浅谈热卷箱辊道的修复
2011-05-08东占萃刘文斌王志强朱铁成何俊丽马旭
东占萃刘文斌王志强朱铁成何俊丽马旭
(首钢迁钢公司 热轧分厂,河北 迁安 064404;首钢燕郊机械有限责任公司,河北 燕郊101601)
一、概述
热卷箱的主要作用是将热轧中间坯进行无芯卷取和开卷后送入精轧机组进行轧制。其优点是可以减小中间坯温降,提高中间带坯温度的均匀性。热卷箱上共计17根辊子。如图1所示。
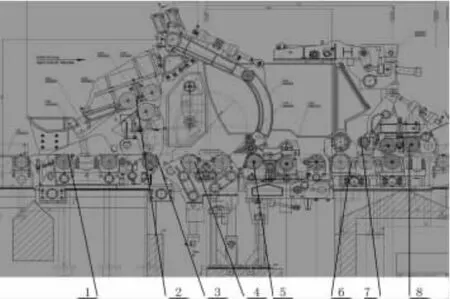
图1:热卷箱组成
热卷箱的辊子承担着对中间坯运输、卷取、开卷的功能。辊子结构形式基本相同,为内冷辊道且配有外冷水。辊子的使用寿命和表面质量对提高板带钢产品质量和改善中间坯卷形有直接影响。由于辊道各种形式的失效,每年都要更换一定数量的辊道。
二、辊道的失效
1)表面裂纹
这种失效属于典型的热疲劳失效,热卷箱卷取中间坯的温度都在1000度左右,高温的带钢和辊道接触,使辊道本体的表面温度高达到100多度。热卷箱辊道在非周期性的温度极具变化条件下工作,很容易由于表面热疲劳而产生裂纹,这种失效形式在弯曲辊、卷取辊、夹送辊上较为突出。下图是下机辊道上典型的热疲劳裂纹。
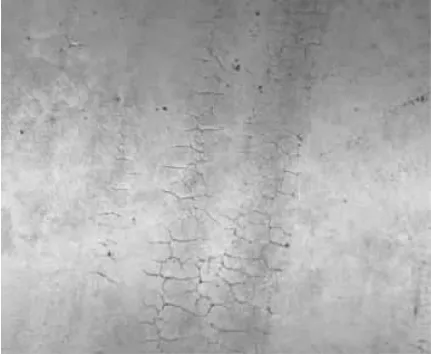
图2 典型热疲劳产生的裂纹
2)表面磨损:由于辊道表面和带钢产生摩擦造成磨损,表现为辊子直径的减小,辊身上出现阶梯性的直径变化。表面磨损的根本原因是辊面速度和轧件之间很难保持绝对的速度相等。辊子直径的减小对于热卷箱的使用有着直接的影响,直径的减小会对对辊面的线速度和辊缝产生影响。尤其在弯曲辊上表现的最为明显,对卷形的控制有一定的影响。
3)表面粘钢:由于带钢的头部对辊子的猛烈冲击,或者温度相对较低的带钢边部和辊子产生巨大接触压力,使带钢与辊子的接触点产生瞬时高温高压而产生焊合。这样带钢局部发生塑性变形,并与辊子表面粘附,而辊子处于旋转状态,带钢与辊子的接触点在切应力作用下,小部分带钢材料被撕裂,并粘附在辊子表面,这样就形成了所谓的"粘钢"。粘钢在弯曲辊和夹送辊上表现最为突出。
三、热卷箱辊道的修复
热卷箱的工作条件决定了热卷箱辊子必须具备以下性能:1)具有较高的抗冲击能力,要求辊子要有一定的韧性和足够的刚度。2)具有较好的抗热疲劳性,能在周期和非周期性温度变化下工作;3)辊面要有合适的硬度和耐磨性,并在工作中不能出现粘钢。
因此热卷箱辊子的修复是以耐冲击性、抗热疲劳性和耐磨性作为目标。其辊子设计材质为DIN 34CrNiMo6+QT,对应的国内牌号是34CrNi2Mo2,辊身调质处理,其表面硬度为HRC30左右,具有良好抗冲击性,但是由于辊面硬度偏低,造成辊面磨损速度较快。以热卷箱弯曲辊为例。其功能是完成中间坯的弯曲成型。带钢头部在成型过程中对弯曲辊的冲击很大,过钢量为50万吨时,辊子磨损达到4mm左右,接近辊子下机标准。根据这个工况,比较理想的辊面堆焊层应该是高碳马氏体不锈钢。最好是组织中还均匀分布一定量的细小碳化物,如WC,TiC等,起到提高轧辊红硬性及耐磨性的作用。根据这个需求,一般选用焊丝为:为Cr13系列或CrMoW系列。通过对比发现含Cr不易过高,其含量量超过了15%,辊子就容易产生粘钢。一般保持在13%以下为好。在反复试验后我们最终确定了辊子的堆焊材质和工艺。目前热卷箱辊道修复选用的焊丝牌号:BGMZ,化学成分如下表:

?
