预焙电解槽用焦粒焙烧启动中的实践探讨
2010-12-28夏尚斌
夏尚斌
(青铜峡铝业股份公司 电解一部生产设备室 )
预焙电解槽用焦粒焙烧启动中的实践探讨
夏尚斌
(青铜峡铝业股份公司 电解一部生产设备室 )
电解槽焙烧启动是电解铝生产的重要阶段.焦粒焙烧法具有操作相对简便、技术可靠、焙烧时间短,一次可焙烧多处电解槽等优点,现已在大型预焙槽电解铝厂得到普遍应用,以求减少对电解槽内衬材料的热冲击,对筑炉时存在的裂缝等缺陷,希望在启动后由电解质优先进入从而阻挡铝液的持续渗入;减轻了劳动量,维护了安全有序的启动生产现场.其通过焦粒焙烧在启动中的应用,提出了一些优化措施.
新槽包括大修之后的电解槽,在投入正常生产之前,新槽先要预热,其目的在于加热阳极周围的装炉物料,以及加热阴极,使底部炭块之间的炭糊烧结,达到预定温度 900℃,以利于下一步的启动操作.
目前电解槽焙烧启动的方法有多种.国外先进铝厂多采用燃气焙烧法,此法的优点是容易控制加热速度,并使阴极表面均匀加热,其缺点是操作比较复杂,燃烧时温度高于 900℃时会使阴极和阳极表面严重氧化,使碳对钠的亲和力较大,增加体膨胀率,易造成早期破裂.铝液焙烧法大部分热量是由阳极和阴极产生,以预焙槽而言,总的发热量不大,因此铝液预热法适用于本身电阻很大的自焙槽.此法的缺点是铝液先进入阴极裂缝中,影响槽寿命.焦粒预热法是在电解槽的阴极上铺设一层焦粒作为发热电阻,当电流通过焦粒时,在阳极、焦粒层和阴极中产生热量,提高阳极温度,同时阴极中的底糊逐渐加热以至烧结.
1 通电焙烧前的准备
焙烧启动技术方案是通电投产的纲领性文件,应认真编写,反复论证可行性,对参与焙烧启动的人员要做好培训工作,熟悉启动程序,并结合以往启动中发生的异常情况或可能发生的不可预知情况做好应对措施,同时要安排专职电工、槽控机维修人员坚守启动现场.在电解槽安装过程中,组织有关人员对筑炉质量、母线压接压降进行跟踪检查,建立单槽炉膛档案,在通电前要对电气绝缘、打壳下料系统、净化和氧化铝输送系统、机械传动和阳极提升机构、槽控机等进行全面仔细认真的检查、调试,复紧立柱母线压接面,合格后方可组织人员装炉.
2 装炉和挂极
2.1 焦粒比电阻的选择
焦粒比电阻及厚度的选择与焙烧时的升温速度密切相关.青铜峡铝业股份公司预焙电解槽系列启动时,选用均匀掺合后自然粒度比电阻为300μΩ·m的焦粒与均匀掺合后自然粒度比电阻为 60μΩ·m的石墨碎,按照一定比例配比.考虑到角部阳极对环境散热较大,充分焙烧角部阴极,不同焙烧时间槽的角部四块阳极下面采用了相对较高比电阻的焦粒.通过比电阻的调整,实现了一次通电多台槽,根据焙烧 96 h、120 h、144 h,分批启动,缓解了平凡停送电对已正常生产槽的影响,减轻了启动人员的劳动量,保证了系列启动的安全有序性.
