不锈钢化学镀银速率的研究
2010-11-15贺耀华刘俊王振霞王英芹贺志勇
贺耀华,刘俊,王振霞,王英芹,贺志勇*
(太原理工大学表面工程研究所,山西 太原 030024)
不锈钢化学镀银速率的研究
贺耀华,刘俊,王振霞,王英芹,贺志勇*
(太原理工大学表面工程研究所,山西 太原 030024)
以酒石酸钾钠为还原剂,在304不锈钢表面进行了化学镀银,研究了化学镀银液的配方组分、镀液pH及温度等工艺参数对化学镀银速率的影响。较理想的化学镀银工艺为:硝酸银20 g/L,氨水80 mL/L,酒石酸钾钠100 g/L,pH 12.5,温度20 °C。在该工艺条件下得到的镀银层均匀、致密,结合力好。
不锈钢;化学镀银;酒石酸钾钠;镀速
1 前言
不锈钢是食品工业、五金工业(炊具、厨具等)和家居装潢业的关键材料。随着科技的发展和生活水平的提高,人们不仅要求不锈钢光亮、美观,而且要能够抗菌、杀菌。目前,抗菌不锈钢制造是通过在不锈钢表面电镀银来实现的[1]。然而电镀银液中含有大量的氰根离子,废弃液易造成环境污染。本文用化学镀法在不锈钢表面进行了无氰化学镀银,目前国内这方面的报道较少。
不锈钢的主要成分有Fe、Ni、Cr、Ti等,表面易钝化而形成一层致密的氧化膜[2]。在化学镀中,这层氧化膜必须去除,否则镀层结合力将很差[3],甚至不起镀。因此,彻底去除表面氧化膜、活化表面,是不锈钢镀银的关键。同时,预镀中间镀层以保证银镀层结合良好也十分必要[1]。
2 实验
2. 1 材料
基材选用太原钢铁有限公司生产的 304不锈钢,切割成φ 18 mm × 4 mm的圆片。
化学试剂为硝酸银,w = 27%的氨水,酒石酸钾钠,氯化镍,硫酸铜,盐酸,硫酸,葡萄糖等,均为市售分析纯。
2. 2 不锈钢表面化学镀银
2. 2. 1 前处理
化学镀银之前要对不锈钢表面进行前处理,包括高温除油、酸洗活化、闪镀镍、闪镀铜和浸银等5步。未经严格前处理的不锈钢不能施镀。
前处理中高温除油的效果用水膜法检验[2]。闪镀镍和铜时,通电前将试样浸泡在镀液中2 min,使表面充分湿润和活化后,再加大电流,可获得结合力好的闪镀层。为了保证化学镀银层的质量,各工序完成后最好采用流水清洗,水洗时间不得少于2 min,尤其是浸银后的水洗,这关系到化学镀银层的质量好坏。
2. 2. 2 化学镀银液的配制
化学镀银液由银氨溶液和还原剂组成,还原剂主要有葡萄糖、甲醛、酒石酸钾钠等。本实验采用酒石酸钾钠作为还原剂,其还原能力比甲醛和葡萄糖稍弱,镀液反应比较稳定,pH可控性强,得到的镀层结合力较好。
银氨溶液的配制过程为:室温下,边搅拌边向配制好的AgNO3溶液中缓慢加入NH3·H2O,溶液变浑浊,生成沉淀物,继续加入NH3·H2O至沉淀物完全溶解。
不锈钢表面化学镀银溶液的基础配方为:

化学镀银时,将银氨溶液和还原剂按体积比1∶1混合,银氨溶液和还原剂不同的混合次序会产生截然不同的镀液性质。经测定,银氨溶液的pH约为12.5,而还原剂的pH为7.4。因此,将还原剂加入到银氨溶液中时,混合局部区域的pH和银氨溶液的pH相近,在较高的pH环境下,银析出过快,容易出现银镜反应;反之,若将银氨溶液加入到还原剂中,混合处pH接近中性,能得到完全透明的混合液,从而有效地避免出现银镜现象。
