NUM控制系统的滚齿机数控系统开发
2011-09-04孙建业
梁 媛,孙建业,祝 辉
(沈阳理工大学辽宁省高速切削工程技术研究中心,辽宁沈阳110159)
滚齿机是用来加工各种齿轮的专用机床,可加工直齿、斜齿、人字齿等各种齿型齿轮,广泛应用于汽车、工程机械及航天工业等领域。齿轮因其形状复杂,技术问题多,制造难度较大,所以制造水平在较大程度上反映了一个国家机械工业的水平。传统的机械滚齿机床主电机不仅驱动展成分度的传动链,还要驱动差动和进给传动链,复杂的传动链导致机械结构复杂、精度低、调整困难,无法适应现代加工的需求。数控滚齿机传动比关系通过数控技术的电子齿轮实现展成运动,由于传动链的缩短简化了结构,增强了刚性,可加大切削量。
1 滚齿机硬件构成
滚齿机的机械部分由床身、立柱、主轴、工作台、液压系统、冷却系统及润滑系统构成,有直线轴X、Y、Z及旋转轴A、C,图1为一个立式滚齿机结构图。滚齿是在毛坯旋转的情况下由推进齿条成型工具(滚刀)生成齿轮。齿轮面宽的形成由刀具与齿轮毛坯的连续同步运动完成,可生成不同的齿轮如直齿、螺旋齿或蜗型齿。滚齿机的CNC采用法国NUM 1040 POWER HG控制系统,系统提供的软件工具能满足滚齿机的加工工艺要求,电齿轮箱同步功能可实现滚刀轴、Y轴、Z轴与C轴的同步关系。
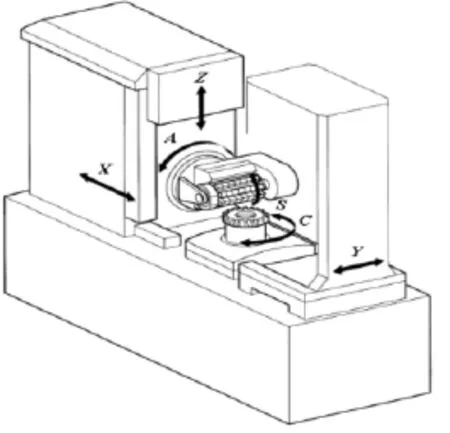
图1 滚齿机机械结构图
A轴:滚刀轴回转,刀头旋转以调整到合适的齿轮旋转角度。在滚齿时,必须保持滚刀刀齿的运动方向与被切齿轮的齿向一致。由于滚刀刀齿排列在一条螺旋线上,刀齿的方向与滚刀轴线并不垂直,所以必须把刀架旋转一个角度使之与齿轮的齿向协调。滚切直齿轮时,旋转的角度就是滚刀的螺旋升角;滚切斜齿轮时,还要根据斜齿轮的螺旋方向及螺旋角的大小来决定旋转角度的大小及旋转方向。
C轴:工作台回转,保证加工过程中工件的分度运动。其运动速度和滚刀的旋转速度需保持齿轮与滚刀的啮合关系。对于单线滚刀,当滚刀每转一转时,齿坯需转过一个齿的分度角,即1/z转(z为被加工齿轮的齿数)。
S轴:滚刀主轴绕其自身轴线的旋转运动。齿轮滚刀是一种专用刀具,每把滚刀可加工模数相同而齿数不等的各种直齿或斜齿渐开线外圆柱齿轮。
X轴:径向进给运动,径向进刀决定切深,一般为独立运动。
Y轴:切向进给运动。其移位是为满足对角线滚切和切向进给切制蜗轮的要求而设置,它要求工作台产生附加运动,并且在对角线滚切时与垂直进给运动成比例关系。
Z轴:轴向进给运动。在加工循环中通过齿轮刀具轴向移动,即滚刀沿工件轴线自上而下的垂直移动,这是保证切出整个齿宽所必须的运动[1]。
2 滚齿机的软件设计
NUM控制系统提供软件开发工具PLCTOOL、MMITOOL。PLCTOOL可方便编写PLC程序、零件加工程序、系统参数或进行高级语言C的编程,它是后台处理程序必不可少的工具。MMITOOL主要用于创建控制系统的人机界面,它可通过内部图形库或自定义的图形库进行链接,对系统进行二次开发,可根据用户要求编辑人机对话界面,使用户更容易操作。
2.1 人机界面
滚齿机属于专用机床,可根据用户具体工艺要求编写针对滚齿加工的中文界面,NUM控制系统的MMITOOL软件是基于VB控件基础上的工具软件,它可编辑与NUM系统进行通讯而获取各种变量的人性化界面,通过使用MMITOOL工具实现参数的输入和显示,并能直接将输入的加工参数放入指定的E参数,加工程序可在后台编制,对机床的编程和操作非常方便,操作者根据界面显示进行操作,非常直观简洁。图2为轴运动显示界面。

