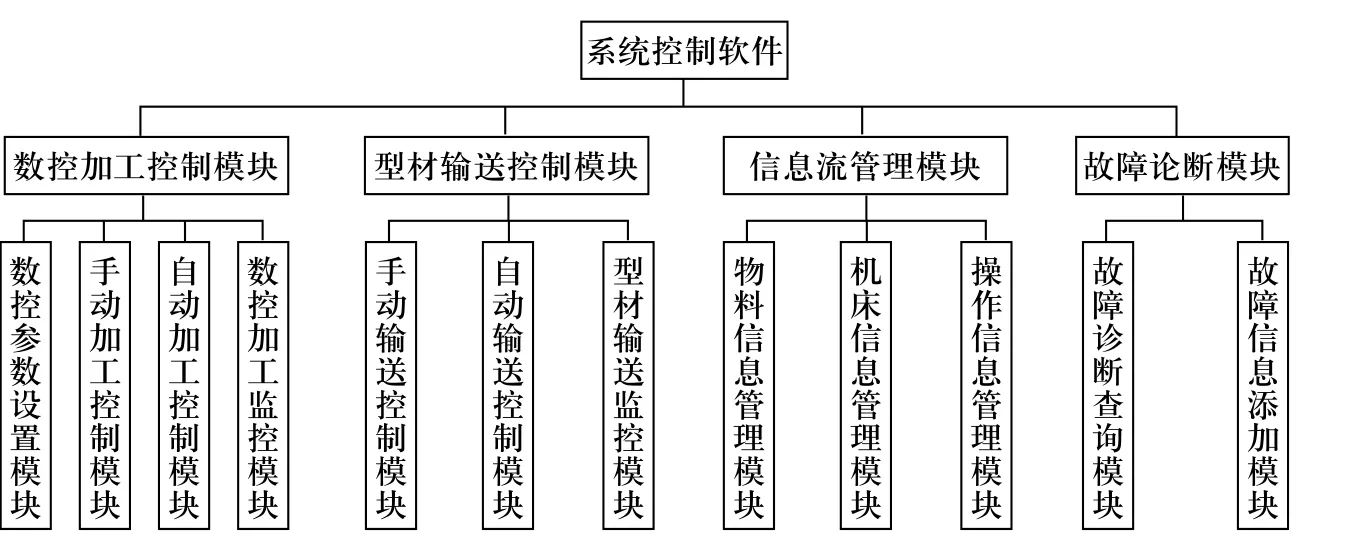
图3 控制系统软件结构框架图
冲床数控系统的总体设计中,必须考虑到实时性的因素。PLC本身具有实时性强、容易编程的特点,运动卡则有控制卡主轴极度高、控制起来方便的特点,但是在两者相结合的时候,是需要考虑到它们结合后的实时性的问题的。当数控冲床在手动的模式下进行作业的时候,对于精度的要求是不高的,也容易控制。但是当把控制卡作为PLC的一个控制对象的时候,系统的控制的安全性能会大大的提高,但是对于他们的实时性要求也比较高,在两者结合后,必须达到主轴工作的时候,各个工位是不再动作的。
4 结束语
现代的高层建筑以及大型的车间都对于的电能的需求很大,但是面对如此庞大的负荷所需要的成百上千安培的强大电流就必须选择安全的、可靠的传导设备。母线槽系统就是一个高效输送电流的配电装置,它适应了愈来愈高的建筑物以及规模巨大的工厂经济合理配线的需要,所以生产母线槽的专用数控冲床的需求也越来越大。但是我国像这样的专用数控冲床比较稀少,大部分是国产的普通冲床或者是经过改造的简陋的数控冲床,设备的精度低、速度缓慢,不能满足市场的需要,如果进口,那样会增加企业的生产成本,给企业带来沉重的负担。新型数控冲床母线槽机电一体化生产系统就完美的解决了这一难题,实现生产的自动化,有利于生产效率和经济效益的提升。
[1]曾励.机电一体化系统设计[M].北京: 高等教育出版社,2004-01.
[2]胡占奇,杨莉.机床数控技术[M].北京: 机械工业出版社,2002-01.
[3]李论.电火花六轴数控技术研究[D].哈尔滨工业大学,2004-05.
[4]朱达宇,李彦,吉华,等.基于RTLinux的全软件数控系统[J].计算机集成制造系统,2009,10.
[5]梁宏斌,王永章.基于Windows的开放式数控系统实时问题研究[J].计算机集成制造,2008,09.
[6]南雷英,戚春晓,孙友松.冲压生产自动送料技术的现状与发展概况[J].锻压装备与制造技术,2006,12.
