钛合金和CFK的加工特点及对设备的要求
2011-09-26沈福金
沈福金
在航空、航天工业部门,用轻质材料的轻型结构件越来越多。轻质材料除铝合金外,主要是钛、钛合金和碳素纤维或玻璃纤维增强型复合材料(以下简称CFK)及铟康镍合金(Inconel)等。钛和CFK的应用日趋广泛,如在空客A-330飞机上铝构件的重量占比仍达70%,而A-350 XWB飞机上,铝则减少为20%,CFK由5%提高到50%以上。但由于CFK和铝之间的电化学电位差大的原因,这两种材料的接触部位很容易产生腐蚀作用。而用钛合金代替铝时,这种引起腐蚀的电位差降低约80%,显然钛胜过作为轻金属的铝。因此,飞机制造商要求在接触部位尽可能用钛件替代铝件。结果在新机型中,钛制零件从5%增加到14%以上,具体在波音B-787和空客A-350飞机上,钛合金构件所占比例在15% ~20%之间。
由于钛和钛合金具有重量轻、强度如钢、比重只有一半,且具有坚固、韧性好、抗腐蚀、热稳定性好等非凡的特性,在航空和航天工业、生物医药以及化学和石油工业中应用广泛。特别是在开发新飞机时,除CFK应用增多外,由钛或钛合金制造的主要轻型结构件也越来越多,如飞机机身结构件、起落架构件或涡轮机部件等都是由钛或钛合金制作的,所以,航空部门以70%以上的消费量构成钛产品的最大市场。而欧洲有专家估计,金融危机后的未来20年,世界主要飞机制造商将提供25 000架客机和货机。可见,CFK件以及钛和钛合金件的切削加工数量会快速增加。尤其是为了减小内应力,钛或钛合金部件通常是由整块材料雕铣加工而成的。在飞机工业中,钛结构件的切除率可达90%以上。据报道波音B-787飞机的90多t的钛合金毛坯件,经切削加工成成品结构件后的总重量不足11 t,可见切除量之大。钛材料的高强度、耐磨、耐高温等使用性能,优点很突出。但其可切削性差,加工困难,加工费用较高。尽管如此,钛在飞机制造中,现在已是不可或缺的材料。
新型轻质高强度材料CFK是由两种特性完全不同的物质——粘结剂和碳纤维相互粘合而成的,抗腐蚀和耐磨性能极强,在飞机制造中的应用份额也在不断增加。如果说在上世纪80年代飞机还只用不到5%的CFK的话,现在已超过50%了。诸如飞机垂直尾翼加固元件(纵梁)、密封球形罩、蒙皮、横梁、导向装置上的各种护板构件等都是由CFK制作的。CFK也是飞机制造不可或缺的材料。
如何解决钛合金和CFK的加工难题、提高加工效率、降低制造成本的研究探索一直没有停止,并不断取得进展。
大家知道,钛合金材料的可切削性能很差,这是由于其弹性模量低、切削力大和导热性差的缘故。尤其是因为导热性差,钛合金切削加工时的大部分热量都留给了刀具,而不像铝切削加工时那样,75%以上的切削热由切屑带走了。这意味着刀具的热负荷巨大,刀刃上的高温,再加上温度梯度大而导致刀刃上热应力增大,最终使刀具损坏。为了降低制造成本,提高切除率即单位时间内的切除量是常用的方法,但用在加工钛材料上就不那么简单了。在飞机制造中,许多钛合金构件常用的加工方法是型腔铣削。
粘合成的CFK材料大多为板材,耐磨性极强,加工以孔加工居多。切削加工时,坚硬的碳纤维引起刀具非常大的磨粒磨损,因此,只能求助于硬度更高的刀具材料和镀层。鉴于钛合金加工和CFK加工特点,对机床、刀具和加工策略都提出了特殊要求。