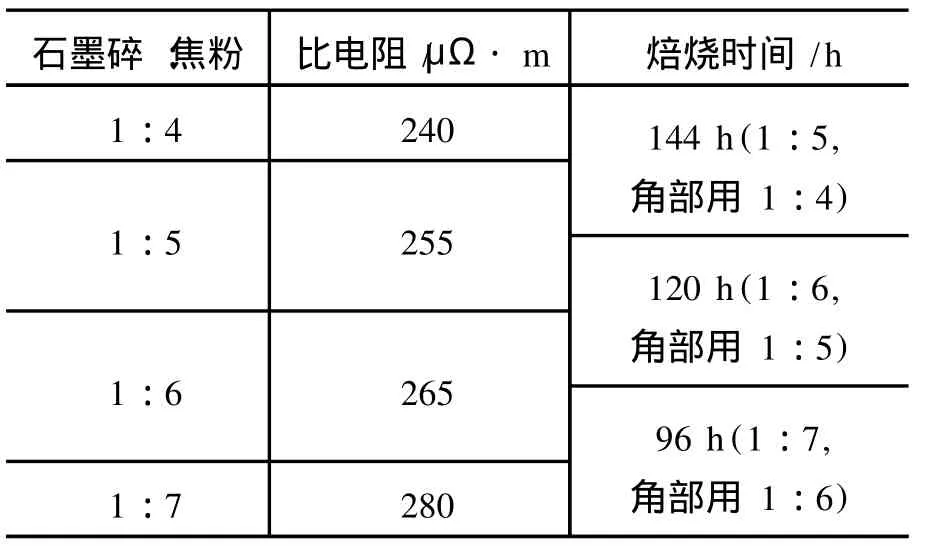
表 1 比电阻的选择与配比
焦粒的粒度选用 1~3mm的焦粒,铺设厚度为 20~25 mm,焦层中不能大量含有细于 1 mm的焦粉,以免与阴极和阳极接触不良,因为很细的焦粉具有较大的比电阻,而且在启动时不便于清除.在系列启动中由于焦粒用量较大,可能在焦粒装袋时的最后部分,焦粒粒度偏小,造成电解槽在启动后炉底形成炭类块状物.另外,把经过煅烧过的焦粒在中缝或补偿口处还可用来保护槽底,免受空气氧化.对不同批次、不同存放时间的焦粒和石墨碎都要在掺合前进行比电阻测试,根据不同的测试结果选用不同的配比.
2.2 铺焦粒和挂极
整台槽所有阳极下的焦粒层的厚度应一致且铺设均匀,保证阳极导杆和阳极水平母线间距 2~4mm,尽可能阳极自然下落,减少阳极频繁动作次数,使底掌和焦粒层接触良好,减少阳极偏流现象,从而使整个电解槽在焙烧过程升温均匀,防止槽内衬裂纹的产生,电解槽早期破损.
2.3 装炉
2.3.1 加大装炉中钙、钠含量
根据某厂的相关数据分析,增加了装炉中钙、钠量.先在人造伸腿部位均匀平铺 0.9 t的氟化钙,再在氟化钙表面平铺一层 0.9 t的氟化钠,最后在氟化钠表面均匀铺上冰晶石.经生产实践表明,有利于侧部形成高熔点、稳定的规整的炉膛帮内型,减少侧部破损;有利于人造伸腿部位扎固糊焦化,防止脱落掉块现象的发生.
2.3.2 装炉方式的选择
在中缝和补偿口用 3 mm厚钢板覆盖,其上加冰晶石密封保温,使电解槽在焙烧期间空腔内为还原性气体,减少阳极及炉底氧化.通过这种方式使在焙烧期间槽内气体实现对流、热辐射形式对整个阳极进行加热,且温度分布均匀,减少偏流的发生.实践证明,在系列启动过程中,人造伸腿焦化充分,无脱落、断裂等异常状况.
2.3.3 软连接与分流装置
在阳极导杆与水平母线之间设置软带连接母线,使阳极底掌与焦粒之间始终保持良好接触,获得均匀的阳极电流分布,确保槽温均匀升高,减少裂纹的产生.为控制预热速度,在阳极钢爪与阴极母线之间安装了分流器,为增加分流器的分流效果,钢爪与分流器的接触面要足够大,最好呈“L”型接触.
