隧道内拆解盾构机主轴承的要点作业
2011-08-28葛俊宇
陈 凡,葛俊宇
(1.中铁隧道股份有限公司,郑州 450003;2.中铁隧道集团,河南洛阳 471009)
0 引言
狮子洋隧道全长10.8 km,采用4台NFM公司出产的φ11.18 m泥水盾构两两相对掘进,狮子洋江心对接后在隧道内无拆卸工作井及扩挖段的状况下完成对2台盾构机的拆解,而盾构机主轴承是拆解过程中单件体积最大,质量最大的部件,且在此之前,并没有相关类似的拆卸施工经验。在现场苛刻的条件下顺利安全地完成主轴承的拆解,规避风险点,实际作业中对关键要点需要慎重考虑。
1 概述
需拆解的主轴承轮廓外径为5.21 m,厚1.51 m,总质量为120 t。原计划主轴承拆解是在不破坏盾构机结构的情况下,待处理完对接面积水后,将主轴承从盾构机前盾内外移后起吊翻平,主轴承拆解完成后再进行盾构机壳体的拆除。由于外部环境压力,在进行主轴承拆解时,盾构机中前体已经部分割除,盾构机前体上半部分只留下2层设计厚40 mm盾壳,材质为Q345,永久留在隧道内;中体留下设计厚40 mm,长3 800 mm,内径11 060 mm外盾壳,材质Q345,永久留在隧道内;盾尾钢板设计厚60 mm,内径11 020 mm,材质Q345,永久留在隧道内。盾构机盾壳结构强度较原预想有所降低。
2 对主轴承起吊、翻转作业的考虑分析
主轴承在隧道内进行拆解分起吊和翻转2个过程,由于环境受限,确定在前中体及盾尾内焊接吊耳,用手拉葫芦将主轴承起吊后进行翻转。
根据已有条件,对主轴吊点布置位置的结构稳定性、吊点焊接位置处局部应力、吊点焊接定位、各吊点受力状况进行考虑分析如下。
2.1 吊点分布与选择
选择3组起吊吊点,2个/组,分别布置在盾构机前体、中体、及盾尾内盾壳。中体、前体吊点用来起吊主轴承与前体下部基座分离;中体与盾尾吊点用来进行主轴承翻转。主轴承上的吊点为盾构机出厂设计吊点。
由于吊点都布置在盾壳上,主要考虑吊点受最大力时所处位置结构的整体稳定性。前体吊点紧挨着内盾壳有三角斜支撑处;中体吊点选择时候避开了中体外盾壳制造时候留下的四方起吊窗口,并对四方窗口补焊加强以保证吊点区域盾壳完整性,同时对中体与前体连接面进行焊接加强;盾尾吊点布置在60 mm厚环向加强筋处。这样3组吊点所处的结构稳定性都有了保证。
2.2 吊点处局部应力
中体40 mm厚壳体,内径11 060 mm条件下,吊耳与壳体连接处是否稳定是作业过程中最大的一个风险点。决这个问题考虑了2种方法:1)补强壳体厚度,可降低壳体局部应力;2)依靠前体上的裙板对中体吊耳位置处两边进行三角支撑加强,同时对中前体接逢处焊接20 mm角焊缝加强中前体的连接。由于工期紧迫性及操作难易,决定采用第2种方式来解决中体吊点处局部应力问题。
2.3 吊耳的定位与焊接
考虑到吊具连接的直线性,吊耳的定位沿重力方向,耳孔与隧道掘进方向成90°,盾体上吊点与主轴承上吊点在同一平面上,这样能减少一个作用在吊耳和壳体上的弯矩。
吊耳焊接时候采用以下措施以避免焊接缺陷及焊缝开裂:
1)吊耳材料选为Q345与盾构机壳体材料相同;
2)采用直流焊机进行焊接;焊条采用焊接后焊缝有一定韧性的J507低氢焊条;焊条使用前保温350~400°/h;
3)采用对称焊接,焊接前对焊接面进行100℃预热,每条焊缝完成后不容许急速降温,清理完焊渣后用铁锤敲击消散应力。
2.4 吊点受力均衡性
主轴承起吊和翻转作业都是通过多个吊点进行,如何确保吊点的受力均衡是起吊作业的重、难点。
考虑空间挂距不够及吊点间吊具偏移角度,放弃了采用2个吊点共用一根钢丝绳的方案,而且,采用2个吊点共用一根钢丝绳的话,中间还要增加一套非标准件的钢丝绳偏转机构以减小钢丝绳与卸扣之间摩擦力,同时会改变钢丝绳受力方向,这使本方案在实施中增加了一个风险点。
通过加大吊具的承载能力来解决四点吊装中因某个吊点受力不均的问题,吊具承载选择要求由40 t提高到50 t;同时,加载可考虑成一个操作手能感觉到的斜坡过程,安排有经验的操作手随时关注手拉葫芦链条的张紧程度及手拉链条的受力大小,以调整每个吊点的受力状况。
3 主轴承的起吊、翻转现场实际施作
2台盾构前后相距2个月成功完成了了主轴承的拆除工作,第1台盾构机主轴承拆除时完全依靠盾体内吊点将主轴承起吊并翻转,第2台盾构机主轴承拆除时候在第1台盾构机拆接的基础上又在主轴承边安装了滑轨支架,利用盾体内吊点依托滑轨旋转进行翻转。
图1所示为主轴承空翻,利用前体,中体上吊点将主轴承起吊,同时配合盾尾上吊点将主轴承翻转。图中箭头表示主轴承翻转时候手拉葫芦动作方向。
