纤维组分比例对玄武岩/聚丙烯复合材料力学性能影响研究
2010-08-28邱菊生钟智丽
邱菊生,钟智丽,石 磊,张 衡
(天津工业大学纺织学院,天津 300160)
纤维组分比例对玄武岩/聚丙烯复合材料力学性能影响研究
邱菊生,钟智丽,石 磊,张 衡
(天津工业大学纺织学院,天津 300160)
采用非织造加工工艺,将玄武岩纤维和聚丙烯纤维通过开松混合后梳理成网,然后按照一定的尺寸制成预制件,使用模压成型工艺制备玄武岩/聚丙烯复合材料,研究不同比例的玄武岩纤维和聚丙烯纤维对复合材料力学性能的影响,并通过数学方差分析方法确定了影响因素的显著性.结果表明:当玄武岩纤维和聚丙烯纤维的比例为30/70时,复合材料的拉伸、弯曲强度和模量达到最高,最大拉伸强度、弯曲强度分别为92.998 MPa和156.134 MPa,最大拉伸和弯曲模量分别为3.400 GPa和1.288 GPa.
玄武岩/聚丙烯;复合材料;拉伸性能;弯曲性能
玄武岩纤维是以天然玄武岩矿石为原料,将矿石破碎后加入熔窑中,经过高温熔融、澄清均化,熔化后的原料直接流入成形通路,拉制成纤维[1].玄武岩纤维具有耐高温、高强高模、耐腐蚀性好、导热系数小等许多优良的物理化学特点,已经成为当今世界研究开发的一个热点课题[2-3].同时,玄武岩纤维属于可自然降解的、价廉质轻的天然纤维,在工业中有着良好的应用前景[4-5].聚丙烯纤维是用石油精炼的副产物丙烯为原料制得的合成纤维,原料来源丰富,生产工艺简单,并具有强度高、耐磨损、耐腐蚀、相对密度轻等一系列优点.玄武岩纤维可以降解为土壤母质,聚丙烯纤维可以回收利用,因此玄武岩/聚丙烯复合材料在使用废弃后不会对环境造成二次污染,具有很大的开发潜力.本文研究以聚丙烯纤维为基体、以玄武岩纤维为增强体的热塑性复合材料,主要研究了玄武岩纤维所占比例对玄武岩/聚丙烯复合材料力学性能的影响.
1 实验部分
1.1 实验原料及性能
玄武岩纤维,采用光学投影法测得纤维的平均直径为7 μm,由浙江石金玄武岩纤维有限公司提供.对玄武岩纤维进行断裂强度测试,本实验所用仪器为HD-021型电子单纱强力仪,测试结果见表1.

表1 玄武岩纤维主要力学指标Tab.1 Main mechanical indicators of basalt fiber
聚丙烯纤维,颜色为本白色,直径为0.2 tex,卷曲数25个/cm,熔点为165℃,由江苏省泰州市晨光合成纤维厂提供.对聚丙烯纤维组进行断裂强度测试,本实验所用仪器为YG01A型纤维电子强力仪,测试结果见表2.

表2 聚丙烯纤维主要力学指标Tab.2 Main mechanical indicators of polypropylene fiber
1.2 实验仪器
在预制件的制作过程中使用了青岛市胶南针织机械厂的XFH型小和毛机和天津工业大学自制的罗拉锡林式梳理机,分别用于开松混合短切玄武岩纤维(短切长度为60mm)和聚丙烯纤维,梳理混合成网.
在复合材料的制作过程中使用了天津液压机厂的YTD71-45A塑料制品液压机,并在模压成型工艺中使用了PMR脱模剂(天津乐泰化工连锁超市提供),目的是为了使复合材料从液压机的上下模中脱落时,对其表面没有损害,从而使得复合材料的力学性能不受影响.
在测试复合材料的拉伸、弯曲性能时,使用了美国INSTRON3369型万能电子强力仪.
