A l-Ti-C体系自蔓延高温合成TiC的形态演变
2010-12-26李新林陈彦宾杨宝林姜启川
李新林,陈彦宾,杨宝林,姜启川
(1.哈尔滨工业大学材料科学与工程学院,黑龙江哈尔滨 150001;2.哈尔滨工程大学材料科学与化学工程学院,黑龙江哈尔滨 150001;3.吉林大学材料科学与工程学院,吉林长春 130025)
A l-Ti-C体系自蔓延高温合成TiC的形态演变
李新林1,2,陈彦宾1,杨宝林2,姜启川3
(1.哈尔滨工业大学材料科学与工程学院,黑龙江哈尔滨 150001;2.哈尔滨工程大学材料科学与化学工程学院,黑龙江哈尔滨 150001;3.吉林大学材料科学与工程学院,吉林长春 130025)
利用真空自蔓延加热-加压装置,采用 X射线衍射(X-ray diffraction,XRD)、扫描电镜(scanning electron m icroscope,SEM)及能谱(energy dispersive spectrum,EDS)等分析测试手段,研究了A l含量、粉末粒度及C/Ti(原子比,下同)对A l-Ti-C体系自蔓延点燃温度、产物相组成及TiC形态的影响。结果表明,A l含量对 TiC的尺寸影响最大,随着A l含量由20%(质量分数,下同)增加到50%时,TiC颗粒的尺寸由3~5μm减小到0.7~0.8μm。C粉粒度和C/Ti对 TiC的形貌影响最大,当C粉粒度小于75μm或C/Ti≥1时,TiC的形貌为近球形;然而当C粉粒度不小于75μm或C/Ti<1时,TiC的形貌为八面体。
A l-Ti-C;自蔓延高温合成;TiC;形态演变
自蔓延高温合成(self-p ropagating high-temperature synthesis,简称SHS),美国、日本又称为燃烧合成(combustion synthesis,简称CS),自1967年由前苏联科学院院士M erzhanov提出后,因其具有合成温度高、效率高、纯度高和能耗低等独有的特点,多年来得到了迅速发展,目前成为合成与制备 TiB2,TiC和 TiN等高熔点陶瓷材料极具优势的一种方法[1-4]。
由于TiC具有高熔点、高硬度、高弹性模量及热力学稳定等优点,因此常用来作为金属(Fe[5],Ti[6],A l[7],M g[8])基复合材料的增强相,以提高其强度、硬度、耐磨性和高温耐热性能。众所周知,增强相的大小、形貌、分布、体积分数以及增强相与基体之间界面结合强度直接影响着颗粒增强金属基复合材料的性能,因此研究A l-Ti-C体系自蔓延高温合成TiC的形态演变对制备原位TiC颗粒增强金属基复合材料具有重要的意义。
1 实验部分
1.1 实验用原材料
A l-Ti-C体系自蔓延高温合成 TiC所用原材料(A l粉、Ti粉和C粉)如表1所示。
1.2 实验装置及制备工艺
1.2.1 实验装置