3 通电焙烧
在焙烧期间应根据焙烧技术方案,做好各项记录,认真填好焙烧启动日志,定时测量焙烧温度和阳极电流分布.尤其在系列启动中,一旦通电后,造成焙烧温度差异的根本原因在于阳极电流分布不均匀,此时唯有通过调整电流分布实现对温度的控制.因此,在预焙槽焙烧过程中,对电流分布的测量与调整要重于对温度的测量,重于其它启动槽的维护.
4 电解槽启动
电解槽经通电焙烧阴极表面局部温度不足900℃,可以将该处钢爪分流钢带拆除,启动前一天将全部分流器拆除,高于 900℃可以向该处推部分热的冰晶石降温.当槽内阴极表面温度达到900℃以上,就具备了启动条件.首先要上紧夹具,并在液态电解质灌入槽内前根据电压反复松紧夹具,检查阳极动作情况.第一包电解质温度尽可能在1 000℃以上,防止由于焙烧温度不均匀,局部过热或过冷致使炉底出现裂缝,用高温高熔点的电解质将其填充,阻断铝液渗透通道,有效防止炉底早期破损.灌入后将电压抬至 4~5 V,将操控机由预热状态转入启动.在启动过程中,用铁锹、钢钎等工具,将阳极四周的冰晶石等物料推入极缝中,以促其熔化 (但不得搅动,造成电解质粘);物料全部熔解后,立即捞炭渣.炭渣捞完后,加入冰晶石覆盖电解质液面,稍后直接添加适量纯碱,保持电解质的分子比在 3.0~3.2.测量电解质水平,保证电解质水平在 35 cm以上,但电解质上液面不得超过侧部炭化硅 -氮化硅砖的上沿,并要保证电解质量在 4.5 t左右.在灌电解质过程中和物料没有完全熔化时,阳极抬起来后,严禁再降阳极.灌完最后一包电解质后电压保持 10~15 V,持续时间以物料全部熔化为标准,物料熔化,效应熄灭,电压保持在 7.5~8 V.待物料完全熔化并在炭渣捞完后,根据槽温情况,逐步开始降电压.在 24 h内电压逐步降至 5~5.5 V.注意要将纯碱尽可能均匀撒入,防止局部碱过于集中,阴极吸钠不均匀,造成钠膨胀应力集中问题.
5 后期管理
电解槽在经历焙烧、启动后进入后期管理阶段.启动后期管理的主要目的是要使电解槽建立起稳固、规整的侧部炉帮和伸腿,形成理想的炉膛内型,建立起稳定的热平衡,并使各项工艺指标达到正常生产标准.因此,焙烧启动的关键是焙烧足够充分和后期管理,后期管理需要把握以下要点.
5.1 槽电压
启槽初期,是热平衡与物料平衡建立的过程,同时也是调整电压的有利时机,通过电压调整过程尽快建立炉帮,并希望通过电压控制来达到电解温度由启动时的1 000℃左右逐渐降至正常生产温度,防止电解质水平收缩过快产生大量沉淀,过快生成高分子比伸腿.
5.2 分子比、槽温
考虑到改造系列受设备限制,在期望高分子比条件下形成炉帮,又利于换极作业,第一周内将分子比保持在 3.0以上,第一个月末:槽温为960℃左右,分子比保持在 2.6以上;第二个月末:槽温为 950℃左右,分子比保持在 2.45以上;第三个月末:槽温为 940℃左右,分子比保持在2.35以上.
5.3 两水平
电解质水平启动后第一周保持在 28~30 cm,第二周保持在 25~28 cm,第二个月末将出铝后铝水平保持在 18 cm,启动前两个月主要利用先期高分子比形成坚固的炉帮;第三个月末将出铝后铝水平保持在 19 cm,利用此时相对较高的铝水平、较低的分子比形成伸腿,使在后期生产中控制伸腿的退进.