1.3 玄武岩/聚丙烯复合材料的制备
1.3.1 预成型件的制备
亚麻纤维在亚麻/PLA复合材料中的质量分数为35%左右时复合材料的力学性能最好[6-7],所以本实验采用的聚丙烯纤维和玄武岩纤维的质量比例分别为60/40、65/35、70/30、75/25和80/20.复合材料板的规格为(长×宽)320 mm×380 mm.实验中以定重192 g喂入纤维,则玄武岩纤维和聚丙烯纤维的喂入量分别按下式计算:
预成型件中纤维的质量(g)=预成型件设定的总质量(g)×纤维的质量分数(%)
由于玄武岩纤维在开松和混合梳理的过程中会有部分损失,因此在设计其重量时,根据预实验的结果在其理论参数的基础上加8 g,所以实验用玄武岩纤维的质量分别为84.8、75.2、65.6、56.0和46.4 g.
玄武岩纤维在复合材料中一般采用手动铺放,存在着铺放时不均匀的问题,而且在模压成型时,玄武岩纤维会随着聚丙烯熔体的流动而不稳定,使得复合材料的成型不均匀,从而影响复合材料的力学性能.为此,在本实验中将玄武岩纤维和聚丙烯纤维混合开松,混合梳理,这样玄武岩纤维就能够均匀地分布在成网中.混合开松的次数为3次,目的是为了使玄武岩纤维和聚丙烯纤维更好地混合而又不损伤纤维.再在梳棉试验机上将混合纤维进一步混合梳理成网,梳理次数以2次为宜.
1.3.2 复合材料的模压参数设计和模压成型
模压温度、模压时间和模压压力对复合材料的力学性能有着十分重要的影响.模压温度过高,聚丙烯基体容易缠身翘曲甚至裂解,使得聚丙烯纤维的性能变差,导致复合材料的力学性能下降.模压时间过短,聚丙烯纤维熔融不充分,不能很好地连接和包覆纤维;时间过长,容易造成聚丙烯基体的裂解,力学性能下降.模压压力对改善纤维网的热量传递,促进熔融纤维的熔体流动,增加纤维接触面积有显著作用.但是,压力过大,压紧纤维束,使纤维之间的缝隙减小,增加了聚丙烯熔体浸透纤维束的难度.因此,本文根据预实验设计了模压参数为:模压温度为195℃,预热时间为10 min,模压压力为10 MPa.
在YTD71-45A塑料制品液压机的上、下模板上分别涂覆PMR脱模剂,待脱模剂干燥后,将预成型件放入上、下模板之间.然后按照设计的参数进行模压成型.复合材料的模压成型工艺流程见图1.
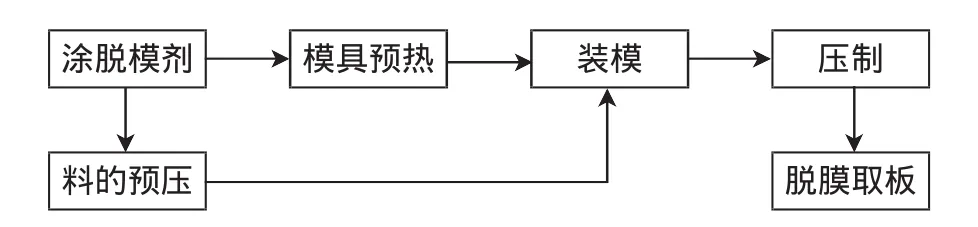
图1 复合材料的模压成型工艺流程图Fig.1 Composite molding process diagram
1.4 复合材料的性能测试
1.4.1 拉伸实验
采用美国INSTRON3369型万能电子强力仪进行测量.测试标准为GB1447-83《玻璃纤维增强塑料拉伸性能》[8].测试条件为:拉伸速度2 mm/min,温度25℃,湿度50%.
1.4.2 弯曲实验
采用美国INSTRON3369型万能电子强力仪进行测量.测试标准为GB1449-83《玻璃纤维增强塑料弯曲性能》[10].测试条件同上.
