元胡止痛滴丸工业化成型工艺研究
2012-01-25张喜民邓月婷任一杰吴秀琴贾继禧
张喜民,邓月婷,任一杰,吴秀琴,贾继禧
(甘肃陇神戎发药业股份有限公司,甘肃兰州730101)
元胡止痛滴丸具有理气活血止痛的功效。用于气滞血瘀的胃痛、胁痛、头痛及痛经等,是元胡止痛片的剂型改进。元胡止痛滴丸与元胡止痛片等相比具有溶散快、吸收快、显效快、服用方便等优点。
滴丸成型工艺研究报道较多,但仅限于实验室研究,而有关滴丸工业化成型工艺研究尚未见报道[1-3]。实验室工艺参数可为工业化生产提供一定的依据,但实际生产过程中,与实验室提供的数据相差较大,需要对其工艺参数进行工业化生产设备的验证[4]。为了实现规模化、产业化的生产,本研究应用大型产业化自动滴丸机组为生产设备,通过正交试验设计,优化各项参数,对元胡止痛滴丸的工业化成型工艺参数进行了较为全面、系统的研究,旨在优化工业化成型工艺参数,稳定成型工艺,减少物料损失,提高产品生产效率,保证产品质量。
1 设备与药品
元胡止痛滴丸浸膏(甘肃陇神戎发药业股份有限公司提供);聚乙二醇(北京海淀全友精细化工厂)。
滴丸设备:DWJ-2000D-27组合式大型产业化自动滴丸机组(烟台百药泰中药科技发展有限公司)。
2 实验方法与结果
2.1 基质的选择滴丸常用的水溶性基质PEG 4000与PEG 6000,因其熔点低,极易与药物熔融成固体分散体,故适于药物的溶解、熔融、滴制和成形[5-7]。通过实验,PEG 4000作基质时,滴丸硬度不够、圆整度差;而用PEG 6000作基质时,滴丸的成型情况较好,硬度适中,故选择PEG 6000作为基质。
2.2 基质与浸膏的配比选择PEG 6000作为基质,将PEG 6000于配料罐中加热至80~90℃熔化,将元胡止痛滴丸浸膏加热后倒入熔融的PEG 6000中,搅拌均匀进行试验(浸膏与基质的配比为1∶1.5,1∶1.8,1∶2.0,1∶2.2,1∶2.5)。结果:浸膏与基质配比为1∶1.5时滴丸非常软,拖尾比较严重;其配比为1∶1.8时得到扁球形的滴丸,软且微有拖尾;当配比为1∶2.0,1∶2.2,1∶2.5时得到硬而圆球形的滴丸,无拖尾及黏连现象。浸膏配比高,硬度不好,圆整度差,易黏连,不易成型。基质配比高,则硬度好,圆整度好,但是载药量小,服用量大,基质用量大,成本高,不利于大生产,故较为合适的配比为浸膏∶基质(1∶2.0)。
