简易滴丸装置制作设计的比较分析
2010-01-24董艳辉马春娟武子敬
董艳辉,马春娟,武子敬
(通化师范学院 制药与食品科学系,吉林 通化 134002)
滴丸剂是指固体或液体药物与基质加热熔化混合后,滴入不相混溶的冷凝液中,由于液滴在冷凝液中受界面张力作用而收缩成丸的一种制剂.其主要特点是:疗效迅速、生物利用度高、副作用小;液体药物可制成固体滴丸,便于服用和运输等特点.根据需要可制成内服、外用、缓控释或速释等多种类型滴丸剂;还可以通过滴丸技术有效解决难溶性药物的溶出度问题.因此,滴丸剂正逐渐引人注目,具有良好的发展前景.根据滴丸的制备特点,国内已成功研制出了应用于生产的滴丸设备,产品的性能有了很大改善,但用于教学实验研究的简易滴丸设备相对造价较高,这就限制了滴丸剂实验教学研究的进一步发展.为此,本着制备装置组装简单、操作简便原则,设计了适合实验室使用的简易滴丸装置.
1 设计思路
滴丸装置的设计主要包括主机与辅助系统两部分,主机分为上、中、下三部分,上面部分为高温滴注系统,中间部分为低温冷却成型系统,下面部分为低温冷却及集丸系统,将以上三部分设计成相对独立并可调节的形式,可有效地解决设备中同时出现的高温(加热熔融)和低温(冷却)的关键问题.辅助系统分制冷与循环系统两部分,其主要功能是冷却经集丸后的液体并使其循环回冷凝筒中重复使用,以保证滴制能连续进行.