2 结果与讨论
2.1 力学性能
在玄武岩/聚丙烯复合材料中,作为增强体的玄武岩纤维是复合材料中载荷的主要承受体,玄武岩纤维的断裂强度对复合材料的力学性能起着决定性的作用.聚丙烯纤维具有低熔点的特点,在经过热压后,使纤维和纤维之间的粘结力加强,从而使得复合材料的力学性能得到很大程度的增强.分别对不同比例的复合材料进行拉伸和弯曲性能的测试,测试结果如图2~图5所示.

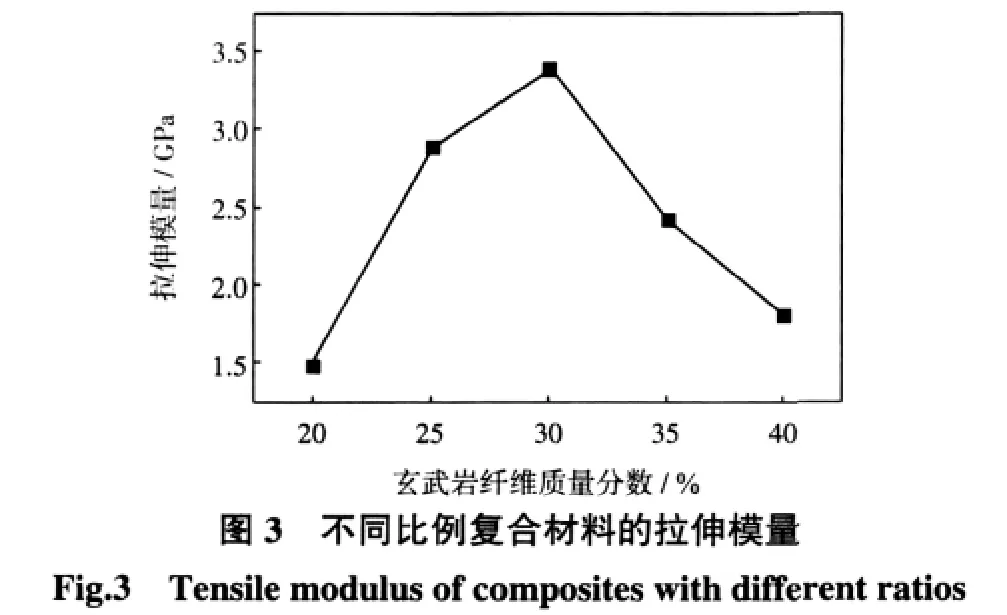
从图2、图3中可见,当玄武岩纤维和聚丙烯纤维的比例为40/60的时,复合材料的拉伸强度和拉伸模量都为最小.随着玄武岩在复合材料中比例的增加,复合材料的拉伸强度和拉伸模量不断地增强.但是当玄武岩纤维和聚丙烯纤维的比例为30/70时,复合材料的拉伸强度和拉伸模量达到最大值.然而,当两者的比例低于30/70时,复合材料的拉伸性能反而会因为玄武岩纤维含量的增加而逐渐降低.