我国航空、航天工业的快速发展,也要在生产中解决钛合金和CFK之类难加工材料的加工难题。他们对机床、刀具提出的许多要求以及采取的加工方法和策略可供我们参考或借鉴。现在就钛合金和CFK复合材料的加工特点及对设备的需求情况归纳探讨如下。
1 钛合金加工的特点及对装备的要求
1.1 钛和钛合金对机床的要求
钛合金的特性是强度高、导热性差。为了能达到像加工铝那样的切削效率,要尽可能提高切削参数,即加大进给和切深,从而导致加工切削力增大,这可能引起工件和刀具之间产生静态偏差,进而引起工件的形状精度变坏或加工过程不稳定,还会加快刀具的磨损。为此,用于钛合金加工的机床必须具有大功率和尽可能好的静、动态特性(静、动态刚度高);还需要配备相应的高压冷却润滑设备,以便在低转速、大扭矩加工情况下及时清除切屑,以减少刀具磨损和加工过程中产生的热量传给刀具。为了提高机床的刚度,一些机床制造商采用箱中箱结构或封闭式框架的焊接钢结构;进给轴用大功率进给电动机驱动和高刚度无间隙导向系统,到了加工位置能夹紧,以进一步提高机床刚度;此外,还必须提高包括主轴-刀具-连接部位以及刀柄夹持器在内的整个系统在加工过程中的刚度。
除了静态刚度外,机床的动态特性对于卓有成效的钛合金加工也是起决定性作用的。控制加工过程的稳定性是一个巨大挑战。如果机床的刚性低和阻尼特性差,由于切削过程中切削力大、转速较低和激振频率与机床自身固有频率相近等动力学效应,可能出现自激振动,导致加工过程颤振。这种颤振除了影响工件表面质量(有振纹)外,还会导致机床结构、刀具主轴和刀具产生过载而受损,刀具磨损增大甚至断裂。加工过程的稳定性主要取决于所选用的主轴转速、切深等参数。使用者要了解自已机床的性能和可能达到的极限切深,还可以主动积极地采取诸如在机床焊接构件内填充矿石、加消振垫、在机床控制装置里预先置入参数避开极限切深小的转速范围等措施,进一步提高机床的抗振性。
钛合金的切削加工属于强力切削,所以机床刀具主轴要有大的驱动功率,具有大功率强力切削功能。在航空工业中,钛合金构件的加工以型腔铣削居多,为便于切屑清除,要管理好冷却润滑装置,使大量高压冷却润滑剂直接喷向刀具切削刃,这样,一方面冷却刀具,另一方面可更好地及时把切屑冲出加工区,以免切屑遭多次切割而降低刀具寿命,擦伤加工面。德国Heller公司为使机床具有大功率切削功能,有针对性地设计、布置机床结构和坐标轴结构,并配用了刚度极好的强力切削摆动单元安装刀具主轴,使机床在立、卧和空间任意位置角度都能产生同样的切削功率。
一句话,加工钛金属的机床要求大功率、高刚度、配有大流量高压冷却装置,并且还要接近性好。
1.2 适合钛合金加工刀具的新发展
由于钛的导热性差,切削过程产生的热量大部分留在了刀具和刀刃上,所以,加工钛合金是一种条件恶劣的强力切削,加工钛合金的刀具必须强度高、耐热、耐磨损。飞机制造商希望使用的刀具寿命长,加工过程安全可靠。这对于一个刀具制造商来说,无疑是一个很大的技术挑战。面对需求和挑战,许多刀具开发者和科研机构及航空航天部门紧密合作,推动了刀具技术的快速发展,一批适合切削钛合金等难加工材料的高性能刀具问世。

