UASB+AF反应器处理高浓度PTA废水工艺优化探析
2011-04-05赵晓进胡东海
赵晓进,胡东海
(1.南京大学环境学院,江苏 南京 210093;2.中国石化仪征化纤股份有限公司BDO事业部,江苏 仪征 211900;3.上海大学环境与化学工程学院,上海 200444)
设备改造
UASB+AF反应器处理高浓度PTA废水工艺优化探析
赵晓进1,2,胡东海3
(1.南京大学环境学院,江苏 南京 210093;2.中国石化仪征化纤股份有限公司BDO事业部,江苏 仪征 211900;3.上海大学环境与化学工程学院,上海 200444)
厌氧处理污水是利用厌氧微生物的代谢特征,在无须提供外源能量的条件下,以被还原有机物作为受氢体,产生具有能源价值的甲烷。它具有水解能力强、容积负荷高、去除率高、节约能源、产泥量低等特点,是现代废水处理先进的工艺之一。以厌氧UASB+AF反应器理论为依据,运用实验的方法,并结合实际操作管理论述了如何维持UASB+AF反应器高效、稳定运行,以实际数据阐明UASB+AF反应器达到较高去除率时,各项工艺指标的最佳范围及注意事项。
UASB+AF反应器 PTA 污水 厌氧
1 PTA污水介绍
PTA(精对苯二甲酸)是生产聚酯纤维(涤纶)、聚酯瓶片和聚酯薄膜的重要的大宗有机原料之一,广泛用于与化学纤维、轻工、电子、建筑等国民经济有关的各个方面。PTA生产污水中主要含有醋酸、对苯二甲酸、PT酸、间苯二甲酸、邻苯二甲酸、偏苯三酸和4-CBA等,pH约为3左右,CODcr为8 330 mg/L左右。PTA装置在生产过程中的排水存在水质水量变化大、污染物浓度高、含固量大、冲击性大等特征,因此属于较难处理的有机工业废水[1]。
2 仪化公司PTA污水处理工艺简介
仪化公司PTA生产中心污水预处理能力约为4 420 t/天,进水CODcr 8 330 mg/L、pH值≥2.8。处理后出水CODcr为800 mg/L以下,pH值6~9。然后送入该公司水务中心进一步生化处理,达标后排入长江。
PTA装置的污水特点是高CODcr、高悬浮固体、高酸度。PTA装置排来的污水首先经过絮凝装置、酸析池初步沉降,再加碱加营养盐后进入调节池调节酸碱度等水质指标。生物处理目的是消除可以分解或可氧化的有机溶物或部分悬浮物,从而大幅降低COD值。具体工艺流程详见图1。
3 UASB+AF反应器简介
展出的一种新型的厌氧反应器,与UASB反应器相比,不但具备UASB反应器运行操作简单、适应高浓度COD废水处理和能高负荷运行的优点,而且具备了AF反应器不易流失污泥和耐负荷冲击的优点。这种反应器形成颗粒污泥和高活性生物膜后,能处理高浓度难降解的有机废水,而且运行稳定。
3.1 UASB+AF反应器结构[2]
UASB+AF反应器主要由5个部分组成:进水和配水系统、反应器池体、三相分离器、填料部分和沼气收集系统。污水由进配水系统呈脉冲状均匀分配到整个池底,与池底的悬浮污泥层和填料层充分混合接触。污泥中的微生物分解有机物,同时产生沼气气泡逐渐带动污泥上升到三相分离器进行三相分离。沼气由气室排出,水由排出系统进入好氧池。UASB+AF反应器的特点是生物量多,容积负荷高,设备简单,运行方便,造价相对较低,便于管理。UASB+AF反应器装置截面结构如图2所示。
3.2 UASB+AF反应器处理污水机理
污水经脉冲发生器呈脉冲状均匀地分配到UASB+AF反应器底部的配水系统,然后由反应器的底部向上流动,与悬浮污泥和填料上的挂膜(生物膜)充分接触,厌氧反应就发生在接触过程中。污水与悬浮污泥及填料上的生物膜接触,厌氧生物在厌氧状态下将有机物水解、酸化和分解,产生沼气(主要是CH4和CO2)引起了内部循环,这对颗粒污
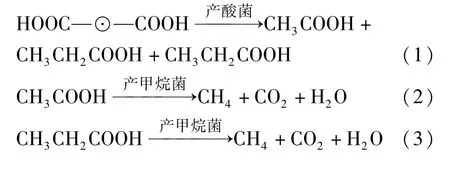
仪化PTA生产中心污水预处理厌氧采用的是UASB+AF反应器,这是在UASB反应器基础上发泥和生物膜的形成十分有利。污水中的有机物被厌氧微生物降解,一部分转化为沼气,一部分转化为微生物机体。附着气体的污泥向反应器的顶部上升,大部分污泥被填料吸附,未被填料吸附到的污泥则继续上升,直到碰击反应器顶部的三相分离器壁板,引起气体与污泥絮体分离——脱气。释放气体的污泥将沉入反应器内继续与污水接触进入下一个反应阶段,同时气体在三相分离器内聚集到一定压力后,通过水封进入沼气柜。PTA污水在UASB+AF反应器中,经过与厌氧微生物接触,大部分TA等有机物得以降解,大部分有机物分解为CH4、CO2和水,见式(1)~式(3)。