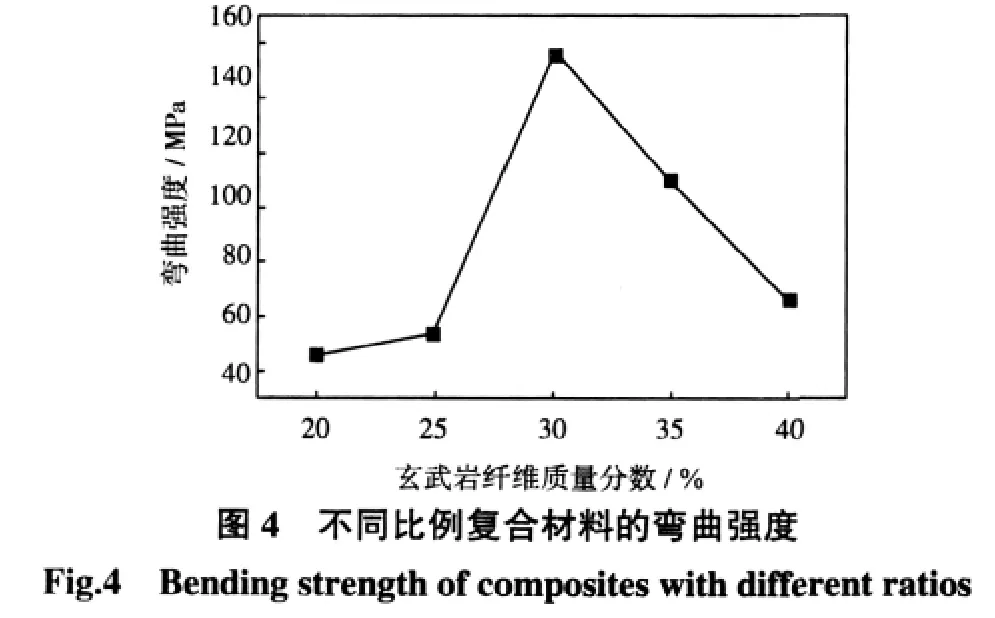
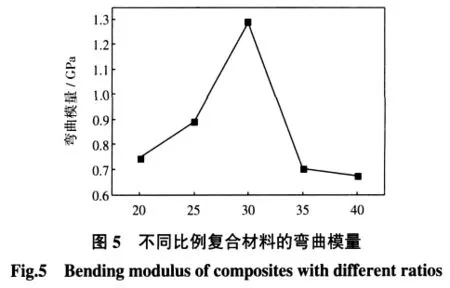
从图4、图5中可见,当玄武岩纤维和聚丙烯纤维的比例为40/60时,复合材料的弯曲强度和弯曲模量也是最小的.随着玄武岩纤维在复合材料中的含量逐渐增加,复合材料的弯曲强度和弯曲模量也渐渐地增加.直到玄武岩纤维和聚丙烯纤维两者的比例为30/70时,复合材料的弯曲强度和弯曲模量达到最大值.当继续增加玄武岩纤维在复合材料中的比例时,复合材料的抗弯曲性能却又出现不断降低的趋势.
2.2 方差分析
为了检验复合材料纤维组分比例是否是影响其力学性能的一个显著因素,根据实验结果对其进行方差分析,见表3~表6.
由表3~表6可见,玄武岩/聚丙烯复合材料的拉伸、弯曲性能受到玄武岩纤维与聚丙烯纤维的质量比例的显著影响,复合材料的拉伸和弯曲性能随着增强体玄武岩纤维含量的增加而增强,但并不是一直随着增强体玄武岩纤维含量的增加而增强,而是在玄武岩纤维和聚丙烯纤维的质量比例达到30/70前,复合材料的拉伸和弯曲性能随着玄武岩纤维含量的增加而增强;但当两者的质量比例超过30/70后,复合材料的拉伸和弯曲性能又逐渐降低,只有在玄武岩纤维和聚丙烯纤维的质量比例为30/70时,复合材料的力学性能才达到最佳.产生这种现象的主要原因是,在拉伸和弯曲实验时,裂纹首先从试样底部产生.随着作用力的增加,裂纹沿着试样截面逐渐扩展.在试样断裂的过程中,不仅仅要破坏聚丙烯基体,还要破坏玄武岩和基体之间的界面.

