PLC控制技术在设备互联中的运用
2011-12-29胡琳静
胡琳静
(江西铜业加工事业部,江西南昌 330096)
PLC控制技术在设备互联中的运用
胡琳静
(江西铜业加工事业部,江西南昌 330096)
随着制造业精细化、自动化程度的不断提高,在设备管理过程中对数据分析也提出了更高的要求,本文利用PLC的通讯接口进行互联通讯,以西门子PLC为例,用其系统功能块SFC67读取通讯伙伴的数据,设计出集中采集、统一显示多台设备月运行时间的系统,使设备管理系统的性能和自动化程度都得到了提高[1]。
PLC;互联通讯;集中采集;HMI实时显示;总线技术
在铜管加工行业中,各生产工序间加工方式相差较大,但却衔接紧密。在定单量较大的生产旺季,生产任务紧,生产节奏快,如果某台设备出现长时间的停机将对整个生产线产生较大的影响,并直接影响外围市场,从而影响公司年度经营指示的完成。设备运行时间成为关系产量多少的直接因素,同时设备的可开动率也成为反映设备异常停机时间的重要指标。
由于现场生产设备数量较多,人工逐台统计不但费时费力,且准确度难以把握,为了更加便捷、准确地对运行时间进行统计,本设计以西门子PLC为例,利用PLC的通讯接口进行互联通讯,集中采集、显示设备月运行时间,并在HMI人机界面上实时显示。
1 硬件结构
本方案采用西门子的PLC是S7-300系列的315-2DP,人机界面(HMI)采用西门子的TP170触摸屏,通讯采用MPI协议,在PLC之间建立通讯伙伴的关系[2]。如下图:

2 组网与通讯方式
本方案的组网方式简单实用,且易于实现,但在组网过程中有以下两点需要注意[2]:
2.1 地址设置不能重复
PLC的MPI地址从第一台到第十台分别设置为2、4、6、……20如下图:

在PROFIBUS DP的网络中设置方法为:从第一台到第十台的地址分别为2、4、6、……20,人机界面TP170的地址都设置为1(同时也可以设置为其他数值),只要不与PLC的地址重复就可以[3]。
2.2 通讯方式的选择
PLC的通讯方式都要选为MPI,通讯波特率采用默认的187.5kbps,TP170上也同样地设置MPI/DP的选项,波特率一定要设置为相同的187.5kbps,其上同级的通讯地址应与其直接连接的PLC地址一致。
3 程序设计
每台PLC中都采用开机计时程序,在第十台PLC中除了开机计时程序外还加入了一个OB35模块,其目的是读取前9台PLC中的设备运行时间,再在第十台TP170上显示出来[4]。
3.1 设备运行计时程序设计