A l-Ti-C体系自蔓延高温合成 TiC实验装置示意图如图1所示。该装置主要由真空系统、加热系统(包括预热和引燃加热)、测温系统和加压系统等部分组成。
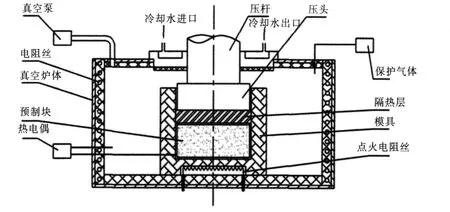
图1 A l-Ti-C体系自蔓延高温合成TiC装置示意图Fig.1 Schematic diagram of the apparatus used to fo rm TiC particles by SHS reaction in the A l-Ti-C system
1.2.2 制备工艺
将A l,Ti和C粉末按一定配比在球磨机中充分混匀(转速为100 r/min,干混6 h),然后在15~20 M Pa压力下将混合均匀的粉末冷压成Φ58 mm×45 mm的反应预制块,将其装入石墨模具,然后将石墨模具置于真空自蔓延高温合成反应加热加压装置中(如图1所示)。首先机械泵抽真空,待真空度达6.67×10-1Pa后,对反应预制块进行整体预热,待预热温度接近A l熔点(660℃)时,开始对石墨模具底部进行加热,以引发自蔓延高温合成反应(反应一旦引燃便可停止外部热源加热)。同时,用与预制块底部侧面接触的热电偶实时监测自蔓延点燃温度。待自蔓延高温合成反应完成后,对反应产物施加1.5~2.0 M Pa压力进行热压,使其致密化。
1.2.3 自蔓延反应产物分析与表征
采用日本理学X射线衍射仪(D/Max 2500PC Rigaku,Japan)对自蔓延高温合成反应产物进行物相分析;采用JSM-5310型扫描电镜(scanning electron microscope,SEM),带有能谱(energy dispersive spectrum,EDS)对反应产物断口形貌进行显微观察。
2 实验结果与讨论
2.1 Al含量对自蔓延点燃温度、产物相组成和TiC形态的影响
A l,C和 Ti粉粒度分别为29μm,50μm和15μm,A l含量由20%(质量分数,下同)增加到60%时,A l-Ti-C体系自蔓延高温合成 TiC的点燃温度几乎未发生变化,均为630℃。这是因为A l-Ti-C体系自蔓延高温合成 TiC的反应机理是:外部热源使 Ti和A l之间生成A l3Ti的反应首先发生,随后此反应放热引发A l3Ti与C和 Ti与C之间形成 TiC的反应[9]。此外,由A l-Ti二元相图可知,当A l熔体中的 Ti达到很低的含量(0.15%)时便会发生包晶反应生成A l3Ti[10]。因此,A l含量的增加不会引起点燃温度产生较大的变化。
反应产物经X射线衍射(XRD)物相分析表明,A l含量不大于50%时,只有A l和 TiC相。当A l含量增加到60%时,反应产物中除了A l和TiC外,还残留有未反应的C和中间过渡相A l3Ti,XRD图谱如图2所示。这是由于随着A l含量的增加,提高了A l3Ti向 TiC的临界转变温度[11],同时体系中 Ti与C含量相对减少,体系有效反应放热随之减少,降低了A l-Ti-C体系自蔓延高温合成反应的绝热燃烧温度(自蔓延反应放热使体系达到的最高温度),A l3Ti不能实现完全向 TiC的转变。
