浅谈螺旋齿轮接触区的检查和修正
2011-06-23任建平任春萍
任建平 ,任春萍
(1.台州科技职业技术学院 机电工程系,浙江 黄岩 318020;2.浙江丰立机电有限公司,浙江 黄岩 318020)
螺旋锥齿轮传动性能优良,承载能力大,是锥齿轮技术发展的主要方向。目前,国际上应用最广的螺旋锥齿轮,是德国的克林根贝格(klingelnberg)齿制和美国的格里森(Gleason)齿制两大锥齿轮技术为主。
螺旋齿轮的优点是:
(1)传动平稳,噪音小,承载能力大;
(2)增大接触比,也就是增加了重迭系数,减轻了冲击,使传动稳,降低了噪音;
(3)负荷比压降低,磨损较均匀,相应增大了齿轮的负载能力,使用寿命长;
(4)可以实行大的传动比,小轮的齿数可以少至5齿。
(5)可以进行齿面的研磨,以降低噪音,改善接触区和提高齿面光洁度,如进行磨齿精度可达到5级,而且还可以实现硬齿面刮削加工。
齿轮在设计与制造中,齿面的接触区是一个非常重要的参数,这是因为圆锥齿轮的接触区和噪音及振动一样,不仅反映单个齿轮的精度,而且是反映齿轮箱体的精度、装配调整的好坏、齿轮装置整体的刚度及安装好坏的综合指标,是全面衡量使用状态下齿轮装置质量的依据。
为了控制齿面接触区,公司在实际生产中总结了经验,即采用反修正的方法:即受力后工作面(大轮凸面)接触区将移向齿中心及齿顶,故成品的接触区应位于齿中间偏向大端,高度上则偏向齿根,反车面应偏于齿顶及大端,而切齿时接触区位置及大小,则应根据工件热处理变形规律确定。我们在滚动检查机上测试接触区的变化规律,然后根据这一规律和反修正法一起来调试修改接触区,使之成为最后合格的产品。
1 接触区在滚动检查机上的规律
接触区的位置、大小、形状,可在滚动检查机上检查,改变弧齿锥齿轮的安装位置,可得到不同接触情况,生产实际中我们通过多次调整和检查,观察、总结其变化规律。再根据所得的变化规律来调试改变机床加工工艺参数。具体操作如下:
首先利用量块把检查机调整至理论安装距离,安装并固定待检验的齿轮副。而两轴箱则根据刻度盘或刻度尺及游尺恢复到调整好时所确定的位置。由于在切齿调整中,观察大轮齿侧面接触情况较为方便和清楚,而以调整小轮接触区生产效率较高,所以我们生产检查在滚动检查机上,以观察大轮接触区为主,但以小轮接触区的变化规律作为机床调整依据。因此在小齿齿轮上涂一层薄的红丹,两齿啮合运转就可以容易地确认接触区。然后开动机床,使机床在这一方向上滚动30 s,又在反方向上滚动30 s。根据滚动时所得到的接触点,来判断齿轮的接触区的位置。通过这种检查的方法,我们现在列出改变检查机上两主轴相对位置时,左旋小轮接触区变化规律,如表1所示。
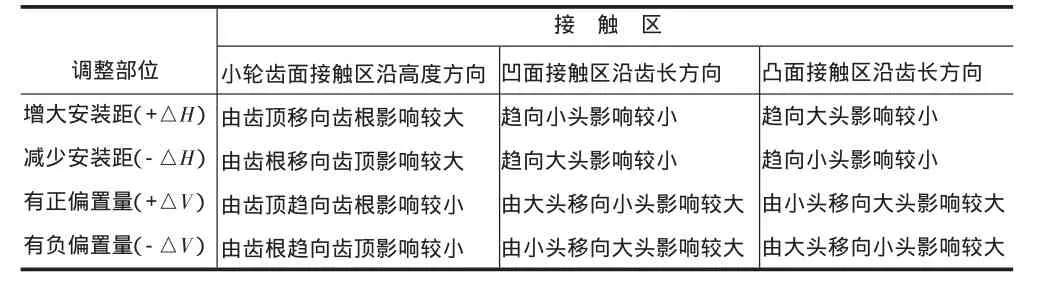
表1 两主轴相对位置时左旋小轮接触区变化规律
2 接触区的修正
在生产实际中,当新产品开发、或由于刀盘打断重新换刀、或由于上下接班不同的操作者等,都会导致接触区有所偏置,为了把接触区调整到想要的位置,在生产实践中总结了以下方法,供大家一起商榷。
2.1 齿长方向接触区位置的修正