2. 2. 3 实验方案
为了确定各因素和镀速的关系,在保其他持配方组分和工艺参数不变的情况下,每次实验仅改变一种组分的用量或一个工艺参数,考察不锈钢表面化学镀银过程中工艺变化对镀速的影响。本实验设计的 5种实验方案列于表1。

表1 实验方案Table 1 Experimental scheme
因为化学镀银液的稳定性差,镀速缓慢,得到的镀层很薄,所以镀层的沉积速率需用精确到万分之一克的电子天平(由梅特勒−托利多国际股份有限公司提供)称重测定,准确称量化学镀银前后晾干的试样,按下式计算镀速:

式中v为沉积速率(μm/h),m1和m2分别为不锈钢化学镀银前后的质量(g),ρ为银层密度(10.53 g/cm3),A为待镀面积(cm2),t为施镀时间(h)。多次称量取平均值以减小误差。
3 结果与讨论
3. 1 硝酸银质量浓度对镀速的影响
AgNO3质量浓度与镀银速率的关系如图1所示。

图1 AgNO3质量浓度与镀银速率的关系Figure 1 Relationship between AgNO3 mass concentration and deposition rate
从图1可以看出,随着硝酸银质量浓度的增大,镀速逐渐加快。当AgNO3质量浓度增大到26 g/L时,镀速最大为1.56 μm/h;继续提高AgNO3的浓度,镀速反而下降。这是因为:开始时,由于镀液中Ag+浓度增加,氧化还原电位正移,反应自由能变化向负方向移动,镀速也逐渐增大;但是当镀液中的Ag+浓度过高时,镀液中银氨配合物发生自分解,镀液的稳定性变差[4],导致镀速变慢。
3. 2 氨水体积分数对镀速的影响
由于 Ag+的标准电位较高,与还原剂的电位差较大,Ag+容易从溶液中析出,通常加入氨水作为配位剂,使镀液稳定。图2为氨水体积分数与镀银速率的关系。
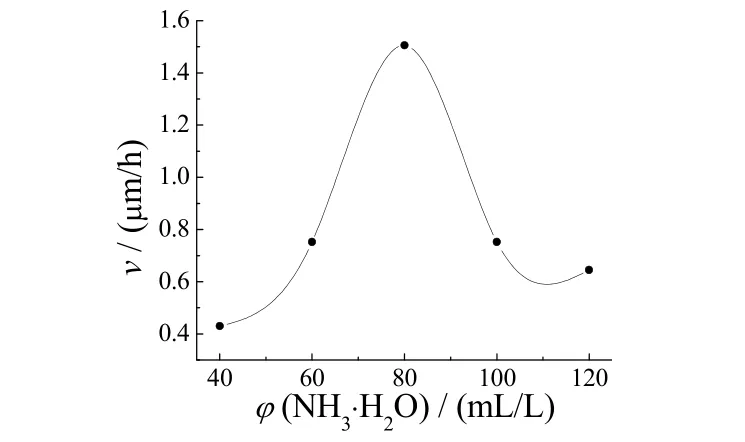
图2 氨水体积分数与镀银速率的关系Figure 2 Relationship between NH3·H2O volume fraction and deposition rate
当氨水的体积分数为40 mL/L时,反应20 min后镀液出现混浊,液面同时析出银层,伴有银镜反应,这说明氨水与镀液中的银没有完全反应,导致镀液分解;随着镀液中氨水体积分数的增大,反应逐渐稳定,镀速上升,当达到80 mL/L时,镀速最快;继续增加氨水的体积分数,镀速又下降。这是因为:硝酸银溶解在氨水中生成Ag(NH3)2OH,接着Ag(NH3)2OH分解成Ag,继而又分解成 Ag+和 NH3·H2O(可逆反应)[5]。增大氨水浓度有利于Ag(NH3)2OH的生成,抑制其水解,同时降低银离子浓度,减缓还原反应速率。
3. 3 酒石酸钾钠质量浓度对镀速的影响
图3为还原剂酒石酸钾钠的质量浓度与镀银速率的关系。
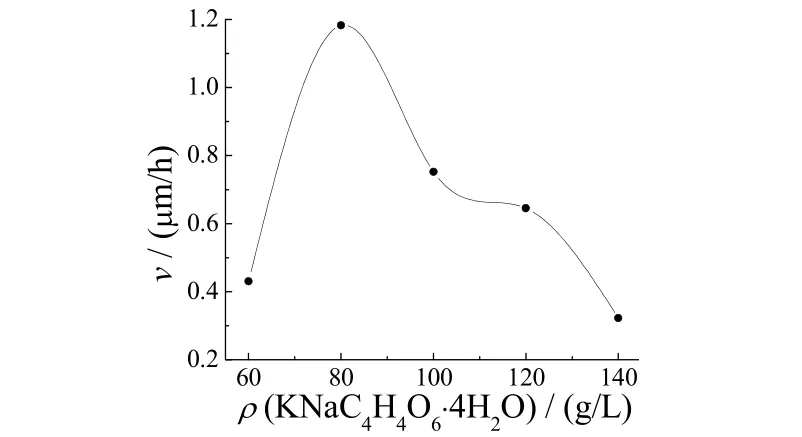