从图3中反应产物断口形貌的扫描电镜照片可以看出,TiC颗粒形貌为近球形。且当A l含量由20%增加到
50%时,TiC颗粒尺寸由3~5μm减小到0.7~0.8μm。其原因可能有2个方面:一方面,TiC晶体生长与绝热燃烧温度呈指数关系,随着A l含量的增加,导致体系自蔓延绝热燃烧温度降低;另一方面,随着A l含量的增加,Ti与
C之间的扩散距离增大,不利于 Ti与C合成 TiC的强放热反应的进行。
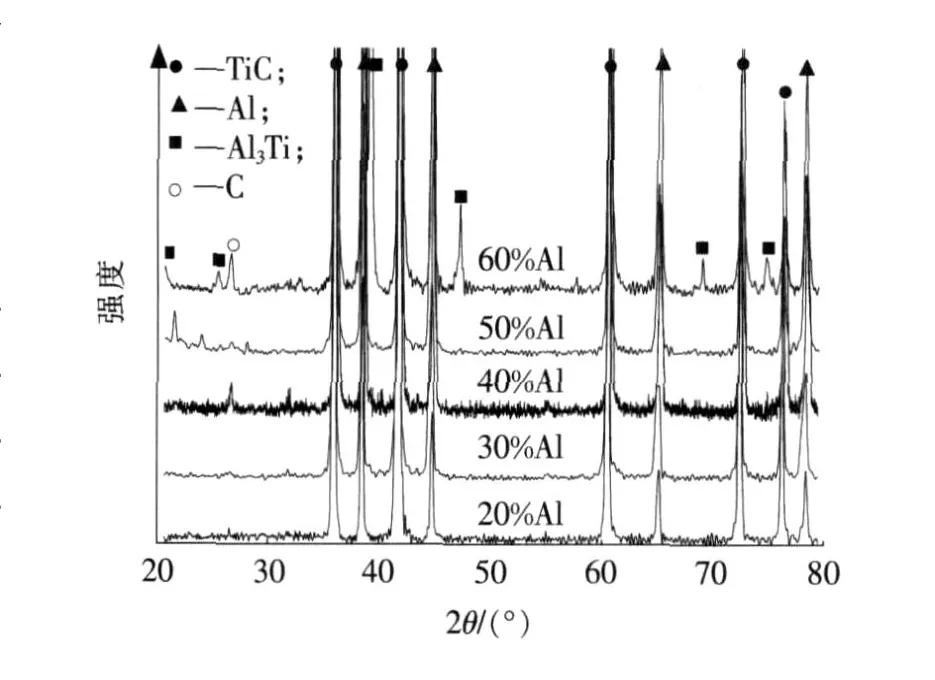
图2 不同A l含量(20%~60%)自蔓延高温合成产物的X射线衍射图谱Fig.2 XRD patternsof the SHS p roduct w ith different A l contents(20%~60%)

图3 不同A l含量的自蔓延反应产物的断口扫描电镜照片Fig.3 SEM micrograph of a fracture surface of the SHS p roducts from the samp les w ith different A l content
2.2 粉末粒度对自蔓延点燃温度、产物相组成和TiC形态的影响
2.2.1 A l粉粒度对自蔓延点燃温度、产物相组成和 TiC形态的影响
为研究A l粉粒度对自蔓延过程及产物的影响,保持C粉和Ti粉粒度分别为50μm和15μm不变。实验结果表明,A l粉粒度由29μm增加到75μm时,A l含量为30%~50%的A l-Ti-C体系自蔓延高温合成TiC的点燃温度基本保持在630~640℃范围内,变化不大。这是因为自蔓延反应过程是:A l首先熔化,随后 Ti溶入A l熔体中。A l熔体中 Ti的浓度达到0.15%时发生包晶反应生成A l3Ti,此反应放热使A l-Ti熔体温度超过1 050℃时,A l-Ti熔体便会润湿C颗粒并在界面处发生 Ti与C形成 TiC的反应。反过来,该反应放热又会使A l3Ti分解为A l和 Ti[12](A l3Ti分解温度为1 340℃)。上述连锁反应一旦引燃便会自蔓延,在高温下、极短时间内完成。虽然随着A l粉粒度的增大,其熔化速率有所降低,点燃温度会由于外部热源的加热有所提高,但由于低熔点A l的熔化吸热,最终不会引起点燃温度发生较大的变化。反应产物经X射线衍射(XRD)物相分析表明,只有 A l和TiC。由扫描电镜观察断口形貌可以看出,TiC颗粒形貌为近球形。
2.2.2 Ti粉粒度对自蔓延点燃温度、产物相组成和TiC形态的影响
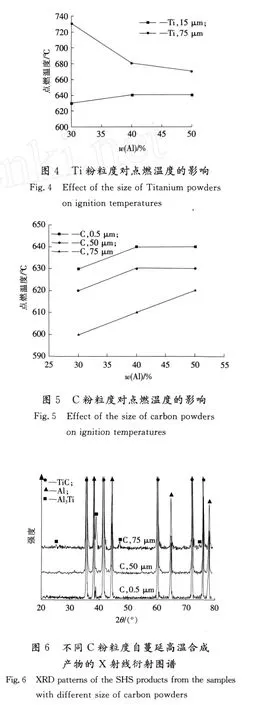