由螺旋角的定义可知,齿长方向的斜率与齿面螺旋角密切相关,接触区位置是由齿线方向的斜率决定的,这是螺旋锥齿轮接触区修正中少数几个明显关系。因此接触区在齿长方向的位置变化(偏向大端或小端)是由螺旋角的误差造成的,修正时一般用改变径向刀位的办法来改变齿轮的螺旋角,同时应该检查水平及垂直轮位数值与方向、铣刀盘直径等因素变化情况,以达到修正的目的。
因此在调节时,若需要增大螺旋角时,则径向刀位减小;反之,若需要减小螺旋角时,则应增大径向刀位。如表2所示,可根据经验进行,一般加工等高齿时刀位变化量在0.1~0.6mm左右,当改变较大时,应根据滚动检查机上确定的荦V值,通过计算得出。改变时一定要先弄清楚机床的正反方向。
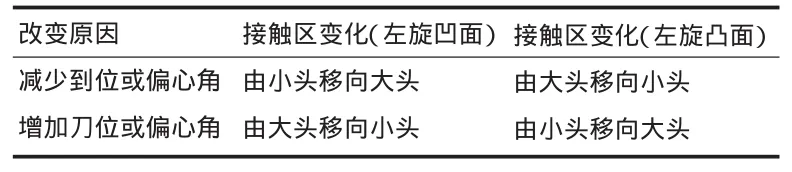
表2 改变各因素接触区的变化
2.2 齿高方向接触区位置的修正
齿高方向接触区位置,由齿廓在齿高方向的斜率决定,齿高方向的斜率取决于齿形的压力角,接触区偏向齿根或者齿顶,是由压力角误差造成的,接触区齿高方向的位置修正,就是对压力角进行修正。一般情况下,均与螺旋角误差同时出现,修正方法有以下2种:
(1)当压力角修正量较小时,可用改变摇台中心位置的方法来修正,若接触区位置偏向齿顶时即齿顶接触,可减小摇台中心位置和增加床位;若接触区位置偏向齿根即齿根接触,可增加摇台中心位置和减小床位。
(2)当压力角修正量较大时,可用改变传动比的方法来修正,当修正小轮的齿顶接触时应增加机床滚比;修正小轮的齿根接触时应减小机床滚比,均可修正压力角误差2°~3°。
2.3 对角接触的修正
对角接触产生的主要原因,是由于切齿时采用了平顶齿轮加工原理,以及齿长上各点螺旋角不等,压力角也不相等所致。凸面上大端压力角小,小端压力角大,凹面则相反,从而造成凸面上接触区由小端齿根走向大端齿顶的趋势,凹面上则相反,即所谓出现的“内对角”现象。
此外,由于刀盘名义直径选择不当或调整数据紊乱,也会产生对角接触。当对角接触不严重时,可不必修正,经一段时间跑合后,可自行消除修正。当需要修正时,常用“滚比——水平轮位”法,同时相应改变床位,以保证切深不变;相应改变刀位,以保证接触区在沿齿长的合理位置上。如表3所示,此外,还可改变附加滚切方式以及垂直轮位(即准双曲线位移)修正对角接触。
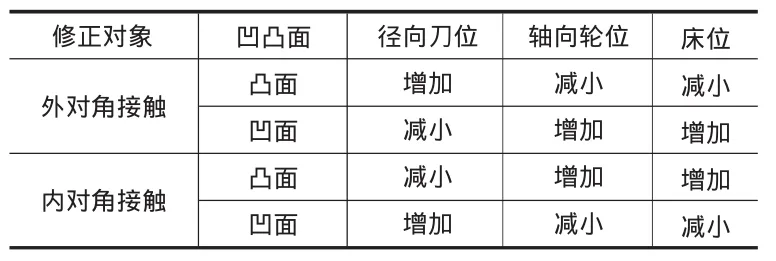
表3 对角接触区的修正
2.4 接触区宽度的调整
常用改变垂直轮位来实现。调整垂直轮位对齿面接触区宽度的影响,从而对齿轮的曲率有影响,情况如表4所示。
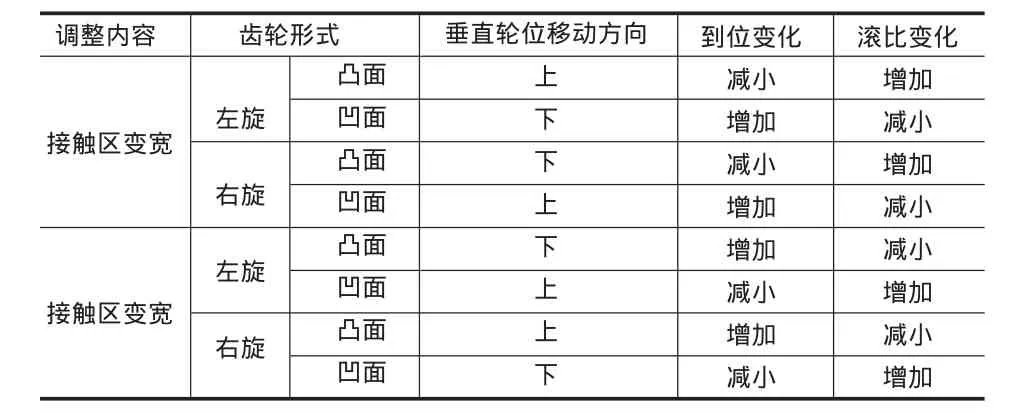
表4 调整垂直轮位对齿面宽度的影响变化
3 结束语
以上介绍的齿轮接触区的调整方法,应根据实际情况具体分析。而一般情况下,当接触区发生偏离时的调整,均为综合调整,就是同时调整几个参数,这就要求我们更好的在实际中摸索经验,好好总结归纳。接触区是齿轮的重要参数,我们务必要总结好经验调整好机床,增长成品率,提高公司效益。
[1]恪 良,仇天任,蔡志侯.齿轮工工艺学[M].北京:科学普及出版社,1985.
[2]王铭堂.新编齿轮传动(2006版)[M].北京:中国知识出版社,2006.
[3]上海第一机电工业局.齿轮工工艺学 [M].北京:机械工业出版社,1985.
[4]齿轮手册编委.齿轮手册(上册)[K].北京:机械工业出版社,2000.