六辊CVC板带冷连轧轧机ANSYS有限元仿真探讨
2011-12-08王震戚新军宋九梅张玉琴
王震 戚新军 宋九梅 张玉琴
(安阳钢铁股份有限公司)
六辊CVC板带冷连轧轧机ANSYS有限元仿真探讨
王震 戚新军 宋九梅 张玉琴
(安阳钢铁股份有限公司)
研究建立了运用通用有限元软件ANSYS求解六辊CVC轧机辊系三维弹性变形的有限元模型,进而以1750 mm冷轧机组为对象,运用通用有限元软件ANSYS分析数百个工况下的数据,研究此类轧机的板形调控能力和辊间接触压力。
辊系变形 接触变形 有限元 CVC轧机
0 前言
一直以来,关于宽带钢冷轧机板形控制技术的研究与创新都离不开计算机仿真。根据近20年国内引进的几十条冷轧机组的实践经验,在投产后都经历了“本土化”的技术改进或改造,尤其是其中的轧辊辊形设计都在进行技术优化和完善[1]。CVC机型是现代冷连轧的常用机型之一。笔者以1750 mm冷连轧机为对象,研究运用通用有限元ANSYS对此类轧机建模,对板形调控性能进行计算,并对计算结果进行探讨为生产以后的辊形设计优化做技术准备。
1 CVC轧机的简介
该系列轧机最初由联邦德国(原西德)施罗曼一西马克公司(SMS)于1980年发明的。它与HC轧机的不同之处在于其上下移位辊采用S型且呈反对称布置,这样移位辊根据所需辊缝形状移动以改变轧制宽度范围内的辊缝形状,从而大大提高该轧机的板凸度控制能力。由于该轧机具有板凸度控制能力强、操作方便、易改造及投资少的优点,所以发展较快,至今已有 CVC4、CVC6、CVC4+、CVC6+等型号[2]。
2 六辊CVC轧机仿真模型的建立
2.1 辊系变形的力学模型
1750 mm六辊轧机的辊系包括支持辊、支持辊轴承和中间辊、中间辊轴承以及工作辊、工作辊轴承。其中工作辊、中间辊为平辊。由于上、下工作辊和支持辊的对称性及中间辊反对称,故只考虑上半部分。图1轧辊轴承和辊颈间存在复杂的接触关系,这里不考虑轧辊轴承和辊颈间的载荷偏移,轴承合力作用点位于轴承中心。这里只讨论辊系弹性变形,因此不考虑轧件的变形。计算将轧制压力作为固定的外力作用在工作辊上。辊系的力学模型如图2所示,Ⅰ、Ⅱ为两个弹性接触对。
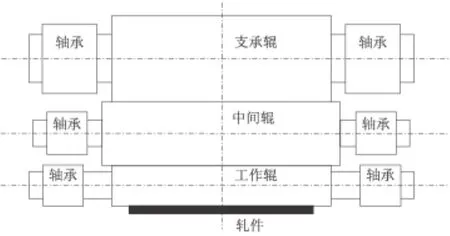
图1 1750 mm辊轧机辊系示意图
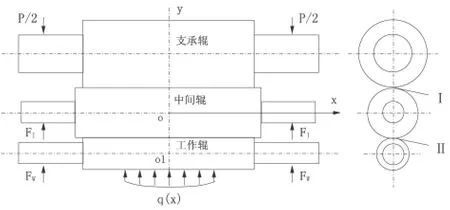
图2 1750 mm辊轧机辊系轧辊力学模型示意图
2.2 模型简化
首先,利用ANSYS建立辊系变形模型,所必要的假设:①工作辊、中间辊和支持辊均为匀质、各向同性材料;②工作辊与中间辊以及中间辊与支持辊辊间无滑动。在此基础上,对六辊轧机的辊系模型,作如下简化:
1)由于六辊轧机上下两部分结构是相同的,所以可只取上半部分的三个轧辊进行研究。这样既可降低运算规模,又可细化网格,为提高计算精度创造了条件。
2)工作辊、中间辊和支持辊辊形均按点输入,这样可精确反映辊形的实际值。
3)去掉轧件,将它对工作辊的作用以轧制力的分布函数q(x)代替,其合力用P表示,两个支反力和两个弯辊力仍然作用在辊端轴颈上,两端的支反力和两端的弯辊力都是对称的,它们的合力分别用FI和FW表示,如图2所示只计算轧制线以上的辊系变形,带钢与辊系之间的作用通过轧制压力分布来体现。
2.3 实体单元的划分与选取