表3 纤维组分对复合材料拉伸强度的方差分析表Tab.3 Variance analysis of tensile strength of composites
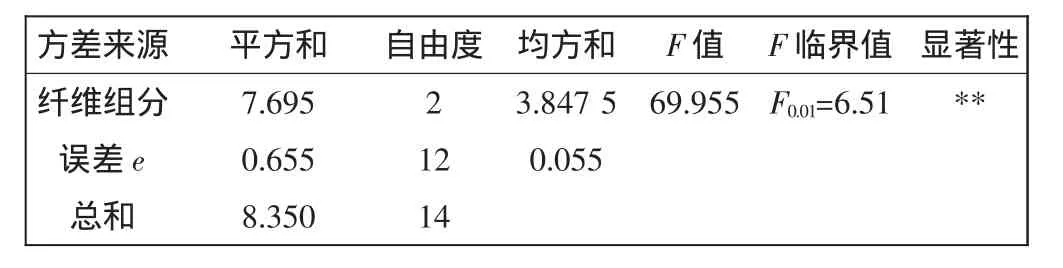
表4 纤维组分对复合材料拉伸模量的方差分析表Tab.4 Variance analysis of tensile modulus of composites
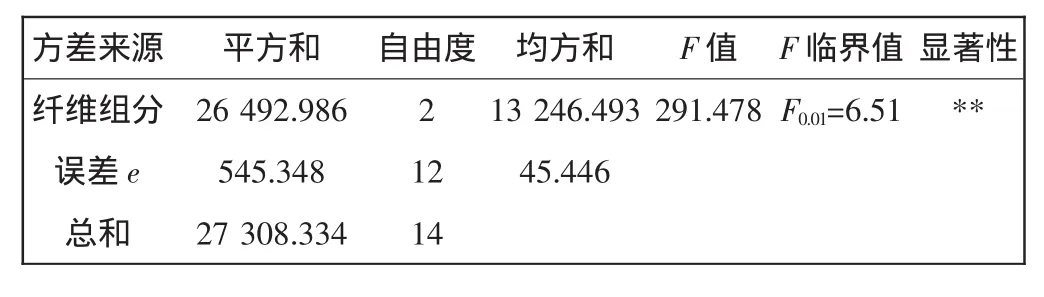
表5 纤维组分对复合材料弯曲强度的方差分析表Tab.5 Variance analysis of bending strength of composites
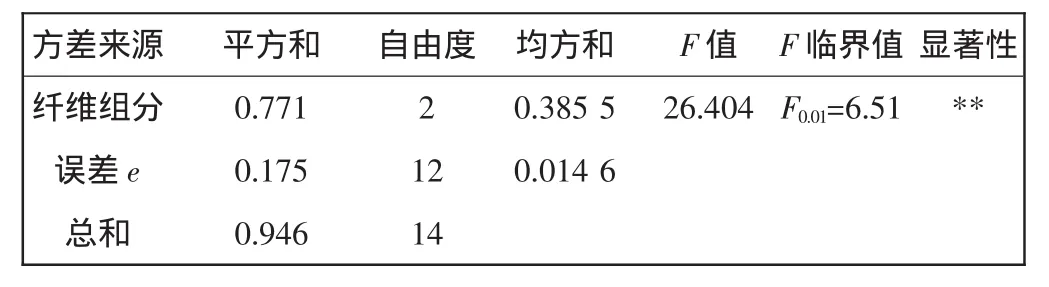
表6 纤维组分对复合材料弯曲模量的方差分析表Tab.6 Variance analysis of bending modulus of composites
当玄武岩纤维的含量没有达到30%时,聚丙烯纤维的质量过多,熔融后的聚丙烯纤维能够包覆所有的玄武岩纤维,而被包覆的玄武岩纤维又能够完全被包覆,形成很好的包覆效果,这时复合材料的力学性能主要受到其中增强体玄武岩纤维含量的影响,自然会随着玄武岩纤维的质量比例的不断增加而增强;当玄武岩纤维和聚丙烯纤维的质量比例达到30/70时,复合材料的力学性能达到最强.这是由于此时熔融后的聚丙烯纤维的质量能够恰到好处地包覆所有的玄武岩纤维,而且形成的包覆效果也很好,两者的比例达到最优;当玄武岩纤维和聚丙烯纤维的比例超过30/ 70这个比例的时候,则出现了复合材料的力学性能随着玄武岩纤维含量的增加而下降的趋势.这时复合材料的力学性能主要取决于熔融的基体包覆增强体的能力.复合材料的力学性能之所以会出现下降趋势,则是因为当玄武岩纤维和聚丙烯纤维的比例超过30/ 70时,玄武岩纤维在复合材料中所占比例过大,使得熔融后的聚丙烯不能够包覆所有玄武岩纤维,而被包覆的玄武岩纤维的包覆效果又不是很好,甚至过量的玄武岩纤维在复合材料中以游离或简单的堆积状态存在,那么聚丙烯纤维就不能够形成很好的握持玄武岩纤维的效果,起不到强有力的支撑作用,这在很大程度上就势必会影响复合材料的拉伸和弯曲性能,使其力学性能产生下降的趋势.
