焊丝YT-304H和Thermanit6l7焊接Super304H的工艺对比
2011-11-14毕耜明
郑 伟,毕耜明
(1.江苏省特种设备安全监督检验研究院 徐州分院,江苏 徐州 221007;2.江苏徐矿综合利用发电有限公司,江苏 徐州 221137)
焊接材料
焊丝YT-304H和Thermanit6l7焊接Super304H的工艺对比
郑 伟1,毕耜明2
(1.江苏省特种设备安全监督检验研究院 徐州分院,江苏 徐州 221007;2.江苏徐矿综合利用发电有限公司,江苏 徐州 221137)
分析了Super304H不锈钢作为高合金耐热钢的工作环境和焊接工作重要性。采用两种化学成分有差异的焊丝YT-304H和Thermanit617对Super304H不锈钢管材进行焊接,对两种不同焊丝的施工焊接工艺和工艺控制措施进行了对比研究。针对Super304H不锈钢现场施焊过程,并通过焊接后射线底片评定工作、焊接试样性能检测的反馈情况,提出了Super304H不锈钢焊接时各环节的质量控制要点,从而提高了Super304H不锈钢现场焊口的合格率,完善了Super304H不锈钢焊接工艺措施的制定。
Super304H不锈钢;YT-304H焊丝;Thermanit617焊丝;现场焊接工艺控制点
0 前言
600 MW和1 000 MW超超临界机组的电站锅炉中常采用Super304H不锈钢用于过热器、再热器管的制造。近年来,随着大量超临界、超超临界机组的安装及投用,Super304H不锈钢焊接量日益增多。由于受供货、价格等综合因素的影响,有的施工工地使用Thermanit617焊丝来代替YT-304H焊丝用于Super304H不锈钢的焊接,因此有必要了解和掌握Super304H不锈钢焊接特性,以及Thermanit617焊丝和YT-304H焊丝在焊接Super304H不锈钢中的焊接工艺和注意事项[1-3]。
1 Super304H不锈钢
20世纪80年代末,日本住友公司在TP304H的基础上推出了新型奥氏体耐热钢Super304H钢,相当于国内标准中的0Cr18Ni9奥氏体不锈钢,主要用于制造超临界、超超临界发电锅炉的过热器管及再热器管。Super304H钢在化学成分上与TP304H钢有一定的差异,因其性能更好而逐渐取代了TP304H钢。化学成分对比如表1所示。
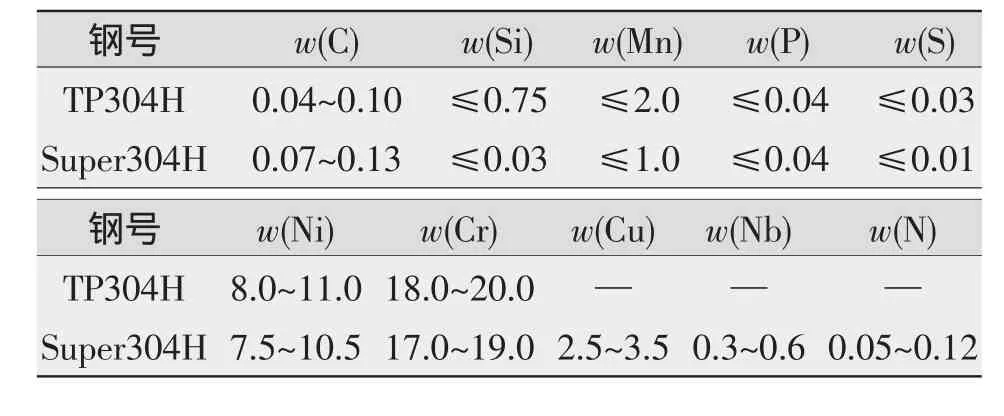
表1 Super304H钢和TP304H钢化学成分的对比%
由表1可以看出,Super304H钢的碳含量比TP304H钢略大,Si、Mn、Ni和Cr略低于TP304H,增加起强化作用的Cu、Nb和N元素,蠕变断裂强度远高于TP304H,因此具有较高的使用温度,较强的蠕变断裂强度,良好的抗高温腐蚀和抗蒸汽氧化性能以及较高的力学性能。
Super304H钢作为高合金耐热钢,对部件使用安全影响较为突出。过热器管和再热器管在高参数锅炉中工作于烟气腐蚀、飞灰冲蚀、内壁蒸汽氧化等最恶劣的环境,因此Super304H钢的现场安装焊接质量是业主和电建公司密切关注的问题,在此就Super304H钢使用YT-304H焊丝和Thermanit617焊丝的现场焊接工艺进行研究对比,以进一步了解Super304H钢的现场焊接特性。
2 YT-304H焊丝焊接Super304H不锈钢的焊接工艺
2.1 管材