为研究 Ti粉粒度对自蔓延过程及产物的影响,保持A l粉和C粉粒度分别为29μm和0.5μm不变。实验结果表明,Ti粉粒度由15μm增加到75μm时,A l-Ti-C体系自蔓延高温合成 TiC的点燃温度明显提高,尤其是A l含量为30%时提高了约100℃,如图4所示。这是由于随着 Ti粉粒度的增加,A l熔体中 Ti的含量达到0.15%所需时间延长,因此自蔓延高温合成反应推迟到更高的温度才能发生。反应产物经X射线衍射(XRD)物相分析表明,只有 A l和TiC。TiC颗粒形貌为近球形。
2.2.3 C粉粒度对自蔓延点燃温度、产物相组成和TiC形态的影响
当A l粉和 Ti粉粒度分别为29μm和15μm时,从图5可以看出,随着C粉粒度的增加,A l-Ti-C体系自蔓延高温合成 TiC的点燃温度有所降低。这是由于C粉颗粒较粗大时,A l粉和 Ti粉的有效接触面积增大,有利于液态A l在 Ti颗粒表面的润湿和铺展,从而使得A l熔体中 Ti的浓度达到0.15%所需时间缩短,点燃温度因而降低。
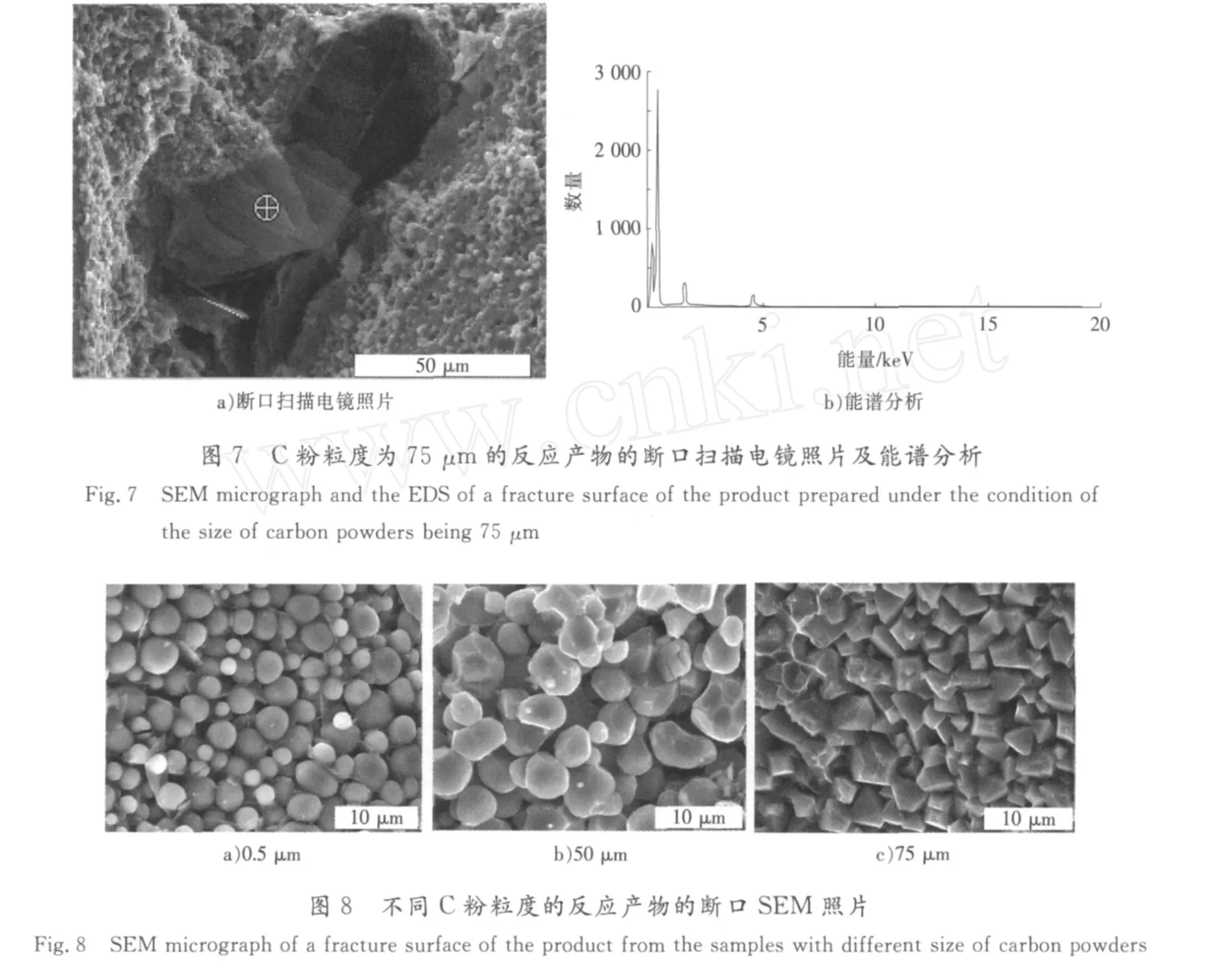
从图6中不同C粉粒度的A l-Ti-C体系自蔓延产物XRD图谱可以看出,C粉粒度小于75μm时,反应产物中只有A l和 TiC相。当C粉粒度增大到75 μm时,反应产物中除了A l和 TiC外,还残留有中间过渡相A l3Ti。虽然XRD图谱中并未出现C的衍射峰,但从断口SEM照片中发现有C的残留,如图7所示。
从图8可以看出,当C粉粒度由0.5μm增加到75μm时,自蔓延高温合成 TiC的形貌由球形变为八面体,即具有典型的小晶面结构的特征。这是由于TiC具有面心立方NaCl型晶体点阵结构,其Jackson因子α比较大(经估算在5~7之间),因此 TiC与金属熔体间的界面被认为是典型的小平面界面[13]。此外,晶体是按粗糙界面长大还是按光滑界面长大,单靠熔化熵值(熔化熵值越大,α值越大)的大小是不够的,它还和晶体在溶液中的浓度以及凝固时的过冷度有关[14]。当C粉粒度比较粗大时,A l-Ti熔体润湿C颗粒的有效接触面积减小,在界面处 Ti与C形成 TiC的反应放热减少,绝热燃烧温度降低,因此C在A l-Ti熔体中的溶解度降低[15],同时,过冷度比较小,这些都有利于小晶面生长,最终生长成有棱角的八面体。
2.3 C/Ti对自蔓延点燃温度、产物相组成和TiC形态的影响
为考察C/Ti(原子比,下同)对自蔓延点燃温度、产物相组成及 TiC形态的影响,保持A l粉、Ti粉和C粉粒度分别为29μm,15μm和50μm及30%A l含量不变。实验结果表明,C/Ti为1.25和1时,点燃温度均为635℃;但当C/Ti为0.75时,点燃温度降为600℃,与C粉粒度为75μm时相同。这是由于C/Ti减小时,有利于液态A l在 Ti颗粒表面的润湿和铺展,点燃温度因而降低。