3 结论
在模压温度、模压时间、模压压力相同的条件下,研究玄武岩纤维和聚丙烯纤维的组分对其复合材料性能影响,可以得到以下结论:
(1)采用方差分析法,确认玄武岩纤维和聚丙烯纤维的比例对复合材料的拉伸、弯曲性能有着显著的影响.
(2)当玄武岩纤维和聚丙烯纤维的比例为30/70时,玄武岩/聚丙烯复合材料的拉伸和弯曲性能都达到最佳,此时拉伸和弯曲强度分别为92.998 MPa和156.134 MPa,拉伸和弯曲模量分别为3.400 GPa和1.288 GPa.
[1]闰全英.玄武岩纤维制备的热工机理和材料研究[D].哈尔滨:哈尔滨工业大学,2000.
[2]陆 青,周 华,梁海川,等.玄武岩纤维的研究与应用[C]//第六届功能性纺织品及纳米技术研讨会论文集.2006.
[3]胡显奇,陈绍杰.世界复合材料的发展趋势以及连续玄武岩纤维的发展商机[J].高科技纤维与应用,2005,30(3):9-12.
[4]郑 融,冼杏娟,叶颖薇,等.黄麻纤维/环氧复合材料及其性能分析[J].复合材料学报,1995,12(1):18-24.
[5]钟智丽,刘华武.提高玄武岩长丝可织性的研究[J].产业用纺织品,2008(2):33-36.
[6]张文娜,李亚滨.聚乳酸/亚麻复合材料的制备与性能研究[J].天津工业大学学报,2008,27(10):42-45.
[7]OKSMAN K,SKRIFVARS M,SELIN J F.Natural fibers as reinforcement in polylactic acid(PLA)composites[J].Composites Science and Technology,2003,63(9):1317-1324.
[8]国家标准总局.GB14447-83玻璃纤维增强塑料拉伸试验方法[S].北京:中国标准出版社,1984.
[9]国家标准总局.GB1449-83玻璃纤维增强塑料弯曲试验方法[S].北京:中国标准出版社,1984.
Research on influence factors on mechanical properties of basalt/polypropylene composites
QIU Ju-sheng,ZHONG Zhi-li,SHI Lei,ZHANG Heng
(School of Textiles,Tianjin Polytechnic University,Tianjin 300160,China)
The effects of proportion of basalt fiber to polypropylene on mechanical properties of basalt/polypropylene composite is studied.Nonwoven processing was used to open and comb basalt short-cutting fibers and polypropylene.Then the two kinds of fibers were made into pre-formed pieces which were made into composite material by molding.Variance analysis was used to determine the significance of the effect.The result showed that the tensile property and bending property could be best while the proportion of basalt fiber to polypropylene was 30/70.The maximum tensile strength and bending strength was 92.998 MPa and 156.134 MPa,and the maximum tensile modulus and bending modulus was 3.400 GPa and 1.288 GPa.
basalt/polypropylene;composite material;tensile property;bending property
book=1,ebook=20
TS102.41;TS102.526
A
1671-024X(2010)01-0023-04
2009-09-17 基金项目:天津市自然科学基金资助项目(05YFJMJC13000)
邱菊生(1985—),男,硕士研究生.
钟智丽(1962—),女,教授,博士,硕士生导师.E-mail:zhong_zhili@yahoo.com.cn