管材材质:Super304H不锈钢,规格φ 60 mm× 3.5 mm;焊材:日铁住金溶接工业株式会社的牌号为YT-304H焊丝,化学成分如表2所示;焊丝直径为φ 2.4 mm。
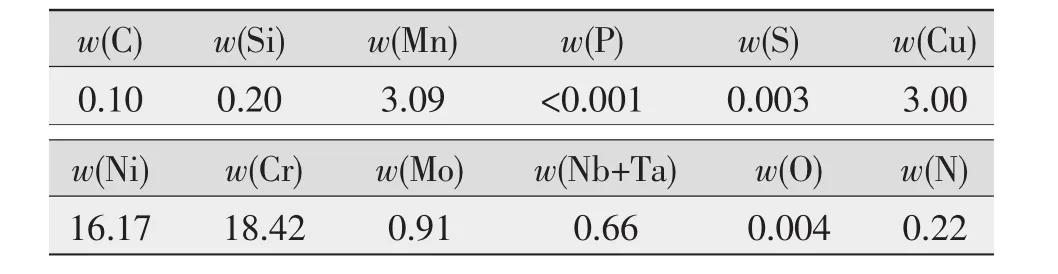
表2 YT-304H焊丝化学成分%
2.2 焊接方法和设备
GTAW焊接方法;ZX7-400 TSG型逆变焊机
2.3 焊前准备
(1)将焊口表面及附近母材内外壁的油漆、污垢等清理干净直至露出金属光泽,清理范围为焊口两侧15~20 mm,焊丝使用前要除去表面的油垢等杂物。
(2)对接管口端面与管子中心线应垂直,偏斜度Δ f不超过0.5 mm。
(3)焊件对口时,内壁齐平,如有错口,错口值不超过壁厚的10%,且不大于1 mm。
(4)对口间隙2.5~3 mm。
(5)环境温度在5℃以上。
(6)焊工资质符合要求。
2.4 充氩保护
(1)为防氧化,在管内壁充氩保护。
(2)氩气纯度应不小于99.99%。
(3)充氩保护范围是以坡口中心为准每侧300~400 mm,用速溶纸加上耐高温胶带粘固,形成密封气室。
(4)氩气流量:正面8~9L/min,背面10~12L/min。
2.5 焊接工艺参数
焊接工艺参数如表3所示。
2.6 焊接试样性能检测
(1)抗拉强度707 MPa,结果合格。
(2)弯曲试验:面弯及背弯试验均合格。
(3)金相检验合格。
3 Thermanit617焊丝焊接Super304H不锈钢的焊接工艺
3.1 管材
管材材质:Super304H不锈钢,规格φ 60 mm× 3.5mm。焊材:德国伯乐-蒂森公司,牌号:Thermanit617焊丝,化学成分如表4所示;焊丝直径为φ 2.4mm。
3.2 焊接方法和设备
GTAW焊接方法;ZX7-400 TSG型逆变焊机
3.3 焊前准备
(1)将焊口表面及附近母材内外壁的油漆、污垢等清理干净直至露出金属光泽,清理范围为焊口两侧15~20 mm,焊丝使用前一定要除去表面的油垢等杂物。

表3 焊接工艺参数
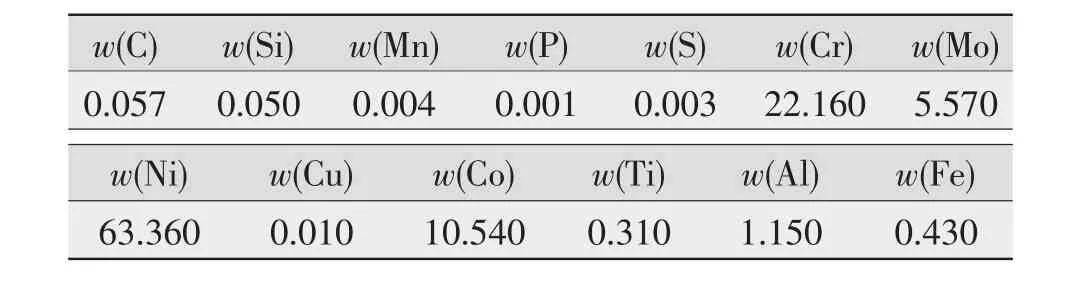
表4 Thermanit617焊丝化学成分%
(2)对接管口端面与管子中心线应垂直,偏斜度Δ f不超过0.5 mm。
(3)焊件对口时,内壁齐平,如有错口,错口值不超过壁厚的10%,且不大于1 mm。
(4)对口间隙2.5~3 mm。
(5)环境温度在5℃以上。
(6)焊工资质符合要求。
3.4 充氩保护
(1)为防氧化,在管内壁充氩保护。
(2)氩气纯度应不小于99.99%。
(3)充氩保护范围是以坡口中心为准每侧300~400 mm,用速溶纸加上耐高温胶带粘固,形成密封气室。
(4)氩气流量:正面9~10L/min,背面12~15L/min。
3.5 焊接工艺参数
焊接工艺参数如表5所示。

表5 焊接工艺参数
3.6 焊接试样性能检测
(1)抗拉强度635 MPa,结果合格。
(2)弯曲试验:面弯及背弯试验均合格。
(3)金相检验合格。
4 Super304H不锈钢两种焊丝现场焊接工艺控制点的分析
由于Super304H钢为超细晶粒奥氏体不锈钢,合金元素含量较高、种类较多,焊接有其自身的特点,焊接规范、焊工技能、现场焊接过程必须严格要求和控制。
4.1 重视化学成分