ANSYS单元库有100多种单元类型,考虑到辊系变形模型是一个三维实体模型,因此选取单元库中的Solid45(八节点六面体)等参单元作为主要的单元。
在单元划分方面,为了兼顾计算精度和计算速度,在轧辊内部,单元划分较粗,越靠近轧辊表层,单元划分越细。同时,在辊间接触区、工作辊与带钢接触区,将单元细分。图3和图4为划分单元后的辊系计算模型。
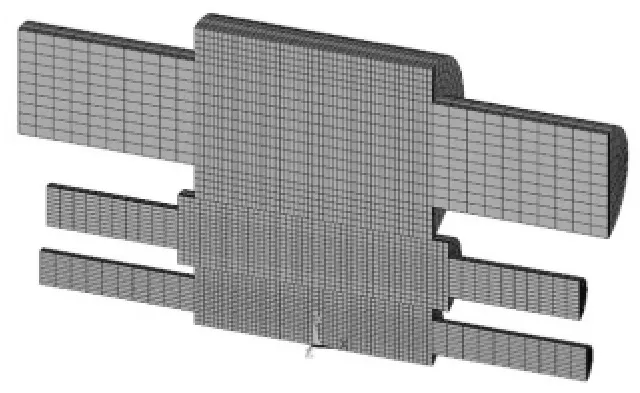
图3 六辊CVC轧机模型
图4 载荷施加
2.4 边界条件及载荷施加
1)边界条件。为保证计算过程中模型不发生刚性移动和转动,需施加以下约束:在模型中工作辊、中间辊和支持辊轧辊的一端辊颈选取2个节点添加X方向约束;在主视图剖面所有节点上添加Z方向约束;在支撑辊轴颈中心点上添加Y方向约束。
2)载荷的施加。外载荷为:作用在工作辊上轧件宽度的轧制力(按均布载荷与抛物线载荷)及工作辊、中间辊两端轴颈中心点上的弯辊力。
3 仿真工况确定
根据1750 mm机组生产工艺,设计如下工况:
1)轧辊辊身长度。辊身是轧辊的工作部分,轧辊长度如下:工作辊:1730 mm,中间辊:1970 mm,支持辊:1730 mm。
2)带钢宽度。依据轧机可轧的最窄品种和最宽品种,另外取一个中间平均宽度的工况,选择B=800 mm、1200 mm 和1630 mm。
3)弯辊力设置。依据轧机的正弯和负弯最大弯辊力,另外取弯辊缸不动作时的工况,确定弯辊力如下:
工作辊弯辊力FW=-35/0/50 t/side;
中间辊弯辊力FI=-45/0/65 t/side。
4)单位轧制力。根据以往同类仿真计算的经验,取轧制力分布为2次曲线分布,分布不均系数为1.2,平均单位板宽轧制力 q=0.5/0.9/1.3 t/mm。
5)中间CVC辊轴向抽动量S。依据轧机中间辊的最大抽动量,另外取中间辊不动作时的工况,取-120 mm/0 mm/120 mm三种情况。
将其组合计算,共得到了六辊CVC轧机在243种工况条件下的板形调控功效离散值。
4 计算结果
整理有限元计算结果并作图(如图5所示)。图5 中当B=1200 mm、q=0.9 t/mm、S=0 mm 时的承载辊缝形状。其中A1~A9分别表示工作辊和中间辊弯辊力为 0 t和 0 t,0 t和65 t,0 t和 -45 t,50 t和 65 t,50 t和 0 t,-35 t和0 t,-35 t和 -45 t,-35 t和65 t,50和-45 t等9种情况。图中表示了弯辊力组合对承载辊缝形状调控作用。
图5 承载辊缝曲线
辊缝凸度调控域指轧机各板形调控技术对承载辊缝的2次凸度CW2和4次凸度CW4的最大调节范围,它反映了轧机辊缝形状的调节柔性。根据求得的辊缝曲线,定义并计算辊缝凸度调控域[3]。图6、图7和图8分别为带钢宽度为800 mm、1200 mm和1630 mm在单位轧制力0.5 t/mm时CVC轧机在承载辊缝凸度调节域比较。
图6 带宽800 mm辊缝凸度调节域
图7 带宽1200 mm辊缝凸度调节域
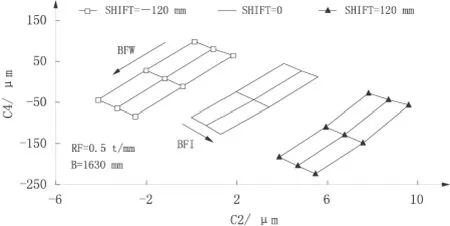
图8 带宽1630 mm辊缝凸度调节域
由图6、图7、图8可以看出,当轧机的各板形调控机构动作时,CVC轧机明显具有较好的承载辊缝凸度调节能力,即为柔性辊缝;随着带钢宽度的增加,CVC轧机的承载辊缝凸度调节域都有所增大。