2.3 滴制条件的选择本实验运用DWJ-2000D-27自动滴丸机组,按基质与浸膏1∶2.0的配比配料,将基质PEG 6000熔融后,加入药物,以二甲基硅油为冷却剂,在规定的温度及滴头口径下滴制,将成型的滴丸沥尽并擦除冷却剂,即得。以滴距、滴速、冷却温度、料温为考察因素,以丸重差异、圆整度以及成型率为考察指标,按L9(34)正交表进行实验,见表1。

表1 正交试验因素水平
2.4 正交试验方法及结果正交试验结果见表2,方差分析结果见表3。
正交试验直观分析表显示:影响丸重差异的因素顺序为C>A>B>D,最佳滴制条件为A1B1C2D1;影响圆整度的因素顺序为C>A>B>D,直观分析最佳滴制条件为A1B2C2D3;影响成型率的因素顺序为C>A>B>D,直观分析最佳滴制条件为A1B2C2D3;而料温对于丸重差异、圆整度、成型率的影响都较小作为误差项。
方差分析结果表明,冷却温度和滴距对滴丸的丸重差异和成型率都有显著性影响,滴速对其成型指标都无显著性影响,为了省时节能,提高元胡止痛滴丸的产量,滴速优选为45滴/min,料温优选为80℃,故以A1B2C2D1为优化的滴丸滴制工艺,即滴距为3 cm,滴速为45滴/min,冷却温度为10℃,料温优选为80℃。
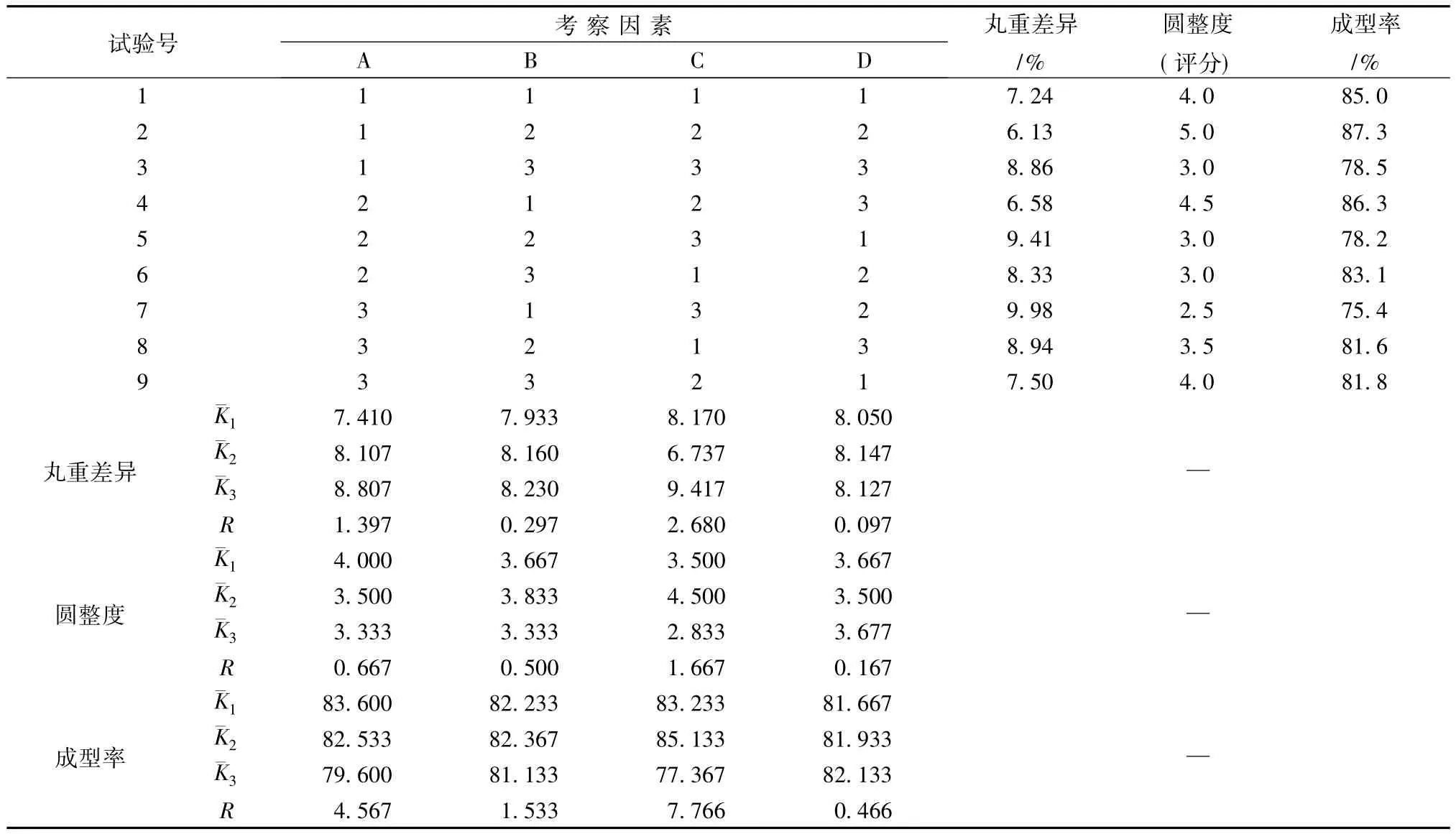
表2 正交试验结果

表3 方差分析结果
3 验证实验
我们选用优选的滴丸工业化成型工艺,应用DWJ-2000D-27自动滴丸机组制备了3批滴丸:以PEG 6000为基质,浸膏与基质的比例为1∶2.0;冷却柱长度为120 cm;滴距为3 cm,滴速为45滴/min,冷却温度为10℃,料温优选为80℃。按评价指标进行制剂检查,结果成型率87%以上,丸重差异在5.89%~6.48%的范围内,外观均圆整、无拖尾黏连现象,质量较好,说明所选的滴丸成型工艺稳定性好,适合工业生产的要求。
4 讨论
4.1 基质与浸膏的配比基质与浸膏配比低,硬度不好,圆整度差,易黏连,不易成型;基质与浸膏配比高,虽硬度、圆整度好,但载药量小,服用量大,基质用量大,成本高,不利于大生产。故结合实验结果,较为合适的配比为浸膏∶基质(1∶2.0)。
4.2 滴制条件影响滴丸成型的因素很多,如料温过高,易出现丸重偏小、拖尾、圆整度差;滴丸机的液滴出口与冷却剂液面滴距小,易出现拖尾、圆整度差的现象,而滴距过大,液滴会因重力作用而被撞成细小的液滴,而增大丸重差异;滴速以及冷却液温度对滴丸的圆整度、成型率也很重要[8-10]。因此本研究以滴距、滴速、冷却温度、料温为考察因素,进行滴制条件优选。