Super304H钢为高合金钢,Thermanit617焊丝的化学成分与YT-304H有一定的差异,Thermanit617焊丝的w(Ni)远高于YT-304H,增加了10%左右的w(Co),Thermanit617焊丝的焊接技术要求高于YT-304H焊丝。
4.2 严格保证坡口的打磨
从现场射线底片评定发现,Thermanit617焊丝对坡口上油污等杂物的敏感度比YT-304H焊丝要高,底片上易出现气孔、未熔合等缺陷,所以打磨工作要严格保证坡口清理范围内金属光泽且无杂物。
4.3 把握好对口间隙
间隙太小容易造成未焊透缺陷,间隙过大需填金属较多,焊接速度就会减慢,热输入量增大,造成合金元素的烧损,控制焊接对口间隙为2.5~3.0mm,同时也便于打底焊接时,焊到75%左右焊工用小手电筒检查已焊过焊缝的根部质量,如发现未焊透、焊瘤等缺陷及时返修,返修工艺与正式焊接工艺相同。
4.4 优化充氩工艺
Thermanit617焊丝对充氩时间和空间的要求比YT-304H焊丝高。现场对同一时间充氩保护质量进行检查发现,当YT-304H焊丝焊缝颜色为合格的亮白色或金黄色时,Thermanit617焊丝的焊缝颜色仍为不合格的黑色、乌色、灰色等暗色,所以在使用Thermanit617焊丝时,要适当延长充氩保护时间和空间。
4.5 掌握各位置尺寸
为使氩气更好地保护,填充焊丝与工作夹角应尽可能小;为保证母材焊丝良好的熔化,焊枪与管子切线应成80°左右的夹角,钨极到气体喷嘴长度在6 mm左右为宜,喷嘴至焊处距离在10 mm左右为宜。
4.6 严格控制焊接线能量和层间温度
Super304H钢对过热敏感,故焊接过程中要求小的线能量,但熔池合金含量高,铁水粘稠度大,电流过小就会熔化不良,反之太大也不好,同时考虑到焊速与焊丝的配合。实践得知,Thermanit617焊丝电流控制在70~85 A为宜,YT-304H焊丝电流控制在80~100 A为宜,层间温度小于等于150℃。
4.7 控制打底焊层的厚度
打底焊层的厚度过薄时,焊接时容易烧穿;过厚时,热输入量增加,焊缝易被氧化,所以打底焊的焊层厚度应按制在2.5 mm左右。
4.8 注意起弧、停弧、收弧质量
Super304H钢焊接过程中由于铁水粘稠度大,焊接中间需停弧时,应注意观察停弧处有无缺陷,如发现缺陷应及时用角磨机消除,才可继续焊接;收弧时一定要填满弧坑,缓慢离开熔池,防止产生弧坑裂纹、接头未熔等缺陷。射线底片评审中,特别是使用Thermanit617焊丝焊接时,发现有未熔合等超标缺陷多发生在接头处,因此Super304H钢在焊接中的起弧、停弧、收弧的质量控制尤为重要。
5 结论
从现场焊接方面介绍了Super304H钢的施焊情况,按照上述焊接工艺及现场工艺控制措施施焊,Super304H钢焊缝在外观成形质量、射线检测、表面着色检测中均符合规范要求,获得了满意的焊接接头性能。
[1]DL/T868-2004,焊接工艺评定规程[S].中华人民共和国发展和改革委员会.
[2]杨 富,章应霖,任永宁,等.新型耐热钢焊接[M].北京:中国电力出版社,2007.
[3]DL/T869-2004,火力发电厂焊接技术规程[S].中华人民共和国发展和改革委员会.
Comparative study of super304H-stainless steel field welding technology using YT-304H and Thermanit617 wire
ZHENG Wei1,BI Si-ming2