图9为工作辊弯辊为0 t和中间辊弯辊为35 t,中间辊抽动量为-120 mm/0 mm/120 mm,轧制宽度为1200 mm,轧制力为0.9 t/mm的工况条件下中间辊和支持辊的辊间接触压力分布。在一定范围内,随着单位板宽轧制力的提高,辊间接触压力分布形式不变,但平均辊间接触压力与q的增长呈正比。
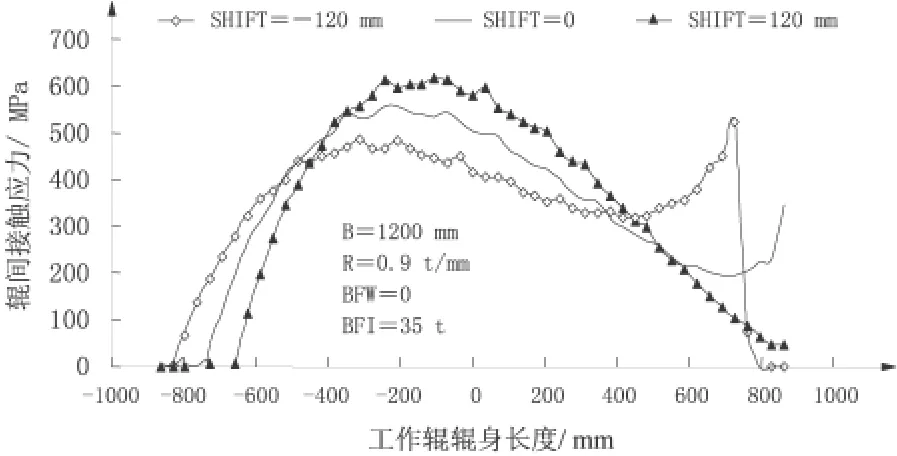
图9 辊间接触压力分布
5 讨论
承载辊缝形状直接反映轧后带钢的横截面形状,辊缝凸度调节域间接反映轧后带钢的横截面形状,都代表了一台轧机对板形的控制能力。辊间接触压力分布表示轧制力大小对中间辊与支持辊辊间接触压力的影响。结合仿真结果讨论如下:
1)轧制时,由于带钢的材质、温度、来料厚度和板形等发生变化而导致轧制力出现波动,进而导致承载辊缝和机架出口带钢板形的变化。理想的辊缝应该在轧制力发生波动变化时保持稳定性。1750 mm CVC冷轧机的辊缝在带钢的材质、温度、来料厚度和板形等发生变化时随弯辊力的变化形状变化很小,板带凸度调节能力很大,能够保证良好的板形。
2)辊缝凸度调节域越大,说明弯辊力改变承载辊缝的能力越大;反之,当要改变的承载辊缝量一定时,所需弯辊力越小,这有利于延长工作辊轴承的寿命。
3)中间辊和支持辊的有些区域辊间接触压力尖峰较大,很容易导致轧辊相应部位疲劳磨损,严重时可能产生剥落。通过辊形的优化可以减少轧辊轴向的不均匀磨损,避免轧辊的剥落。
6 结论
1)解决了运用通用有限元软件ANSYS对1750 mm六辊CVC轧机辊系弹性变形的求解问题,实现了对此类带特殊辊形轧机辊系变形和承载辊缝形状的较为精确求解。
2)CVC机型有限元仿真计算的结果表明:CVC机型各板形控制机构之间的配合,具有很大的调节域,能够满足高档次面板的板形要求。
3)运用ANSYS形成了板形控制建模的方法,并成为一种新的该类轧机辊形优化设计的工具。
[1] 徐乐江.板带冷连轧机板形控制与机型选择[M].北京:冶金工业出版社,2007:205~207.
[2] 许健勇.关于带钢冷轧机机型选型的探讨.上海金属,2007.29(5):31-36.
[3] 王震.安钢1750冷轧板形控制性能比较与机型选择[D].北京:北京科技大学,2010:44-45.
INVESTIGATION ON ANSYS FINITE ELEMENT SIMULATION OF CVC SIX-ROLL COLD MILL
Wang Zhen Qi Xinjun Song Jiumei Zhang Yuqin
(Anyang Iron and Steel Stock Co.Ltd)
3 - D FEM model of elastic deformation of CVC6 - h mill's rolls was established through general FEM software ANSYS and also Hundreds of operating data were analyzed for 1750 mm cold mill to investigate shape control and contact pressure between rolls.
rolls deformation contact deformation finite element method CVC mill
*
2011—9—15