图2 运动显示界面
图3为滚齿加工参数设置界面。
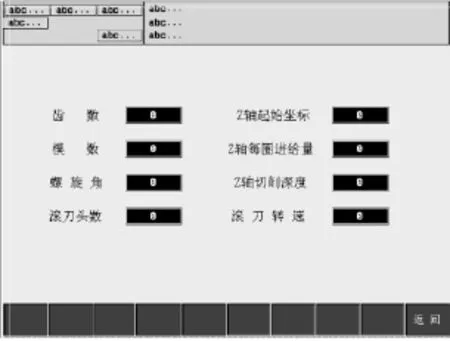
图3 滚齿加工参数设置
以参数“齿数”为例介绍制作方法,先在图形层建立输入框,并定义其为“齿数”;然后在变量层建立两个请求变量,分别用于输入和显示,两个中间变量,用于数据交换;再设置各个变量的属性,就可将操作者输入的“齿数”放入NUM系统的“E56001”中,并将输入的数值显示到中文界面里[2-3]。
2.2 滚齿机的同步关系
对于滚齿机,S、Y、Z三轴为主动轴,C轴为跟随轴。同步时,引导轴与跟随轴之间的耦合关系如式(1)

式中:E81951为滚铣刀头数;E81952为被加工齿轮齿数;E81953为坐标轴Y从动系数;E81954为坐标轴Z从动系数;E81955为同步比例系数;Dc为C轴位置,(°);Ds为滚刀轴位置,(°);Dy为 Y轴位置,mm;Dz为Z轴位置,mm。
加工不同齿轮时,需要不同的轴有同步关系,各坐标轴与C轴的啮合关系也不同。
2.2.1 滚刀轴与C轴同步
机床进行滚齿加工的关键在于实现滚刀和工件之间的展成分度关系,准确满足两者之间的数比关系,即滚刀转过一转,工件转过K/Zc转,如公式(2)所示[4]

式中:Nc为工件转速;Ns为滚刀轴转速;Zc为被加工工件齿数;K为滚刀头数。
对于NUM系统,C轴按照公式(3)关系跟随主轴旋转,式中的滚铣刀头数及齿轮齿数用NUM系统中有读写功能的外部E参数设置,E参数中的数据必须在零件加工程序中使用才能使人机界面中的输入数据有效。E参数可在零件加工程序中直接使用,也可将E参数赋值给L变量,然后在程序中与L变量一起进行编程,参与算术运算、函数运算、逻辑运算。

2.2.2 Y轴与C轴同步
Y轴用于对角线滚刀或带有一个锥形刀具的滚轮滚刀。C轴按公式(4)的关系跟随Y轴移动。
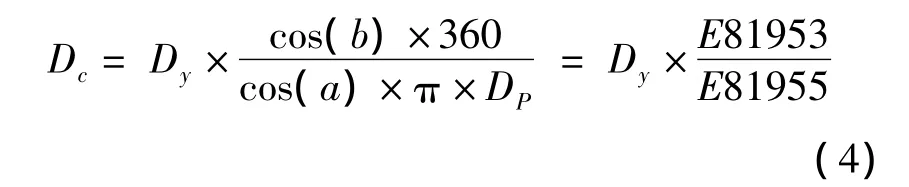
式中:a为齿轮螺旋角,(°);b为垂直于齿轮齿的刀具轴角,(°);DP为齿轮直径,mm。
2.2.3 Z轴与C轴同步
当要求加工斜齿齿轮时,C轴按公式(5)关系跟随Z轴移动。

2.3 滚齿机加工程序
电子齿轮箱的编程语法:G181-C轴与滚刀轴S及Z轴同步,G185-C轴与滚刀轴S及Y轴同步,G180-撤销同步。
以滚齿加工程序为例:

其中:G181轴向同步许可;


滚齿加工时操作者只需在滚齿参数界面设置各项参数,通过按钮同时运行滚齿同步及滚齿加工程序即可[5]。
3 结束语
采用NUM系统的电子齿轮箱功能,使滚齿机不需要改变机械结构就可以加工多种类型的齿轮,简化了机床的机械传动结构,提高了机床的加工精度及柔性。编制针对滚齿机床的专用界面及加工程序,输入所需的加工参数,即可进行零件加工,实现了操作者的零编程。
[1]宋鹍,张根宝,刘润爱,等.基于直接驱动技术的数控滚齿机同步运动控制研究[J].机床与液压,2006,(11):7-9.
[2]朱秀琳,文怀兴,孙波.数控磨齿机人机界面的开发[J].制造技术与机床,2004,(5):98-99.
[3]文怀兴,米华杰.基于NUM磨齿机数控系统的开发[J].制造技术与机床,2006,(4):101-103.
[4]王少江,候力,匡红.滚齿机控制系统的数字化研究[J].机床与液压,2009,37(7):42-44.
[5]周喜忠.数控机床的编程与操作[M].沈阳:东北大学出版社,2004.