例如,一个法国刀具制造商Safety公司专门为飞机制造而新开发的Aerolong和Aerofinish铣刀(图1),这些刀具主要用于飞机机身和起落架的深腔粗、精铣削加工。在起落架框架上粗铣深腔时,也可选用Safety的Penta High-Feed(带正五角形刀片的大进给平面铣刀)大功率铣刀或Orbi-Saf铣刀,精加工时用新的Aerofinish铣刀。虽然Sefety刀具的刀刃几何形状精确,刀具材料为新发明的大功率切削材料,刀具寿命也很好;但在加工钛合金材料时,要提高切削速度和切屑厚度都会受到技术限制。若要进一步提高生产率,就要用耐磨的刀具材料并增加刀齿布置密度,以增加同时参与切削的刀刃数。为此,法国刀具专家开发了名为Sidelok的刀片夹紧系统。刀片没有中心孔,而是用螺钉拧紧的方式使刀片牢固夹紧,因此更稳定,并在刀体上可提供多达2倍的刀片位置。双倍的刀齿参与切削,直接增大了铣刀每转进给量f,即f为每齿进给fz与刀齿数z的乘积(f=fz×z)。这样,生产率可提高50%。
加工钛合金(例如TiAl6V4)或铟康镍合金(Inconel 718)用专门开发的PVD-TiAlN镀层的硬质合金铣刀,切深4 mm,进给0.08 mm,寿命达到35 min,这就是很好的结果了。对于加工铟康镍合金来说,切削速度达34 m/min就意味着近乎高速切削了。为了提高刀具寿命,专为加工航空合金材料而开发的大功率刀具材料——2003硬质合金新品种,命名为“Microform”。通过专门的方法把它制备成粉末并烧结,再直接压制成刀片。这样就制成了优异的质地均匀、颗粒结构精细的刀具材料,基质非常坚硬,硬度高达约2 000 HV,几乎像刚玉或蓝宝石那么硬。因此,最适合切削难加工材料。用微缩技术压制的刀片,材质没有夹杂物,极其柔硬的切削刃呈现很好的热硬性。
新的Aerofinish航空精加工刀具用于精细加工性能很突出,Sidelok夹紧系统可多容纳1倍刀片,致使切削率大幅提高。用于型腔加工的刀具材料还可用硬质合金5020,配以PVD-TiAlN-TiN复合镀层,这样的刀具有很高的柔韧性和热稳定性。为了更好地在加工过程中冷却刀具,刀具内部设计有冷却液通道,乳化液通过夹紧系统的夹紧螺钉直接送到切削刃,每个可转位刀片都与冷却通道相连,所以冷却效果很好。
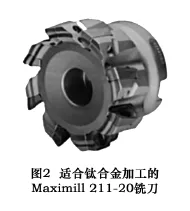
奥地利的硬质合金制造企业Ceratizit与世界领先的航空、航天企业共同开发了一种适合钛合金切削特殊要求的Maximill 211-20铣刀(见图2)。经严酷条件下的切削实验表明,该铣刀加工钛的切削速度大约60 m/min,同时寿命提高20%~100%,部分可达到200%。大而稳固的刀片在切深至19 mm时还能稳定地铣削。可转位刀片是专门为加工钛、超级合金和耐热钢等难加工材料而设计的,刀片镀以CTC5240超级镀层,确保其抗高热的能力,光滑的表面使切屑很容易滑落,并保护基体免受磨损和腐蚀。由于缩短了加工时间,提高了加工过程的可靠性,Maximill 211-20铣刀可节省加工成本。其突出的效率特性不仅使航空工业受益,在能源、涡轮机制造、油气输送和化学工业等部门在加工超级合金、钛合金、耐热钢等难加工材料时,Maximill 211-20铣刀也能得到卓有成效的应用。