图1 PTA废水预处理工艺流程
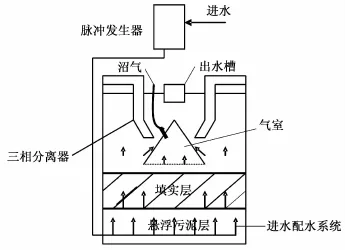
图2 UASB+AF反应器截面结构
4 实 验
4.1 pH值、VFA与ALK对COD处理效率的影响[3]
pH值是厌氧消化中的重要控制因素。酸性腐化细菌对pH值的适应范围较广,一般在4.5~8.0都能维持较高的活性。而甲烷菌对pH值较为敏感,适应范围较窄,甲烷菌的适宜pH值为6.6~7.8,最佳pH值在6.8~7.2。pH值下降到5以下,对甲烷菌有毒害作用。如果有一段时间pH值很低,甲烷菌会大量死亡,即使pH值恢复到中性,厌氧消化的效率也不易恢复。而高pH值时,只要恢复到中性,甲烷消化的效率就能很快恢复。
优化运行实验是通过调整厌氧池进水pH值,考察COD去除率的变化。实验采用投加液碱的方法,将UASB+AF反应器进水pH值控制在6.0~7.8。为获得比较稳定的运行数据,实验在气温变化较小的4~5月进行,并将氨氮指标控制在稳定范围内。pH值调整实验分为3个阶段进行,第1个20天将pH值控制在6.0~6.6,第2个20天控制在6.6~7.2,第3个20天控制在7.2~7.8,共60天。由实验数据整理得到的pH值对厌氧去除率的影响关系见图3、表1。
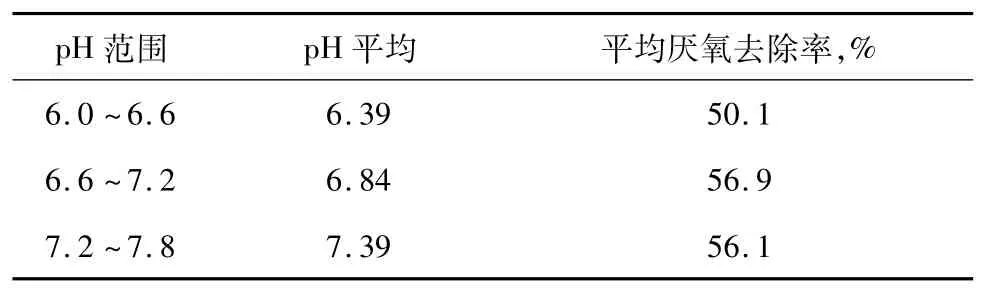
表1 pH与厌氧池去除率影响数据

