试析薄壁环形件零件加工变形的解决措施
2011-10-08纪微微高克赵喆
纪微微高克赵喆
(沈阳黎明航空零部件制造有限公司,辽宁 沈阳 110043)
1 前言
为了更好的改善跑道B的润滑功能,重新更改了结构。结构的改变,使制造工艺的难度加大,零件的变形带来的形位公差、尺寸公差的合格率很低,不能满足零件的批量稳定性。为了完成攻关任务,我们从加工工艺路线、工装、加工切削参数入手对其进行了攻关研制,以便找到影响加工变形因素,使加工的零件符合图纸要求。
2 试析薄壁环形件零件加工变形措施
跑道B零件工作环境比较苛刻,材料为40CrN-iMoA。40CrNiMoA是合金钢的其中一种,也称合金钢,它是在优质碳素结构钢的基础上,适当地加入一种或数种合金元素(总含量不超过5%)而制成的钢种。化学成分见下表1:

表1 ,40CrNiMoA的化学成分
其中的Mo能细化晶粒,提高回火抗力,消除第II类回火抗性。40CrNiMoA钢具有高的强度、韧性和良好的淬透性,又具有抗过热的稳定性。调质后,金相组织为索氏体或托氏体,加工难度很大。
跑道B的主要的技术条件为:内孔尺寸ф150.7+0.015,圆柱度为0.015mm.工艺磨加工外圆尺寸要求达到ф159.86-0.02,铣半圆槽深0.45+0.1.
跑道B的原工艺路线如下:
0毛料→1粗车内孔外圆及端面→2半精车外圆及端面→3车外圆及端面→4精车内孔外圆及端面→5稳定处理→6磨端面→7磨内孔→8磨外圆→9加工半圆槽(以后工序略)加工中出现的问题及现状调查
2 加工中出现的问题:
由于在加工跑道B过程中,磨削内外园和铣半圆槽时零件变形,很难加工出合格的产品。
根据跑道B零件的结构特点是外圆直径尺寸ф160,壁厚为4.5mm,若按原工艺内容进行加工,那么零件的尺寸精度和形状公差根本达不到设计要求。即零件变成椭圆形、半圆槽深度超差。由此可以看出加工工艺内容、工装等还存在着不完善的地方。所以要加工出满足设计要求的产品,就必须找出存在的问题进行分析研究,以解决加工变形问题。
3 原因分析
根据实际加工产品的超差情况,经过研究分析认为影响加工变形的主要因素有:
1)工艺路线合理性问题
零件在磨削后,零件的形位公差、尺寸公差都能满足技术条件要求。进行下一道铣槽工序时,因装夹力、切削力共同作用,使得零件二次变形,破坏了磨削时的状态。如果调整工艺路线由车—磨—铣变为车—铣—磨,设计基准与工艺基准又不重合,加工精度被人为的加严,出现了控制变形与内控尺寸精度的矛盾。
2)工装问题
a.工艺7、8工序磨加工内外圆时由于无专用磨夹具,在用卡盘装夹时,零件产生夹紧力变形。
b.工艺9工序铣加工半圆槽时由于夹具与零件配合便面间隙0.2~0.6过大,造成铣加工变形,半圆槽深度不合格。
3)切削用量问题
切削用量选用不合理,在零件加工时产生内应力使零件变形超差。主要是磨削参数的选择,冷却方式的选择。
解决措施
1)工艺路线的调整
为了控制零件的变形,采取车—铣—磨的工艺路线,将铣半圆槽深0.45+0.1间接保证,即车加工时尺寸为ф160.06-0.05,铣槽槽深0.55+0.05。图纸最终槽深0.45+0.1由磨加工ф159.86-0.05来保证,其尺寸链见图1。调整完工艺路线后,因磨削应力释放的问题,在精磨内外表面后,增加了自然失效工序。根据零件的实际测量试验,自然失效48小时,磨削应力就减小到允许范围内。
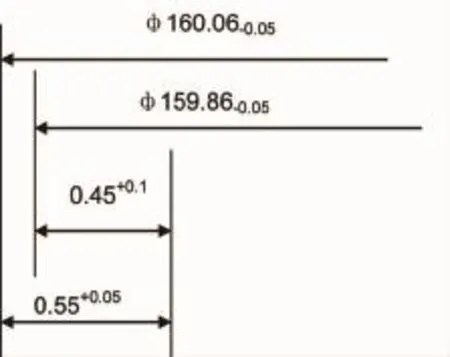
图1 磨削尺寸链
2)解决工装装夹应力问题
a制造7工序磨外圆夹具,夹具采用全表面内涨结构,很好地解决了装夹力的变形问题;
b更改并返修了9工序铣工序夹具,保证零件与夹具配合间隙为过渡配合,保证了30个半圆槽的槽深0.55+0.05。
c6工序磨内孔的加工采用磁力盘安装赵正来加工零件,这样可减少零件安装时的压紧变形。
3)选择合理的切削用量
在进行7、8工序磨加工时选择了相对较合理的切削参数以最大限度减少加工时的应力变形.
切削速度:60r/min
进给量:手动控制小进给量
切削深度:0.005mm
b在进行9工序铣半圆槽时切削速度选定为118r/min、手动控制小进给量和小切削深度,这样保证了铣加工时产生的变形,使半圆槽的深度满足要求。
5 效果检验
按新制造和返修后的工装、增加的工序内容、要求的切削用量进行加工。30余件均符合了工艺7、8、9工序的规定尺寸要求ф150.7+0.015、ф159.86+0.02、0.45+0.1(30处)和形状公差要求。保证了产品质量。圆满的完成了攻关内容
结果讨论与分析
通过反复的分析研究,并采取了上述行之有效的措施,解决了该零件在磨加工及铣加工时的变形问题,证明了此方案的合理性、可行性。也为以后加工同类零件积累了经验。
通过攻关解决了跑道B薄壁件变形的问题。在试验加工中,主要问题是夹具问题,现已通过实践得到证明。此次攻关虽然取得了一些成绩,但我们还要不断的总结、改进和提高,为今后薄壁件的研制工作起到一个好的借鉴作用
结论
通过我们的共同努力,找出了影响该零件加工变形的为主要原因并采取了相应的解决措施,且措施行之有效。使各立项技术指标符合规定的要求圆满的完成了。
本次攻关的内容。同时也在实践中学到了一些实际加工经验,为公司以后的攻关研究奠定了一定的技术基础。通过攻关解决了跑道B在加工中易变形的难题。但有很多工作有待在以后的工作中去积累完善,使我们加工的产品在质量上更高、更好。
[1]编辑委员会.中国航空材料手册[M].北京:中国标准出版社,2002.
[2]李企芳.难加工材料的加工技术[M].北京:北京科技出版社,1992.
[3]刘党生.金属切削原理与刀具[M].北京:北京理工大学出版,2009.