5.4 效应的控制
由于合理利用焦粒比电阻,使阴极焙烧充分,在系列启动中未发生难熄效应或长效应.启动接通 NB后,将 NB调整至 500,并将操控机转入“手动”状态,等效应发生后根据效应等待时间的长短,对 NB进行调整,每次调整幅度为 50,将 AE设定为 60 h,效应时间控制在 2m in以内.争取在启动初期炉帮由高分子比、低氧化铝浓度形成.第三个月末将 AE间隔调整至 80 h.另外,由于 120 kA槽型较小,液态电解质总量偏小,安装定容为1.8 kg的下料器,单次下料造成电解质温度波动较大,易使氧化铝在电解质中形成悬浮状物,长期会在炉底形成沉淀,最终影响电解槽的稳定和寿命.另外,国外先进的预焙槽,由于其环保和技术经济指标的要求很高,因此普遍采用低效应系数操作,但这也是和国外铝厂优良的阳极碳块质量、氧化铝物料特性有很大关系.
在其他条件相对稳定的情况下,阳极效应系数的选择主要取决于阳极碳块质量和氧化铝物料的特性.其中阳极碳块质量最为重要,特别在低分子比、低温度的电解过程中,电解质黏度增大,碳渣不易分离.我国大型预焙铝电解厂考虑到阳极碳块质量与国外先进水平有较大差距,且生产使用溶解性能不佳的国产中间状氧化铝,因此,保持的阳极效应系数较高.
6 问题探讨
6.1 装炉方法和启动方法
同系列中其他槽启动时装炉中考虑到第一周期壳面硬度对换极作业的影响,将钙、钠的装入量分别控制在 0.7 t,但从提高焙烧质量、利于正常生产、提高电流效率考虑,装炉物料中应将钙、钠的装入量增加.大修槽启动时考虑到装炉采用电解质块,建议分析电解质块中钙的含量,根据钙含量决定电解质块的装炉量.
6.2 焙烧时间
在条件容许下焙烧时间应该长些,使焙烧温度上升幅度和速度应缓慢些,使槽内衬各部位的温度趋于平衡,槽内衬的扎固糊焦化充分,使启动和后期管理趋于平稳.
6.3 分流时间
分流器的拆除,应由升温速度和焙烧温度决定.焙烧前期,为使初期温度上升缓慢,要加强分流效果.
6.4 启动前是否抬电压
某些系列在启动前采用定期点抬电压的办法,加快电解质的产生,确保槽子顺利启动,实践证明这样易发生偏流现象,使槽子升温不均,造成热应力集中.
6.5 灌铝时间
电解槽启动后,虽然物料全部熔化,炭渣已捞出,但是实际上人造伸腿和人造伸腿与阴极炭块的接缝之间还没有完全焦化为一个整体,如果灌铝水时间过早或灌入量过大,则可能使铝水渗透到后期焦化产生的裂缝中,从而失去焦粒焙烧的优点,应该让电解质液充分渗透到内衬裂缝后再灌铝水.因此启动后 24~32 h后灌铝,灌铝后电压降至 4.5 V左右.
6.6 换极时间
鉴于 120 kA系列属改造槽,受设备限制,第一个换极周期定为 28天,启动后 12天阳极消耗利于人工作业,并且可以降低高残极块数.
7 结束语
(1)电解槽的焙烧启动工作是电解槽生产的开端,要以科学理论和技术为依据,要以延长槽正常生产寿命和电流效率为中心,不断优化工艺.
(2)电解槽焙烧启动过程是关键环节,必须加强相关细节管理.
(3)经优化的焦粒焙烧启动方法,使电解槽的阴极电流分布更均匀,升温速度更合理,槽温分布均匀,避免了局部过热的现象,扎固糊焦化良好,可望获得较长的槽寿命,降低吨铝生产成本.
(4)采用焦粒焙烧启动技术,操作简便,成本低廉,利于系列启动实现一次多台送电,分批启动.
A
1671-6620(2010)S1-0135-03
