渐开线齿轮避免根切方法及最小齿数的求解
2018-09-25杨永飞
杨永飞
(中国重汽集团大同齿轮有限公司技术中心,大同 037305)
1 研究背景
齿轮传动作为机械传动的最基本形式,广泛应用于机械与仪表领域。齿轮常用的加工方法有滚齿和切齿。加工的原理为范成法和成形法。当采用范成法加工齿轮时,被加工的齿轮齿数少到一定数值时,齿轮将发生根切,本文将探讨如何避免根切,以达到实际工作中需要的少数齿轮加工。
2 范成法加工标准齿轮时不发生根切得最小齿数
根切指的是用范成法加工齿轮时,当被加工的齿轮少到一定数值后,齿轮根部的渐开线会被切去一部而产生所谓的根切现象,根切现象削弱齿根部的强度,还可能降低传动的重合度,影响齿轮传动的平稳性。因此,设计齿轮时应力求避免根切现象的产生,当采用范成法加工标准齿轮时,不发生根切得最小齿数。计算公式如下:
当齿顶高系数ha=1,压力角α=20°度时,最小齿数为17。所以,对于齿顶高系数ha=1,压力角α=20°的渐开线标准齿轮,为避免根切得最小齿数为17。
2.1 改变刀具的齿形参数以避免根切
从公式(1)可以看出,对于不同的齿顶高系数ha和齿形角α,其不根切得最小齿数也不同。对于不同的ha和α值时,加工标准齿轮不根切得最小齿数值如表1所示。
从计算结果可以看出,当齿顶高系数一定时,压力角越小,最小齿数越大。当齿形角一定时,齿顶高系数越小,最小齿数越小。
2.2 应用变位齿轮以避免根切
当要求齿轮的齿数比较少时,若为标准齿轮,刀具的齿顶线将超过极限啮合点N1,从而使齿轮产生根切。为避免根切,可将刀具后移出xm,从而使齿顶线不再超过极限啮合点N1,此时,加工出的齿轮为变位齿轮,其不产生根切得条件为具体如图1所示。

表1 加工标准齿轮不根切得最小齿数值
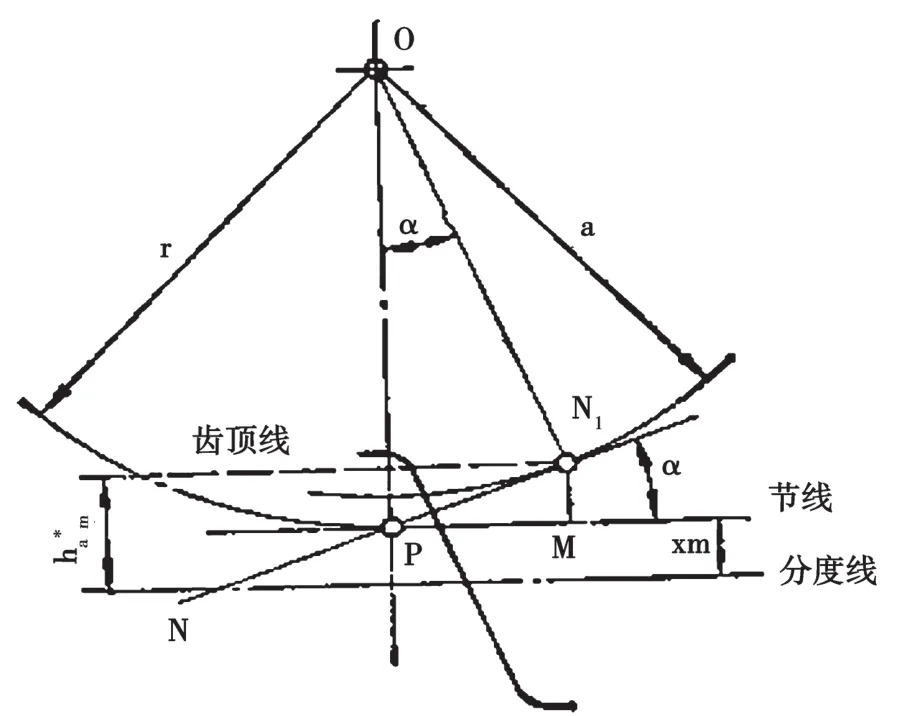
图1
对于不同的ha,压力角α最小齿数Z不同,因而,最小变位系数也就不同,详细数值如表1所示。
根据公式,对于α=20°,ha=1的齿轮,当齿数z<17时,为避免根切,必须采用正变位,但当齿数z>17时,允许有一定的负变位也不至于产生根切。
2.3 用插齿加工齿轮时最小齿数计算
计算假设齿轮的中心距为标准中心距,不变位。小齿轮齿数为z1,大齿轮齿数为z2,如图2所示,大齿轮齿廓的齿顶点与小齿轮齿廓接触点位B2,则B2为实际啮合线的起始点。要保证齿轮不发生根切,需要实际啮合线PB2小于等于理论啮合线起始点N1,与节点P的距离PN1。




表2 计算结果取(ha=1,α=20)

图2
从以上计算结果可以看出:最小齿数跟插齿刀齿数z1,齿形压力角α、齿顶高系数ha有关,与模数无关。从计算式可以看出,与大齿轮齿数z2有关的小齿轮的理论最小齿数z1。

表3 刀具齿数与被加最小齿数关系(ha=1)
从表2计算结果可以看出,正确选择大齿轮齿数z2,即可保证被加工的小齿轮齿数的齿廓不发生根切。从表3计算结果可以看出,大齿轮的齿数在一定范围内时,不根切的最小齿数值。
对于不同的齿顶高系数和压力角,用插齿加工出来的最小齿数也将不同,这儿将不在一一讨论。
3 结论
在加工齿轮时,采用不同的加工方法,齿形参数不同,不根切得最小齿数也将不同。对于齿条形刀具,加工不小于17的齿轮时,可以通过调整压力角,齿顶高系数及变位系数得到。对于插齿刀具,加工少齿数齿轮时,可以通过选择一定齿数的刀具实现。