WK-4型挖掘机履带支架的焊接修复
2011-04-13张郁琦
张郁琦,申 林
通钢集团板石矿业公司,吉林 白山 134300
WK-4型矿用挖掘机是通钢集团板石矿业公司露天矿的主体生产设备,履带支架是挖掘机行走机构的关键部件。它是用来把从底座接受来的载荷传给支撑轮,是刚性多支点的履带行走装置,履带架是闭式的,其截面是箱型结构,驱动轮、导向轮和支撑轮以悬臂方式装在履带架上。但由于驱动轮、导向轮和支撑轮是以悬臂方式装设的,所以履带架受到附加扭矩也大。由于挖掘机在行走的过程中受到地面条件及环境因素的影响,本身既要承受挖掘机的重力还要承受挖掘机上、下坡、转弯和路面不平整而产生的不规则的脉动负载,导致履带支架从结构强度最薄弱的最终减速主动轴轴孔处发生断裂,严重影响设备的正常运行(见图1)。断裂后履带支架常作报废处理,如果更换新的履带支架,厂家也无现货备件,要制造加工需30天左右,严重影响露天矿的生产,因此采用现场不拆卸履带支架直接对断裂部位进行焊接修复。
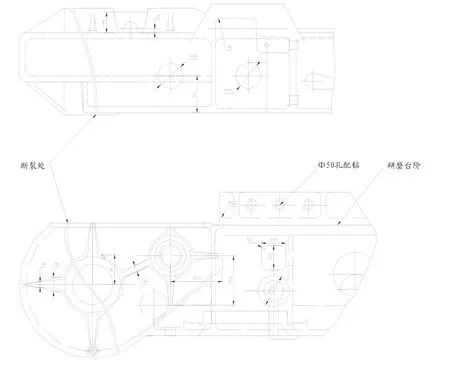
图1
1 断裂产生的原因分析
1)由于冬季温度较低,各零件内部结构发生物理变化,挖掘机行走时特别在上下坡或扭铲的时候,单侧的履带支架受力较大,履带支架内最终减速齿轮所受的负荷也最大,稍有操作不当的时候极易发生减速齿轮折断,有时断齿掉下来挤在大小齿轮之间,如果发现不及时断齿将把履带支架挤断。这是造成履带支架断裂的原因之一;
2)履带支架的材质是ZG35工件较大,铸造时在该处容易产生气孔或夹渣,是造成履带支架断裂的原因之一;
3)在操作过程中有时由于挖掘机两个履带支架与地面三脚接触,特别是在挖货或者回转的过程中单侧的履带支架局部受力较大导致履带支架断裂,这也是原因之一。
2 焊接修复工艺
1)由于ZG35的含碳量为0.4%,焊接淬硬倾向性较大,容易产生裂纹,所以焊接时需要预热,预热的温度控制在100℃~150℃,此时焊接焊缝具有良好的抗裂性能,焊接完后必须对焊缝保温使其缓慢冷却;
2)按着等强度原则选择焊条,为了减少焊接时的冷裂倾向,选用E5015(结507)碱性低氢型焊条;
3)为了减少焊接应力和变形,焊接时严格控制焊接工艺,由于主要焊缝是立焊,焊件较厚,焊接时采用小电流、大焊速,结507焊条多层焊的焊接方法,每层焊道厚度不大于2mm~3mm,以防止有夹渣和气孔现象。由于多层焊的前一条焊道对后一条焊道起预热作用,后一条焊道对前一条焊道起热处理作用,使铸态的焊缝组织细化,柱态组织趋向于变成等轴状,使焊缝的抗拉强度和抗冲击性能提高;