Cemecon公司用俄罗斯科学家弗拉基米尔·库兹涅佐夫(Vladimir Kouznetsov)开发的HiPIMS技术进行镀层的刀具,其镀层质量大有改善。HiPIMS镀层刀具在提高切削参数、加工镍基合金和各种奥氏体不锈钢等难切削材料时更经济,刀具磨损小得多。HiPIMS镀层法的机理是,使一种阴极真空喷镀的中间电极材料(施主材料)达到高度电离化,在兆瓦级高能量、大功率脉冲作用下飞向标靶,在靶前形成高密度载流子的等离子区。这个密度超过一般直流溅射的密度。与其他方法相比,溅射靶材料的高度电离作用改进了镀层结构,并因此改善了镀层特性。除了致密的镀层结构外,镀层与基体粘结的牢固度比迄今的PVD镀层大1倍以上。刀刃锋利,能进行断续切削。在铣削钛合金时,性能提高80%。而车削镍铬铁(Inconel)耐热耐蚀合金时,性能甚至提高400%。
德国瓦尔特(Walter)公司首次按PVD法在刀具材料上沉积氧化铝硬镀层,即所谓PVD-Tiger刀具(虎牌刀具)期间还产生了用于完全铣削和车削的可转位刀片。这种刀片韧性极好,同时氧化铝镀层硬度高,耐热性好且耐磨,特别适合加工钛合金、铟康镍基合金和钴基合金等耐高温的材料。瓦尔特的标牌为Ti40的VHM铣刀是加工钛合金的基本刀具。一种新硬质合金基体、新的AlGrN镀层和优化的微几何结构,使铣刀的切削率可以接近极限值。德国瓦尔特公司的各种加工钛合金的螺纹铣刀也是其中一部分。
德国达姆斯塔特(Darmstadt)大学PTW研究所的钛加工研究小组围绕提高钛切削加工的生产率,对刀具和刀套进行优化,认为在铣削钛结构件时,一般用直径8~63 mm的可转位刀片铣刀(WSP铣刀)和整体硬质合金铣刀(VHM铣刀),粗加工切削速度达50 m/min,精加工时可达200 m/min。他们还得到了两项特殊的研究成果:一是用CO2冷却刀具效果很好,既不影响刀具寿命,又大幅提高了切削速度,还明显改善了表面加工质量;二是发现钛合金和其他难加工材料的切削热有新的利用潜力,通过被切削材料局部加热,人为地使材料软化,因而改变了材料特性,降低了材料强度。初步调查表明,这可以使切削参数提高3倍;同时,机床的驱动力与传统的切削相比,降低约50%。可见,他们的研究对提高钛加工的经济性是很有意义的。
2 CFK复合材料的加工特点和对刀具的要求
作为基质材料的粘合剂和保证拉伸强度的碳纤维组合的CFK是一种强力的研磨剂,在切削加工CFK时,坚硬的碳纤维对刀具产生非常大的磨粒磨损,因而只能求助于硬度更高的刀具材料和镀层。从CFK的加工机理知道,纤维剥离不是从软得多且对热非常敏感的树脂结合剂熔开的,纤维不是被切割,而是被撕裂的。在不整洁的断裂面产生的纤维堆积物在铆接时很可能受到孔挤压,随着时间的推移,会导致铆接松动。因此,航空企业正是在这方面要求非常严格,孔径必须自始至终符合公差和质量要求。对于这些要求,只有硬质合金材料和几何形状正好合适的最高质量的整体硬质合金钻头才行。
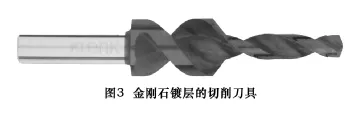
镀层很重要,Cemecon公司的CCDia系列的多重金刚石镀层是一种高效率的镀层方案,底层比较厚,它综合了粘合力极好的晶体镀层和纳米结晶层结构的优点,表面非常光滑。这种镀层结构在使用时能防护硬质合金刀具免受热渗透的效果比单镀层的好,非常坚硬,镀层的拉紧特性优良。所以,CCDia系列金刚石多镀层刀具(见图3)特别适合加工CFK以及易于粘贴或涂敷的复合材料和夹层材料,进给量大,刀具寿命长。例如加工CFK与AlTiN镀层刀具相比,寿命可能长8倍;还有,在铣削CFK-Ti-Al多层复合材料时,比不镀层刀具的切削寿命长约900%。