图3 酒石酸钾钠质量浓度与镀银速率的关系Figure 3 Relationship between KNaC4H4O6·4H2O mass concentration and deposition rate
起初,随着酒石酸钾钠质量浓度的增大,镀速显著提高;当酒石酸钾钠质量浓度达到80 g/L时,镀速达到最大,为1.18 μm/h;继续增大酒石酸钾钠的质量浓度,镀速明显下降。其原因可能为:随着镀液中还原剂酒石酸钾钠浓度的提高,还原能力不断增强,故沉积速率增大;但当酒石酸钾钠超过一定量时,镀液变得不稳定,导致镀速减小。
3. 4 pH对镀速的影响
镀银反应是一个消耗OH−的过程,pH高的镀液可以提供足量的 OH−以保证反应的不断进行[6]。图 4为pH与镀银速率的关系。
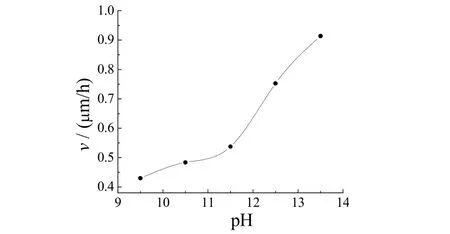
图4 pH与镀银速率的关系Figure 4 Relationship between pH and deposition rate
从图4可以看出,随着pH的增大,镀银速率提高较快。实验中可以采用稀的氢氧化钠溶液和酒石酸钾钠等来调整镀液的pH。
3. 5 温度对镀速的影响
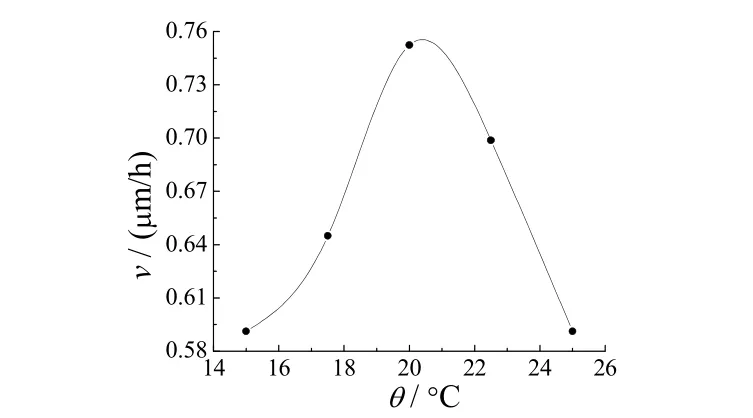
图5 温度与镀银速率的关系Figure 5 Relationship between temperature and deposition rate
镀液温度与镀速的关系如图5所示。从图5可以看出,温度低于20 °C时,镀速随温度的上升而加快;当温度超过20 °C时,镀速反而下降,并且镀液表面有银析出。升高温度有助于化学反应的加快。银镜反应是吸热反应[7],升高镀液的温度,分子运动速度加快,碰撞次数也明显增多,反应速率随之加快。但温度过高不利于银原子的沉积,导致银大量析出而进入镀液,并且温度过高会导致镀层厚度不均、结构疏松、表面粗糙,氨水挥发较快[8]。相反,如果温度偏低,虽然沉积颗粒细小,镀层致密,但反应慢,生产效率低,并且容易出现黄色或黑色色斑。
4 结论
(1) 不锈钢表面化学镀银前处理中,浸银工序十分重要。浸银可避免Cu2+对化学镀银液的干扰和污染,浸银后得到的镀银层均匀、致密。
(2) 镀银液配制过程中,选取适当的镀液添加顺序至关重要。
(3) 银的沉积速率与镀液的稳定性有直接关系。综合考虑镀速和镀层质量,以酒石酸钾钠为还原剂的化学镀银较理想的工艺配方是:硝酸银20 g /L,酒石酸钾钠100 g/L,氨水(w = 27%)80 mL/L,pH 12.5,温度20 °C。
[1] 文斯雄. 浅谈不锈钢电镀银[J]. 材料保护, 2003, 36 (8): 74-75.
[2] 胡文彬, 刘磊, 仵亚婷. 难镀基材的化学镀镍技术[M]. 北京: 化学工业出版社, 2003.
[3] 张新美, 程延海, 郝竞, 等. 304不锈钢酸性化学镀镍的工艺研究[J].腐蚀与防护, 2006, 27 (6): 289-291.
[4] 侯伟, 潘功配, 关华, 等. 碳纤维表面化学镀银工艺研究[J]. 材料保护, 2007, 40 (12): 45-47.