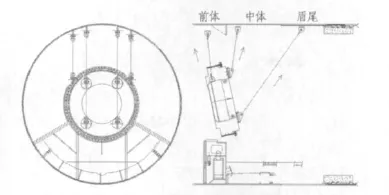
图1 第1台盾构机主轴承翻转示意图Fig.1 Turning of the main bearing of the first shield machine
图2为利用滑轨进行翻转,在主轴承边增加安装了支撑滑轨,主轴承上安装2个行走轮与滑轨支撑,通过盾体内吊点将主轴承以行走轮为中心进行旋转翻平。
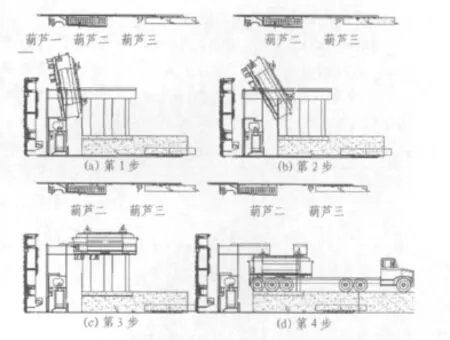
图2 第2台盾构机主轴承利用滑轨翻转示意图Fig.2 Turning by means of slide track of the second shield machine
相较第1台盾构机的拆解过程,第2台盾构机主轴承翻转作业中吊点处盾壳的结构保留的较好,同时主轴承翻转过程中有了支架依托,降低了主轴承在翻转过程中吊具及盾构机壳体负载,作业安全性提高。
4 相关计算与分析
主轴承拆解中使用的吊耳参考一些规范[1]进行设计,现场使用的吊耳及焊缝要求见图3。在主轴承拆解作业前依据《GB 50017—2003钢结构设计规范》[2]对吊耳进行了相关计算与分析,同时利用有限元软件[3]对进行了局部应力[4]分析。
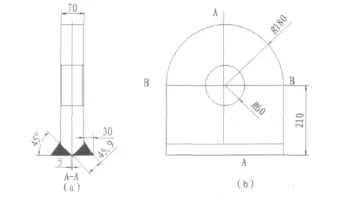
图3 吊耳示意图Fig.3 Lifting eye
4.1 吊耳剪切及拉应力校核
吊耳材料为Q345。
对危险截面A-A进行剪应力计算:τ=0.5FK/S1=48.13 MPa<[τ]。
对危险截面B-B进行拉应力计算:σ=FK/S2=48.13 MPa<[σ]。
K 取1.65,F 按50 t选取,[τ]取84.4 MPa[σ]取140.6 MPa。
4.2 吊耳孔与卸扣销应力分析
利用ANSYS软件,对吊耳与销接触分析,负载取50 t。分析结果见图4。可见吊耳孔承载面局部最高应力350 MPa出现在销孔的边缘,加工吊耳时对孔边缘进行了圆角处理,以消除局部集中应力。其他部分应力主要220~270 MPa,小于Q345屈服强度。
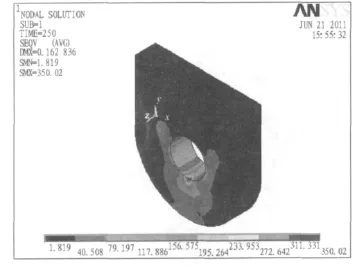
图4 受力分析图Fig.4 Stress analyzing
4.3 吊耳焊缝计算
焊条采用J507。
综合作用[(σf/β)2+]1/2=45.83 MPa < ffw。
4.4 吊耳基座分析
利用Ansys软件对中体处单个吊耳基础建立模型进行局部应力分析,负载取50 t,分析结果见图5,最大应力为106 MPa,位置在吊耳与壳体的间角处,应是尖锐点集中应力的表现,此处实际施工时候用焊缝包裹并焊接加强筋;吊耳70 mm边(窄边)中部与壳体连接处的应力为94~83 MPa,应为所求最大应力,盾壳壳体最大变形处也在此处,这也与WRC107号公报所描述的最大应力及形变位置相符合。从图5来看,中体壳体上吊耳周围的加固措施还是有效果的。
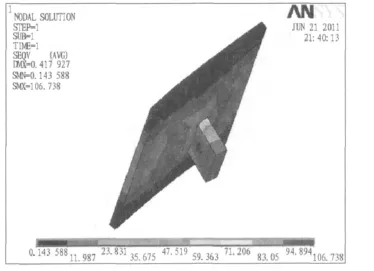
图5 受力分析图Fig.5 Stress analyzing
5 结论与讨论
主轴承拆卸是在破坏盾构机壳体的情况下完成的,对设备管理来说,主轴承的起吊过程变得不是太复杂,但是对盾体的后续维修费用很高。
在小空间对大、重部件进行吊装时候,尽量采用降低吊点载荷的措施,如采用辅助工装支撑,可以降低对起吊结构、吊具的要求,使作业安全性提高。
主轴承拆解过程设计的吊耳在实际作业使用效果正常,可为以后类似作业吊耳设计做参考。
广深港盾构机主轴承隧道内拆解没有先例可循,现场采用的机具也没有标准可参照,隧道内主轴承的拆解还有考虑不周及可以改进的地方。
[1] HGT 21574—2008化工设备吊耳及工程技术要求[S].北京:中国计划出版社.
[2] 中华人民共和国建设部.GB 50017—2003钢结构设计规范[S].北京:中国建筑工业出版社,2006.
[3] 曾攀.有限元分析基础教程[M].北京:清华大学,2008.
[4] Wichman K R,Hopper A G,Mershon J L.Local stresses in spherical and cylindrical shells due to external loadings[J].Welding Research Council Bulketion 107,1965.