热卷箱辊道的修复工艺路线如下:辊子粗加工和超声波探伤检查--辊子预热和堆焊--焊后热处理和精加工--堆焊金属表面硬度和探伤检验--辊子装配和检验;
1、粗车和检验
(1)去除疲劳层。(2)对整个辊身进行超声波无损探伤检测。如无裂纹等缺陷,则转堆焊工序;如有裂纹等缺陷,则继续车至无缺陷,然后转焊;如裂纹深度超标,进行报废处理。
2、焊前准备和辊子预热
(1)对选用的堆焊材料(焊丝和焊剂)在350℃下烘焙2-3h。选用的药芯焊丝可使堆焊层硬度达到HRC48-51
(2)预热前,在辊身的两端装上挡环。挡环为焊接式(一次性),用薄钢板(厚度≥6mm)制成,并环向对接点焊在辊身两端
(3)预热温度为320℃。在箱式电阻炉中以80℃/h升温至240℃,再以40℃/h升温至320℃,保温10h。
3、保温堆焊
⑴采用埋弧自动堆焊机堆焊,进行双机头单丝圆周方向连续螺旋自动埋弧堆焊
⑵选用的堆焊材料马氏体转变温度点为200℃,采用现有方法堆焊可以保证层间温度不低于该温度。
⑶焊接电流:450-500 A;焊接电压:30-32V;焊道搭接:相邻焊道搭接50-60%,具体焊道搭接量应视焊道平整光滑情况而调整;焊弧导前距离35-38mm,具体导前距离视焊道成形情况调整;焊丝伸出长度:30-35mm;焊道层间温度:可低于预热温度,但最低不超过10℃-40℃。
⑷首先,在辊身的两端,即始焊部位和终焊部位,均应先沿圆周方向堆焊一周(即在不移动堆焊机头的情况下堆焊一周),然后再进行螺旋线堆焊。同时要求堆焊时应使各堆焊层间的焊道位置相互错开1/2焊道宽度。焊前保证辊身清洁。
⑸连续施焊,中途不允许停止。中间停焊时,不能保证轧辊层间温度时,应尽快进炉按预热温度要求保温。堆焊完成后转热处理。
4、最终热处理
⑴轧辊堆焊完毕后,在不低于200℃的情况下,应使轧辊在专用堆焊设备上(同时旋转),保持1-2h.
⑵之后,入炉,使轧辊缓冷至150℃左右,保持4h
⑶以60℃/h升温至510℃;然后以10℃/h的升温速度升至回火温度530℃,保温14h。缓冷至50℃,出炉空冷至室温。
5、焊后加工和检查
热处理后,经过车削和磨削使辊子达到到图纸尺寸,并进行硬度检查。均满足要求后转入装配。经过上述修复的辊道,堆焊层的显微组织为:板条状马氏体上弥散分布着碳化物硬质相。
四、使用效果
通过修复,辊道的性能完全能满足热卷箱的工况。其辊面质量能满足热轧带钢中间坯质量要求。并且大幅度降低了辊耗,修复后的辊子表面硬度达到HRC45左右,一次上机过钢量达到150万吨以上,换辊周期大幅度延长,比新制的锻件调质辊使用寿命提高了1倍以上。
[1]孙波等.连铸机辊子材料及表面堆焊,一重技术2002年第1期:33-34.
[2]赵庆华等.热轧助卷辊的粘钢与对策.宝钢技术,2004年第四期4-6.