3.2 读取设备运行时间程序设计
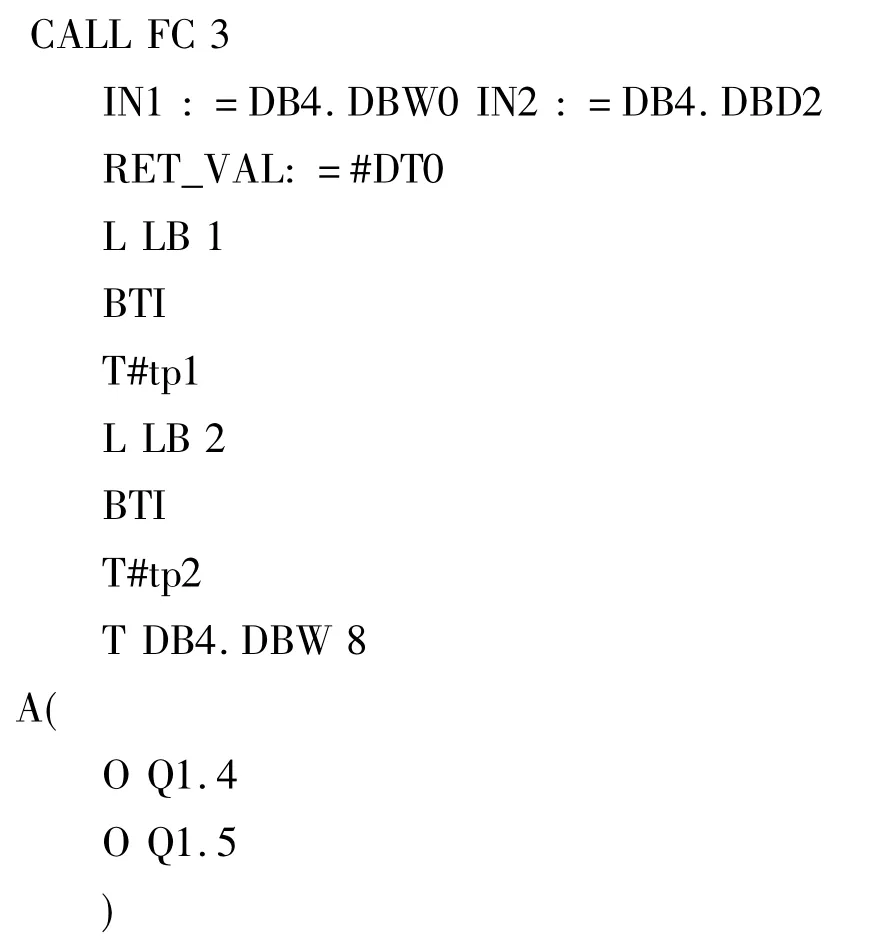
读取第一台设备运行时间的程序如下[5]:

以此类推,第二台、三台……第九台设备运行时间的程序,只要将对方的MPI地址一项设置成对应的16进制数即可[6]。
3.3 TP170显示界面设计
界面设计如下图[6]:

4 结论
此系统从2009年设计完成后使用至今,从江西铜业加工事业部现场的应用效果来看,该技术应用不但能有效、客观、准确地统计生产现场多台设备的运行时间,给设备维护、计划检修及设备管理提供有效的数据支持,让维修人员有的放矢抓住设备出现的重要问题并制定相应的维修措施,提高设备维修人员的工作效率,并且为公司节约大量维修成本,在设备管理中有效地降低了设备故障带来的损失,预防、预测和减少设备故障的发生,最重要的是可以保障生产,为公司整体效益保驾护航。
[1]翁贻方.PLC之间SFC系统功能块MPI通讯[M].西门子(中国)有限公司,2005.
[2]夏德钤.自动控制理论(第3版)[M].机械工业出版社,2003[3]刘守山.控制理论与控制工程[M].山东:山东科技大学,2002.
[4]吴宁,葛芬.可编程逻辑控制器通用开发平台的设计与实现:[TP273.5][J].仪器仪表学报,2007,28(8):12-14.
[5]徐惠民,安德宁,丁玉珍.单片微型计算机原理、接口及应用[M].北京:北京邮电大学出版社,2007.
[6]王善永,陈思宁,施冲.MB系列智能可编程逻辑控制器[M].电力系统自动化,2005,(10).
PLC Control Technic Application of Equipment Interconnected
HU Lin-jing
(JCC Processing Business Division,Nanchang,Jiangxi,China 330096)
With the improvement of manufacture industrial elabration and automation level,the data analysis needs higher requirement during the process of equipment management.This paper intuduces the PLC communication interface used for the interconnection communication.Take Siemens PLC as an example,communication data read by system function block SFC67,design the monthly running time system of concentrated collection and unified display,which improves the performance and automatical level of the equipment management system.
PLC;interconnection communication;concentrate collection;HMI real-time display;bussing technique
TP202
B
1009-3842(2011)03-0057-04
2011-02-20
胡琳静(1984-),女,汉族,江西吉安人,本科学历,电气与自动化专业,E-mail:zoey.hu@163.com