从图9中不同C/Ti的A l-Ti-C体系自蔓延产物XRD图谱可以看出,当C/Ti为1时,自蔓延产物中只有 A l和 TiC;当 C/Ti为1.25时,由于 C过量,在自蔓延产物中除了 A l和 TiC外,还残留有 C并出现了A l4C3相;当 C/Ti为0.75时,由于 C的不足,在自蔓延产物中除了 A l和 TiC外,还残留有中间过渡相A l3Ti。
从图10可以看出,当 C/Ti不小于1(如1.25或1)时,TiC颗粒形貌为球形;当 C/Ti为0.75时,TiC形貌为八面体。这与C粉粒度为75μm时 TiC呈现八面体形貌从本质上来说是一致的,均是由于C的供给不足导致绝热燃烧温度降低从而制约了 TiC的形核与生长。
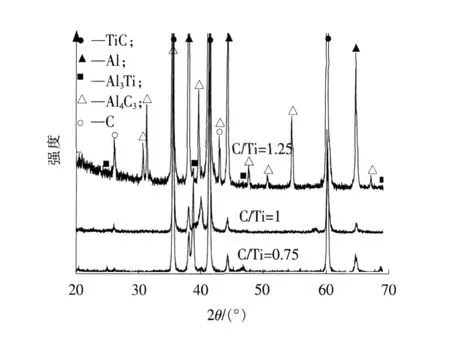
图9 不同C/Ti自蔓延高温合成产物的XRD图谱Fig.9 XRD patterns of the SHS p roducts from the samp les w ith different C/Ti
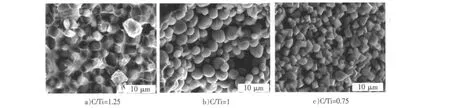
图10 不同C/Ti自蔓延反应产物的断口SEM照片Fig.10 SEM micrograph of a fracture surface of the SHS p roducts from the samp les w ith different C/Ti
3 结 论
1)A l含量对A l-Ti-C体系自蔓延高温合成 TiC的尺寸影响最显著,当A l含量由20%增加到50%时,球形 TiC颗粒的尺寸由3~5μm减小到0.7~0.8μm。
2)A l粉和 Ti粉粒度对A l-Ti-C体系自蔓延高温合成产物相组成及 TiC的形貌影响不大,但 Ti粉粒度明显提高了自蔓延点燃温度。
3)C粉粒度和C/Ti对A l-Ti-C体系自蔓延高温合成 TiC的形貌影响最大,当C粉粒度小于75μm或C/Ti不小于1时,TiC的形貌为近球形;而当C粉粒度为不小于75μm或C/Ti小于1时,TiC的形貌为八面体。
[1]傅正义,袁润章.TiB2的自蔓延高温合成过程研究[J].硅酸盐学报(Journal of the Chinese Ceramic Society),1995,23(1):27-32.
[2]曲振声,赵忠民,张 龙,等.TiB2-TiC复合陶瓷的研究进展[J].材料导报(Materials Review),2009,23(9):46-51.
[3]孙世清,毛 磊,刘宗茂,等.Al2O3-Cu和C-Cu复合材料研究进展[J].河北科技大学学报(Journal of Hebei University of Science and Technology),2001,22(1):7-10.