2 设计结果
根据以上设计思路高温滴注系统采用注射器或球形冷凝管加自制滴头.冷却成型系统采用大量筒或直型冷凝管.冷却集丸系统直接采用量筒或平底烧瓶.辅助系统采用冰浴槽,可形成梯度冷却.设计简易装置结果见图1、2、3.
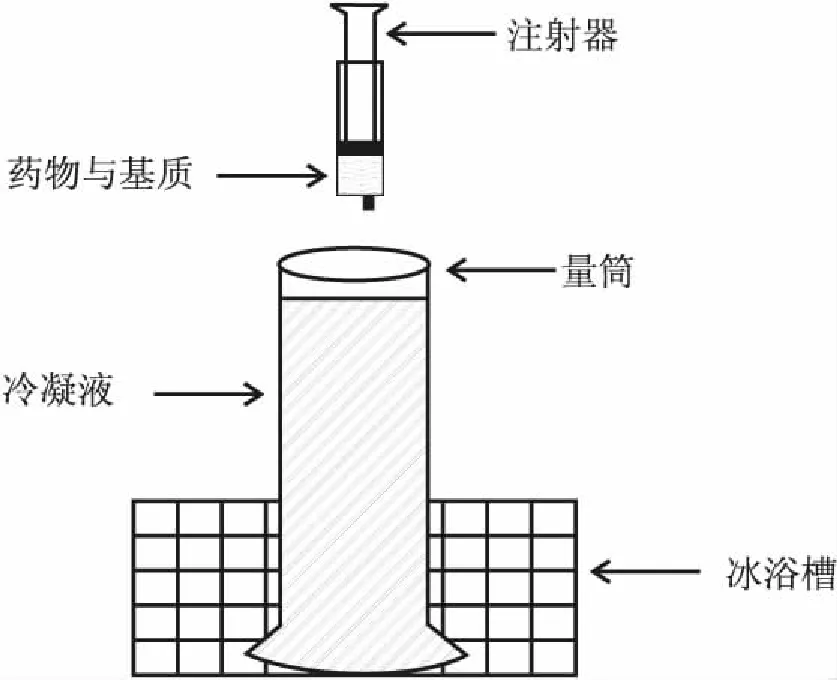
图1 方案一装置图

图2 方案二装置图
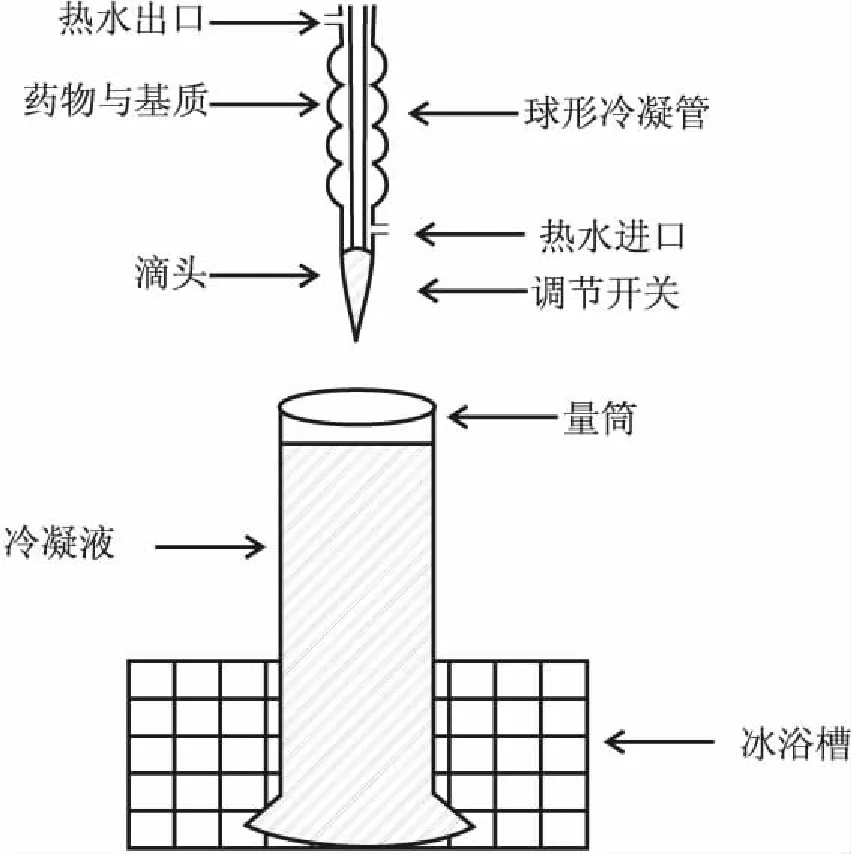
图3 方案三装置图
3 滴丸装置的验证
3.1 滴丸制备方法
药物与基质经熔融后进入料罐内,保持搅拌,使之受热均匀并不沉淀,温度一般控制在80 ~90℃内.滴制开始时,物料从滴头间断地滴出并进入冷凝筒内,被冷凝液迅速冷却,成丸,丸液经分离后滴丸留在集丸器内,取出,洗丸,干燥,即得.
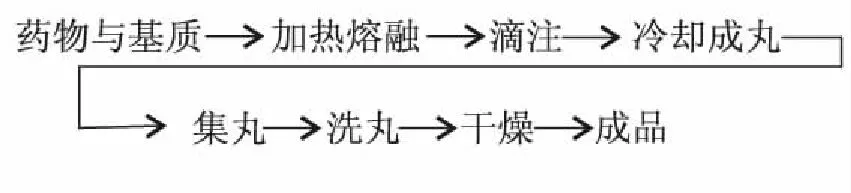
图4 滴丸的工艺流程图
3.2 滴丸制备
将冷凝液导入低温冷却体系中,然后将药物溶解、乳化或悬浮于适宜的熔融基质中,充分搅拌,倒入高温滴注体系中,待基质中气泡溢尽,调节滴出口开关,使滴出速度控制为50~70滴/min,滴入盛有冷却的冷凝液的低温冷却体系中,冷凝成丸后,滴入冰浴槽中的平底烧瓶内,滴制完毕,静置30min,再用毛边纸吸去黏附于滴丸的冷凝液,干燥即可.