4.3 实验室与工业化工艺参数比较工艺研究主要有实验室小试、中试放大和工业化生产三部分组成,从小试到产业化生产,在设备选型、工艺参数等方面存在较大差距。我们进行滴丸成型小试试验,选用DWJ-2000S5-D多功能滴丸实验机,控制参数条件仅可设置药液温度、冷却温度、滴速等基本参数,其他条件均为人工控制,主要解决了药膏与聚乙二醇6000配比、圆整度、冷却液的选择、冷却温度等参数,但对滴丸的滴制速度、成型率、是否黏连等生产关键技术参数的确定无法实现。另外在试验中得到的部分工艺参数,在规模化生产中根据设备的性能需要进行不断地试验调整。因此,工业化生产是在小试的基础上对生产过程进行全方位调控,控制生产过程相关的一系列参数,最终达到提高滴丸产品质量和生产效率的目的。
本实验从工业化生产的角度,选用工业生产滴丸机设备,通过正交试验确定元胡止痛滴丸的工业化成型工艺参数,并进行工艺验证。结果表明,以此工艺生产的元胡止痛滴丸成型率高,操作简便,工艺稳定,具有良好的重复性和可靠性,达到高质、高效的目的,并确定了符合药品生产GMP管理的滴丸成型工艺生产的操作规程,对工业化生产研究具有重要的指导意义和启示作用。
[1]王存,赵双桅.中药滴丸剂的研究进展[J].江西中医学院学报,2008,20(5):98-100.
[2]南莉莉,张斌.中药滴丸剂研究现状及发展前景[J].上海医药,2009,30(10):460-462.
[3]胡立志,文雅萍,桂卉.吴藿降压滴丸的成型工艺研究[J].中成药,33(3):527-529.
[4]中药数字化平台项目组.中药滴丸剂生产过程集成系统的实现[J].创新技术,2011(2):41-42.
[5]张德恩,魏英田,张家燕.元胡止痛滴丸治疗头痛、胃痛及胁痛65例分析[J].医学理论与实践,2003,16(10):1152.
[6]李春花,阎艳丽,宋晓宇,等.正交试验法优选芍药甘草滴丸成型工艺[J].陕西中医,2005,26(3):267.
[7]张兆旺,陶建生,罗杰英,等.中药药剂学[M].北京:中国中医药出版社,2003:382-386.
[8]熊红仔,刘昀,伍振峰,等.总丹酚酸滴丸的成型工艺研究[J].广东药学院学报,2008,24(1):44-46.
[9]刘华亮,袁珂,朱建鑫,等.枸杞子滴丸成型工艺的研究[J].时珍国医国药,2009,20(3):601-602.
[10]李伟,李光,管庆海.六味清咽滴丸的成型工艺研究[J].中国实验方剂学杂志,2007,13(9):20-21.