[5] 常仕英, 郭忠诚. 玻璃微珠化学镀银[J]. 电镀与涂饰, 2006, 25 (11): 17-19.
[6] CHEN D S, LU Q H, ZHAO Y. Laser-induced site-selective silver seeding on polyimide for electroless copper plating [J]. Applied Surface Science, 2006, 253 (3): 1573-1580.
[7] 凤仪, 袁海龙. 碳纳米管的化学镀银[J]. 功能材料, 2004, 35 (3): 317-319.
[8] 刘正春, 贺全国, 肖鹏峰, 等. 自组装化学镀银[J]. 化学学报, 2002, 60 (4): 627-632.
Study of electroless silver plating rate on stainless steel//
HE Yao-hua, LIU Jun, WANG Zhen-xia, WANG Ying-qin, HE Zhi-yong*
Electroless silver plating on the surface of 304 stainless steel was carried out with potassium sodium tartrate as reducing agent. The effects of bath composition, pH and temperature on plating rate were studied. The ideal process conditions were determined as follows: AgNO320 g/L, NH3·H2O 80 mL/L, KNaC4H4O6·4H2O 100 g/L, pH 12.5 and temperature 20 °C. Under the given conditions, the silver deposit is uniform, compact and well-adhered.
stainless steel; electroless silver plating; potassium sodium tartrate; plating rate
Institute of Surface Engineering, Taiyuan University of Technology, Taiyuan 030024, China
TQ153.16
A
1004 – 227X (2010) 09 – 0022 – 03
2010–05–21
大学生创新专项(09122025);山西省科技研究基金项目(2008012008-3);山西省研究生优秀创新项目(20081042);太原科技项目大学生创新创业专项(08122087)。
贺耀华(1978–),男,山西原平人,在读硕士研究生,主要从事不锈钢和钛合金表面改性研究。
贺志勇,教授,(E-mail) hezhiyong@tyut.edu.cn。
[ 编辑:吴定彦 ]