[4]孙世清,毛 磊,刘宗茂.Na2B4O7添加剂对复合钢管陶瓷衬层组织性能的影响[J].河北科技大学学报(Journal of Hebei University of Science and Technology),1999,20(3):1-4.
[5]WANG H Y,QIANGQ C,MA B X,et al.Fabrication of steelmatrix composite locally reinforced with in situ TiB2particulate using selfp ropagating high-temperature synthesis reaction of Ni-Ti-B system during casting[J].Advanced Engineering Materials,2005,7(1/2):58-63.
[6]LU W J,ZHANGD,ZHANG X N,et al.Microstructural characterization of TiC in in situ synthesized titanium matrix composites prepared by common casting technique[J].Journal of Alloys and Compounds,2001,327(1/2):248-252.
[7]CHOI Y,MULL INSM E,W IJA YA TLLEKE K,et al.Fabrication of metalmatrix compositesof TiC-Al through self-p ropagating synthesis reaction[J].Metallurgical Transactions A,1992,23:2 387-2 393.
[8]JIANG Q C,L IX L,WANG H Y.Fabrication of TiCparticulate reinforcedmagnesium matrix composites[J].Scripta Materialia,2003,48:713-717.
[9]LEEW C,CHUNG SL.Ignition phenomena and reaction mechanisms of the self-p ropagating high-temperature synthesis reaction in the titanium-carbon-aluminum system[J].Journal of the American Ceramic Society,1997,80(1):53-61.
[10]张二林.Al/TiCP复合材料反应生成热力学和动力学过程的研究[D].哈尔滨:哈尔滨工业大学,1996.
[11]曾晓春.原位反应法制备Al/TiCP复合材料的工艺及组织的研究[D].哈尔滨:哈尔滨工业大学,1995.
[12]CHOI Y,RHEE SW.Effect of aluminium addition on the combustion reaction of titanium and carbon to form TiC[J].Journal of Materials Science,1993,28:6 669-6 675.
[13]傅恒志,刘 林,方晓华.镍基高温合金中MC碳化物生长规律研究[J].西北工业大学学报(Journal of Northwestern Polytechnical University),1987,5(3):279-287.
[14]胡汉起.金属凝固原理[M].北京:机械工业出版社,1991.
[15]DORWARD R C.Discussion of“Commentson the solubility of carbon inmolten aluminum”[J].Metallurgical Transactions A,1990,21:255-257.
Morphology evolution of TiC particulates formed by self-p ropagating high-temperature synthesis in A l-Ti-C system
L IXin-lin1,2,CHEN Yan-bin1,YANGBao-lin2,JIANGQi-chuan3
(1.College of Materials Science and Engineering,Harbin Institute of Technology,Harbin Heilongjiang 150001,China;2.College of Materials Science and Chemical Engineering,Harbin Engineering University,Harbin Heilongjiang 150001,China;3.College of Materials Science and Engineering,Jilin University,Changchun Jilin 130025,China)
The effect of A l content,size of pow ders and reactant C/Ti atomic ratioson ignition temperatures,phase constituents of the self-p ropagating high-temperature synthesis(SHS)p roducts and mo rphology of TiC particulates formed by SHS in an A l-Ti-C system was investigated using the heat p ressing vacuum apparatus by X-ray diffraction(XRD),scanning electron microscope(SEM)and energy dispersive spectrum(EDS).The results show that A l content p lays an impo rtant role in determining the size of TiC particles.The size of TiC particles decreases from app roximately 3~5μm to 0.7~0.8μm w ith increasing A l content from 20%to 50%(weight percent).It is also observed that the size of carbon pow ders and the reactant C/Ti atomic ratios have a greater effect onmo rphology of TiC particularly.The TiC grains are in the close-to-sphere shape w hen the size of carbon pow ders is less than 75μm o r C/Ti≥1;w hile themo rphology of TiC turns to octahedron w hen the size of carbon pow ders ismo re than 75μm o r C/Ti<1.
A l-Ti-C;self-p ropagating high-temperature synthesis(SHS);TiC;morphology
TF124
A
1008-1542(2010)06-0572-06
2010-06-02;责任编辑:冯 民
黑龙江省博士后基金资助项目(LRB05-311);哈尔滨工程大学基础研究基金资助项目(HEUFTO5038)
李新林(1968-),男,河北迁安人,副教授,博士,主要从事镁合金及其复合材料强韧化机制方面的研究。