图3 pH对UASB+AF反应器去除率的影响趋势
实测数据表明,UASB+AF反应器进水在pH值6.6~7.2内时可达到较高的去除率,说明产甲烷菌在此pH范围内最适宜生长且消化能力最强,实验范围内的pH变化对COD去除率的影响不是很明显。由于厌氧生物处理过程中有重碳酸盐(HCO-3)与H2CO3生成,厌氧池中HCO-3与CO2浓度都很高,具有较大的缓冲能力。根据实验结果,人工调节pH时可以适当扩大范围到6.0~7.8,以增强操作的可行性。
4.2 温度的影响
甲烷菌对温度的适应性较弱,适应范围可分为中温(30~35℃)及高温(50~60℃)两类。高温消化比中温消化所需时间短,产气速率高。但高温消化温度控制难度大,加热污水、污泥所消耗热量大,消化反应构筑物及管道的保温费用也高,故一般采用中温消化处理。厌氧过程比好氧过程对温度变化尤其是低温更加敏感。主要是由于甲烷菌比酸性腐化细菌对温度更加敏感。低温时挥发酸浓度增加,就是因为酸性腐化细菌的代谢速度受温度的影响比甲烷菌受到的影响小。低温时挥发性有机酸的浓度迅速增加可能会使挥发性有机酸在系统中累积,最终超出系统的缓冲能力,导致pH值急剧下降,从而严重影响厌氧系统的正常运行,这也是冬季运行厌氧去除率较低的原因之一。温度提高,有机物的去除率和产气量都会增加,但甲烷菌对温度的适应范围较小,超出其适应范围后,消化速度同样会减退。同时,温度的急剧变化和上下波动不利于厌氧系统的正常运行,当短时间内温度升降超过5℃,沼气产量会明显下降,甚至停止产气。因此,厌氧生物处理系统在运行时的温度变化幅度一般不宜超过2~3℃。
PTA生产装置的排水温度在80~90℃,夏季气温高,污水水温也相对较高,厌氧进水达到40℃左右,研究工作验证了温度对厌氧处理效率的影响。启用冷却塔降低废水温度后比较两种温度下厌氧池的去除率,结果见表2。表中数据表明当开启冷却塔后,UASB+AF反应器水温由40℃降到36℃左右,COD去除率有所上升。因此,作为优化运行的调整措施,必要时可通过调节水温来提高厌氧处理的效率。

表2 不同温度下UASB+AF反应器去除率数据
4.3 氨氮对COD处理效率的影响[4]
厌氧微生物的生长繁殖需要摄取一定比例的C、N、P及其它微量元素,但由于厌氧微生物对碳素养分的利用率比好氧微生物低,一般认为,厌氧生物处理中碳氮磷的比值控制在COD∶N∶P=(200~300)∶5∶1即可。在厌氧处理时提供氮源,除了满足合成菌体所需之外,还有利于提高系统的缓冲能力。如果氮源不足,即碳氮比太高,不仅会导致厌氧菌增殖缓慢,而且消化液的缓冲能力降低,会引起pH值下降。相反,如果氮源过剩,碳氮比太低、氮不能被充分利用,将导致系统中氨的累积,引起pH值上升,如果上升到8以上,就会抑止甲烷菌的生长繁殖,使消化效率降低。
PTA废水中氨氮浓度较低,厌氧处理中所需的氮源由外部提供,实际操作过程是采用投加氨水的方法控制厌氧池进水的氨氮指标。根据理论值,C∶N应为40∶1左右,为确定厌氧处理中氨氮浓度对COD去除效率的影响,实验中采用逐步减少氨水投加量的方法来降低氨氮浓度,考察不同氨氮浓度时厌氧处理过程的COD去除率,每一阶段固定氨氮浓度稳定运行10天左右,通过试验确定该系统最适宜的氨氮指标及氨水投加量。氨氮浓度与厌氧处理过程中COD去除率的实验结果见表3及图4。

表3 进水氨氮对厌氧COD去除率的关系

图4 氨氮对厌氧COD去除率影响趋势
实验数据表明,当氨氮进水浓度在20 mg/L以下时,随氨氮浓度的降低,UASB+AF反应器对COD的去除率明显下降;当氨氮浓度大于40 mg/L时,COD去除率的增幅变化不明显。因此结合厌氧处理效率、运行成本及随后的好氧系统对最终氨氮的处理效果,确定该系统维持厌氧菌生长和消化需要的氨氮指标应控制在20~40 mg/L之间。
4.4 容积负荷对COD处理效率的影响[5]
厌氧系统的处理负荷通常是用容积负荷来表征,容积负荷直接影响处理效率和产气量。在一定范围内,随着容积负荷的提高,产气量增加,但容积负荷的提高将导致停留时间缩短,COD去除率下降。厌氧系统正常运行时,产酸和产甲烷的速率保持相对平衡,容积负荷过高,则产酸率有可能大于产甲烷的用酸率,从而造成挥发酸的积累,pH值迅速下降,阻碍产甲烷阶段的正常进行,严重时导致产甲烷作用的停顿,整个UASB+AF反应器陷于瘫痪状态,调整恢复起来非常困难。同时,如果容积负荷过低,虽然去除率提高了,但设备的利用率太低。
现有系统调整容积负荷的方法包括改变进水量和调节污水回流比,其中进水量的改变对COD去除率的影响比较显著。目前的控制措施是一方面通过调整2#集水井污水泵的运行,控制进入厌氧池的总流量。同时,厌氧系统8组UASB+AF反应器的进口均设有流量计,控制每组流量在30 m3/h左右,保持流量的稳定和各组池子之间流量的均衡。当生产装置由于工艺调整、停车等原因造成来水量和水质发生明显变化时,为避免容积负荷过高对UASB+AF反应器产生冲击,一般情况下,将酸析池临时作为事故池储存这部分污水,待装置运行稳定后逐渐消化。
通过调节污水回流比来控制容积负荷,现场有3种方式可供选择,分别是25%出水回流(回流比0.33∶1)、50%出水回流(回流比1∶1)和75%出水回流(回流比3∶1)。UASB+AF反应器的工艺优化运行实验对这3种回流比调整后的运行情况进行了考察,每种回流比条件下的实验运行周期为20天,考察厌氧池进出水COD,计算COD去除率和容积负荷,试验结果见表4。