(1.Xuzhou Branch,Jiangsu Special Equipment Safety Supervision and Inspection Institute,Xuzhou 221007,China;2.Mineral Utilization in Jiangsu Power Co.,Ltd.,Xuzhou 221137,China)
In order to find-out and grasp the field welding characteristics of stainless steel Super304H in field welding and installation work of tube of high-parameter boiler superheater and reheater.As a kind of high alloy heat resistant steel,the Super304H stainless steel including its work environment and the importance of its welding work are analyzed firstly.By using two kinds wire,YT-304H and Thermanit617,which chemical composition are completely difference,in welding work of Super304H stainless steel pipe,their different welding technology and welding process control measures are compared and studied.In field welding process of Super304H stainless steel,by taking advantage of the ray-photo evaluation,the welding performance and feedback of the samples,the welding quality control points and their attentions of Super304H stainless steel are proposed.Therefore,the qualification rate of welded-joints of Super304H stainless steel in field welding work could be increased.Also,the welding technology and measures of Super304H stainless steel will be developed and improved correspondingly.
super304H-stainless steel;YT-304H wire;Thermanit617 wire;field welding control points
TG422.3
B
1001-2303(2011)02-0087-04
2010-03-29
郑 伟(1973—),男,江苏徐州人,学士,主要从事电站锅炉的安装监督检验工作。
