用单片机测控压机磁吸电流的研究
2009-05-25李睿
李 睿
摘要本文主要介绍了一种应用于压机的新型单片机磁吸电流测控装置。
关键词单片机;模芯磁吸电流 ;压机
1前 言
压机是建陶企业的关键设备之一,它的运行状况与企业的生产密切相关,因而也直接关系到企业的经济效益。压机故障原因复杂,而模芯磁吸故障是造成总成损坏、压机长时间停机的严重故障之一。
目前国产压机的磁吸电流检测手段尚不够成熟,主要还是采用电流继电器等传统器件,该方法较简易,其可靠性不高、动作时间较长且电流调整不便,往往达不到保护模具及总成的目的。
单片机是大规模集成电路技术发展的产物,其所独具的嵌入性能及可靠性高、速度快、体积小、价格低等特点,使其比传统测控系统具有无可比拟的优越性。
笔者经反复试验,用单片机开发出一种压机磁吸测控板,经近一年上机运行,证明其性能先进可靠。
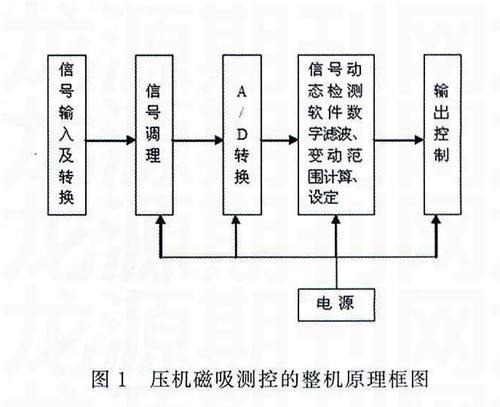
2整机方案
整机方案图如图1所示,为保证检测的可靠性,采用检测电阻作为检测元件。控制输出采用直流继电器加发光二极管的形式,不仅能输出压机PLC控制信号,还能显示故障内容及装置本身的状态。
正常工作范围的设定采用机器自动计算的形式,具有可靠、无需人工干预的特点。
输入部分采用软件数字滤波,保证读入数据的可靠性。超限判断采用软件目标值比较的形式。
为安全起见,目标值设定采用人工判别加按钮输入的形式。同时,程序对采样值设定上下极限,如果采样值超出极限范围,则不予输入。此外,本装置还具有自检功能。
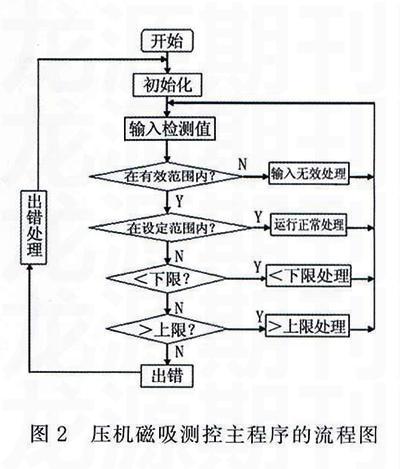
3程序设计
主程序流程如图2所示。为保证采样的实效性,及时读取A/D转换结果,采样采用中断的方式。A/D每转换完一次,即中断主程序一次,采入新检测值。
为保证目标值的准确性,排除干扰,目标值设定采用人工点压按钮的形式。当确认显示值在正常范围内时,用手按一下“SET”按钮,即将目标值输入,为自动计算控制范围提供条件。
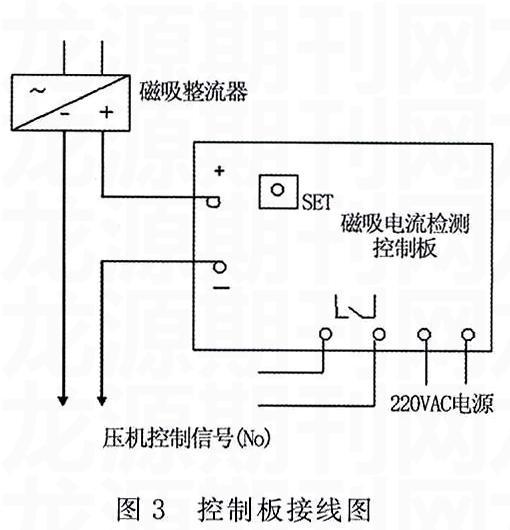
4安装使用
测控板的安装接线如图3所示。需要注意的是输入部分有“+”、“-”两端,安装时要保证电流从“+”端流向“-”端,同时,继电器输出线与交流电源线切不可接错。
安装完毕并检查确保无误后,接通电源,此时“+6v”、“+5v”、“-5v”及绿色发光二极管应全亮,表明电源正常。同时,“OK”、“>”、“<” 及发光二极管应慢闪动,表明机器处于未设定状态。此时,如果吸磁正常,板子左上角8只发光二极管即成比例显示吸磁电流大小,如电流大小合适,用手点按一下“SET”按钮,机器即进入自动检测状态。二极管发光情况与机器状态对应情况见表1。
备注:如果机器工作不正常,在电源工作正常的情况下,先点一下“RESET”键,然后点一下“SET”键即可`恢复正常工作。
5结 语
经过近一年的实际运行,该装置性能先进、工作可靠,达到设计要求。可用来对旧国产压机磁吸控制柜进行改造,也可与新压机安装配套使用。当然,该装置定有不足与待改进之处,需要继续接受生产实践的检验,也欢迎广大读者批评指教。