除金刚石镀层外,有些轻结构材料用PVD镀层刀具也是可以加工的。镀层硬且韧,与基体粘结牢固,这是理想的用于难加工材料的硬切削、高速加工和干切削加工刀具。特别是加工那些硬、难切削、有冷作硬化倾向的材料或者那些导热性差的材料,要求稳定性特别好的镀层来抗热影响和抗氧化。
德国瓦尔特公司新的PKD麻花钻就是为加工CFK之类复合材料而开发的,其特殊的PKD刀刃能防止刀刃发生剥离现象。
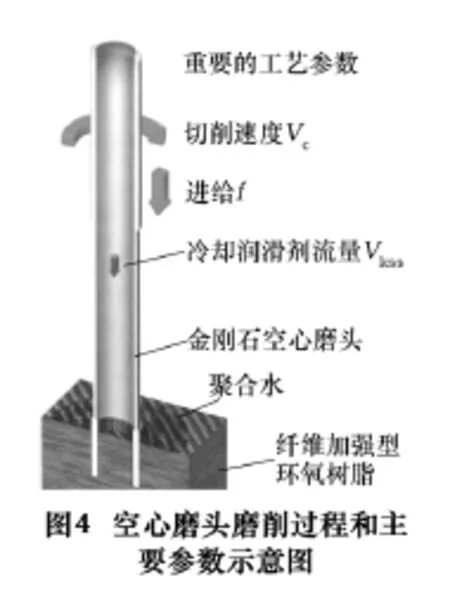
德国多特蒙德大学的切削加工研究所(ISF der TU Dortmund)试验了一种用磨头在CFK板上加工孔的方法,其磨削过程和主要参数见图4示意图。针对由很多单个元件拼组成的结构件(如蒙皮之类构件)的接缝处要铆接,有很多铆接孔需要加工。通常用刀刃具有一定几何形状的刀具钻孔,但由于碳纤维强烈的研磨作用,切削刃很快被磨损了。ISF研究所试验了这种用具有很多切削刃的金刚石空心磨头钻孔的方法来替代普通钻孔刀具。金刚石空心磨头是一根在端面和内、外圆柱面上电镀了金刚石的空心圆筒,如果是烧结的话,则烧结颗粒被钎焊在钢筒上。因为刀具是空心筒,切削量和切削力大为减小。不过,应用这种方法的前提是基质材料易碎易断裂的热固性塑料,还必须用冷却润滑剂排屑。
总之,钛合金和CFK加工方面的新工艺发展很快,加工难切削材料的高性能刀具发展很快,新成果很多。现在,我国航空航天工业正在快速发展,研制大飞机的项目已经启动,新舟等支线飞机已投产制造,其他工业部门应用高强度耐热合金和纤维强化型复合材料也日益增多,加工难题不可避免。在加工难切削材料的刀具方面,我国落后更多,更应加快开发研究。上述一些信息仅供国内业者参考。
[1]RALF M HAASSENGIER.Produktiv durchstarten[J].WB,2011(1/2):54-57.
[2]EBERHARD ABELE,ROLAND HOELSCHER,DENNIS KORFF ROBERT ROST.Titanzerspanung produktiver machen[J].WB,2011(1/2):34-38.
[3]RUDOLF STRICKER.Titan fraest Titan[J].WB,2011(1/2):48 -49.
[4]INKA HARRAND.Anspruchsvolle materialien leichter zerspanen[J].WB,2011(1/2):18-20.
[5]DIRK BIERMANN,MARKUS FELDHOFF.Bohrungen in CFK[J].WB,2011(1/2):29-37.
[6]Know - how fuer Titan[J].WB,2011(1/2):33.
[7]BIRGIT HUMMLER - SCHAUFLER.Wergzeuge zum abheben[J].WB,2011(1/2):26-28.