表4 不同回流比时容积负荷与厌氧去除率数据
容积负荷计算公式:
Nv=Q(n+1)C/(v×1000)
Q—污水量,m3/d;
C—进水COD浓度,mg/L;
n—回流水稀释倍数;
v—反应器体积,m3。
生产装置排水流量为5 528 m3/d,厌氧池体积为9 435m3,回流比为25%(0.33∶1)时,容积负荷:
Nv=Q(n+1)C/(v×1000)
=5528×(0.33+1)×4209/(9435×1000)
=3.3 kg COD/(m3·d)
回流比为50%(1∶1)时,容积负荷:
Nv=Q(n+1)C/(v×1000)
=5528×(1+1)×3821/(9435×1000)
=4.5 kg COD/(m3·d)
回流比为75%(1∶1)时,容积负荷:
Nv=Q(n+1)C/(v×1000)
=5528×(3+1)×3330/(9435×1000)
=7.8 kg COD/(m3·d)
结果表明,25%污水回流时稀释倍数低,UASB+AF反应器进水COD最高,容积负荷低,水力停留时间长,COD去除率高,但UASB+AF反应器出水COD也是最高,给下游好氧处理带来一定的难度。而75%污水回流虽然短期内出水效果接近,但容积负荷高,COD去除率低,长期运行不利于厌氧菌生长。综合考虑,50%污水回流在满足一定的去除率的前题下,厌氧出水COD也不是很高,比较符合现场实际情况。
4.5 钴、锰对厌氧处理过程的影响
醋酸钴、醋酸锰是生产精对苯二甲酸时使用的催化剂。当装置处于开、停车阶段或出现异常情况时,工艺污水中钴、锰浓度会大幅度增加,最大质量浓度能达到1 000 mg/L,当废水中钴质量浓度大于200 mg/L、锰质量浓度大于100 mg/L,就会严重影响厌氧污泥的活性,甚至使厌氧微生物死亡。笔者所在单位的生化站就曾经出现过,由于含有高浓度钴、锰污水进入厌氧系统造成两座厌氧池失去处理能力的事故。实验分析甲烷气增量与钴质量浓度、锰质量浓度的关系,见图5、图6所示。
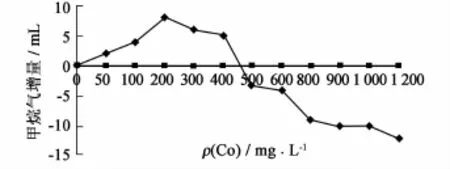
图5 甲烷气的增量与钴质量浓度关系

图6 甲烷气的增量与锰质量浓度关系
从图5、6可看出:在厌氧系统中,钴质量浓度低于200 mg/L、锰质量浓度低于100 mg/L时,有利于提高微生物的活性,促进有机物的降解。主要是由于钴、锰等一些无机盐类是微生物生命活动必不可少的营养物质,它们是构成微生物细胞的组成成分,参与酶蛋白的组成、活化酶促反应。只要存在极其微量,就能够强烈地刺激微生物的生命活动。缺少这些微量元素,就会导致微生物生命活动强度的降低。当钴、锰含量过高时,会抑制厌氧微生物活性,降低厌氧微生物对有机物的降解能力。主要是因为有机物降解产物为CO2和H2O。由于厌氧系统是一个密闭的系统,产生的CO2无法逸出,大部分仍停留在污泥和污水中。因此,CO2和H2O会与钴、锰发生如下反应:

MnCO3和CoCO3均为难溶物,由于它们的凝聚作用,使酶发生沉淀,从而降低微生物活性。另一方面,过量的金属离子容易和细菌蛋白质相结合而发生变性或沉淀从而使酶失去活性。
PTA生产过程中,当遇到生产异常时,可在工艺污水中加入草酸,将大部分钴、锰沉淀去除,使污水中钴质量浓度低于200 mg/L、锰质量浓度低于100 mg/L,再进入厌氧系统,以限制过量的钴、锰来影响厌氧微生物活性。当工艺正常时,只要加强监控,确保污水中钴质量浓度低于200 mg/L、锰质量浓度低于100 mg/L,反而会促进厌氧微生物活性。
4.6 脉冲发生器对UASB+AF反应器的影响
脉冲发生器是UASB+AF反应器布水系统的重要设备,它运用虹吸的原理产生脉冲水流,将PTA废水均匀地分配到反应器内,同时脉冲水流将反应器底的污泥搅动起来,使泥水充分混合,取得最佳的COD去除率。其结构见图7所示。
笔者单位生化站UASB+AF反应器运行已达10年,2005年2月份COD去除率突然降到38%,经现场测听,发现脉冲发生器无脉冲声音。打开脉冲发生器,发现挡水板和进水管交界处以及内筒和出水管间隙处已被淤泥堵塞,导致虹吸无法进行,水流无法均匀地发布到反应器内,反应器底部污泥也无法脉冲搅动起来,因此导致UASB+AF反应器去除率降低。当清洗掉脉冲发生器内部淤泥后,脉冲发生器又正常脉冲起来,COD去除率升高到55%,见图8所示。

图7 脉冲发生器示意

图8 清洗前后去除率对比
4.7 UASB+AF反应器运行效果比较
通过上述对UASB+AF反应器操作影响因子的调查分析和实施优化运行的实验验证,统计得出的UASB+AF反应器运行数据汇总见表5及图9,其中5月份前是改造前的运行数据。UASB+AF反应器从COD去除率波动比较大到实施优化改造后稳定在55%左右,改造工作取得明显效果,为下一步好氧处理以及总排出水合格打下了良好的基础。

表5 生化站UASB+AF反应器去除率汇总

图9 生化站UASB+AF反应器去除率趋势
5 结 论
综合以上分析和实验结果,为保持UASB+AF反应器稳定运行并维持较高的COD去除率,应当采取下列措施:
a)UASB+AF反应器进水pH最佳值为6.6~7.2,此时厌氧菌的生长和消化能力达到最佳。人工调节pH时可以适当扩大范围到6.0~7.8,以增强操作的可行性。
b)夏季高温时厌氧生化处理系统需要启用冷却塔降低温度到36℃左右,此时厌氧菌中温消化能力最强。
c)UASB+AF反应器进水氨氮浓度应控制在20~40 mg/L,既能够满足厌氧菌生长需求,达到较佳的消化能力,同时也兼顾了运行费用和出水中氨氮的浓度指标。
d)UASB+AF反应器采取50%污水回流,回流比为1∶1,此时COD容积负荷适中,厌氧水力停留时间较长,COD去除率也比较高。
e)日常加强对钴、锰浓度的监控,确保污水中钴质量浓度低于200 mg/L、锰质量浓度低于100 mg/L,以防微生物活性降低。
f)需经常测听脉冲发生器,如有异常及时对发生器内部进行清洗。
[1] 陈俊,王洪丽,陆建华.PTA废水高效生物技术研究[C].中国石化集团污水处理技术交流会议论文集,2004:12.
[2] 苏玉民,等.脉冲上流式厌氧污泥床反应器的应用[J].环境科学,1996,17(1).
[3] 纪轩.废水处理技术问答[M].北京:中国石化出版社,2003,9(1).
[4] 齐慧敏,刘念曾,林大泉.精对苯二甲酸生产废水处理工艺探讨[J].抚顺烃加工技术,1999,2.
[5] 水处理工程师手册[M].唐受印编.北京:化学工业出版社,2000.
Discussion on optimizing high concentrated PTA wastewater treatment with UASB+AF reactor
Zhao Xiaojin1,2,Hu Donghai3
(1.School of The Environment,Nanjin University,Nanjin Jiangsu 210093,China;2.BDO Business Division of Yizheng Chemical Fiber Co.Ltd.,Yizheng Jiangsu 211900,China;3.Shanghai University School of Environment and Chemical Engineering,Shanghai 200444,China)
This paper is baed on the theroy of UASB+AF anaerobic reactor,use the way of experiment,and combine practical operation with management to discuss how to keep high efficiency and stable running of UASB+AF reactor.This paper use real data to explain what the best range of the technical specifications and the attentions is when UASB+AF reactor reach high COD removal rate.
UASB+AF reactor;PTA wastewater;anaerobic
TQ055;TQ085
:B
:1006-334X(2011)01-0051-06
2011-02-21
赵晓进(1978-),男,江苏仪征人,工程师,在读工程硕士,从事化工项目开发建设工作。