3.3 冷凝液
冷凝液的温度在滴丸的制备中非常重要.绝大多数滴丸的制备冷凝液的温度要求很低,一般在20℃左右,这在实验中很难控制,根据多年的经验我们先将冷凝液放冰箱内冷藏12 h后(4℃左右)再应用,将冷凝液温度控制在10℃左右,就可以使滴丸充分收缩,冷凝成型.即降低了操作的难度,又可以较好的完成制备实验.
3.4 滴头与冷凝液面间的距离
滴头与冷凝面之间的距离对丸形也有一定的影响.如果距离较大,液滴容易被跌散而产生细粒,或者液滴被撞击扁平状;如果它们之间的距离太小,液滴来不及收缩进入冷凝液,滴丸不能很好地成型.经过多次的实验证明选用6cm的滴距效果最佳.
3.5 冷凝液上部的温度
冷凝面上部的温度对滴丸形状也有一定的影响.刚滴出的滴丸到达冷凝面时常常被砸成扁圆状,并带有空气进入冷凝液,在冷凝液中下降的同时逐渐收缩成圆球形并逸出所带入的气泡.如果冷凝液上部的温度过低,液滴冷凝过快,滴丸未完全收缩之前就凝固了,导致滴丸不圆整,且气泡尚未逸出,在滴丸表面形成空洞,或者逸出的气泡带出少量药液冷凝后形成拖尾,或者又收缩成一个微小的颗粒,形成子母丸.所以冷凝液上部的温度我们控制在35~40℃之间,使滴丸有充分的收缩和释放空气的机会,这样制备出的滴丸圆整度好.但冷凝液的温度也不能太高,否则会增加冷凝液对液滴的溶解分散并使其成型不好,影响圆整度.
4 讨论
滴管的口径大小直接影响滴丸的大小,因此在滴制过程中根据丸重的大小,采用滴口直径为1.3~1.4 mm,其滴制的滴丸重量符合要求;冷却设备高度不够,滴制过程中滴速过快,易使滴丸产生链球状或哑铃状,且在接丸器中粘连,结团.因此加长了冷凝柱的高度,采用了90~100cm的冷凝柱冷凝,延长了滴丸在冷凝柱中的运行时间,有利于滴丸收缩成型;接丸器外为冰浴槽,内盛冰盐块,这样就形成了梯度冷却,可有效避免滴丸形成过程中拖尾现象.
方案一装置药液的保温是在装置外完成,装置温度不易控制,温度低,药液的黏滞度大,滴制速度慢,丸重增加,丸重差异大;温度高,药液变稀,滴制口滴出的药液成线状,而非滴状.采用注射器进行滴制,不易控制滴速,且混融液较粘稠,容易堵塞针栓.方案二、三装置药物与基质的混融液在装置内利用超级恒温保温器保温,这样容易控制保温温度,制备出的滴丸丸重较为理想,丸重差异小.采用带有调节开关的滴管进行滴制,这样可根据丸重的大小自行拉制滴口口径不同的滴管,比较容易控制滴速.方案一、三装置冷却系统温度不易控制,制备时间稍长温度即会随之升高,方案二装置装置冷却系统温度主要依靠外部循环冷凝水控制,温度容易控制在较低的条件,利于滴丸成型.因此方案二为最佳设计方案.
参考文献:
[1]范碧亭,中药药剂学[M].上海:上海科学出版社,1997.
[2]毕殿洲.医药数理统计方法[M].第3版.北京:人民卫生出版社,1992:172.
[3]栾立标,朱家碧.布洛芬滴丸剂的研制及体外溶出度[J].中国医药工业杂志,2000,31(9):399.
[4]魏玉平,刘俊.头疼舒滴丸的成型工艺研究[J].中国实验方剂学杂志,2002,6(4).
[5]朱如彩,谢昭明,李顺祥.舒心滴丸成型工艺研究[J].中成药,2002,24(4):249.
[6]窦新,王蕾.苯巴比妥滴丸的制备及其生物药剂学研究[J].天津医药,2003,15(6):47.
[7]王艳平,孟庆标.滴丸剂的特点及应用[J].中国中药杂志,2002,27(12):201.