4)由于履带支架是箱体结构,所以采用两侧同时施焊的对称焊工艺,使两侧变形互相抵消;
5)焊后进行锤击,延展焊缝金属,降低塑性变形区金属的拉应力,减小变形,重点锤击第二遍及以后的各层焊缝;
6)为加强焊接部位的强度,对焊接平缝以后部位外加δ=20mm钢板被板,焊接时用千斤顶支顶配合,以保证焊接时间隙最小,使作用在焊缝上的力由补板向其他方向分解,减小由于最终减速的大小齿轮啮合时产生的径向力对焊缝的作用,以达到强度要求。
3 焊前准备
1)将结507碱性低氢性焊条在100℃~150℃下烘烤1h~3h;
2)将断裂的履带支架最终减速箱全面清洗除去油污,重点把断裂处清洗干净;
3)把履带支架断裂端面毛刺处理掉,变形部位复位。将主动轴轴套装入轴孔进行定位,用千斤顶支定配合保证两个大小齿轮轴轴孔间的中心距,以防止焊接时发生焊接形变;
4)在断裂接缝处两侧开深度为18mm、宽22mm的V型坡口,坡口开好后清除杂质;
5)用木炭或氧气-乙炔火焰对断裂两侧300mm范围内预热150℃ ~200℃。
4 焊接过程
1)预热温度到150℃~200℃时,打底焊,焊接电流为150A。并清除熔渣;
2)焊接过程中,每层焊道焊完后,快速清理熔渣,仔细查看气孔、夹渣等缺陷,若有缺陷则重新施焊;
3)焊接时,除盖面层外,其它焊层均需锤击。锤击的顺序是先锤击焊层中部,然后锤击焊层的两侧,盖面层焊缝要求与坡口两侧同高,焊缝平缝后加备板(见图2);
4)整体焊接完后将焊缝加热至300℃,最后用石灰保温2小时,以消除焊接部位的残余内应力。
5 改造后在运转中注意事项
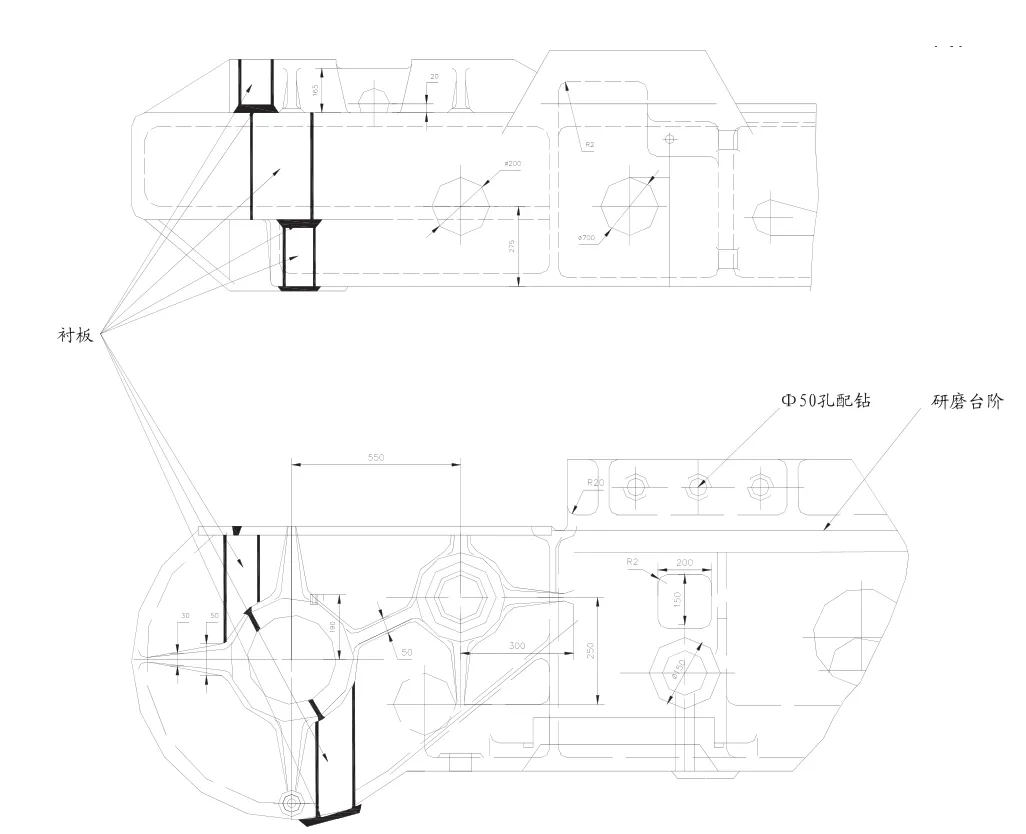
图2
1)操作人员应根据采场具体条件,结合作业计划进行合理采掘;
2)严禁挖底根,禁止超负荷运转;
3)开始工作前,必须闸住行走履带,使机构站稳,严禁三角着地,更不能单轴吃力,挖货时不得同时回转;
4)长距离移动电铲时,必须扫平路基,并有专人在车下监护和指挥,开动前负责清除履带滚道内的障碍物,行走爬坡时间不得超过45min。上坡行走时,主动轮应该在后面,下坡行走时主动轮应在前面,铲斗应在下坡方向,放在正前侧地平面上,行走时机体不得旋转,行走抱闸及拨叉必须灵活可靠;
5)在扭车时地面要平,严禁由下坡方向向上坡方向扭车,一次扭车量不准超过30°角。
6 结论
修复后经过对整个焊缝的外部进行检查,没有发现裂纹,使用至今一切正常,修复的效果十分理想,不仅降低了成本,也保证了生产任务的顺利完成。
[1]矿山机械.忻尚正主编.冶金工业出版社,1980,12.
[2]机械设计手册.机械设计手册编委会.机械工业出版社,2004,8.
