异叶南洋杉木材机械加工性能评价
2023-12-10韦鹏飞刘衡唐庆符韵林
韦鹏飞 刘衡 唐庆 符韵林
(1. 广西壮族自治区南宁树木园 广西南宁 530031;2. 广西大学林学院 广西南宁 530004)
异叶南洋杉(Aracaria heterophylla),南洋杉科(Araucariaceae)南洋杉属(Araucaria Juss)乔木,原产于大洋洲、南美洲等热带、亚热带地区,目前,我国广东、广西等地均有引种栽培[1-2]。异叶南洋杉树高可达60~70 m,胸径可达1 m 以上,其木材呈浅黄褐色,具有淡淡的杉木气味,纹理通直,材性优良,在澳洲和南非等原产地多用于建筑、家具、薄木贴面等领域,树皮还可提取松脂[3],但在我国主要作为庭院树[4-5]。近年来,我国关于异叶南洋杉的研究主要集中于苗木培育[6]、引种繁殖[7-9]、木材材性[10-11]等方面,关于其木材机械加工性能的研究尚未见有报道。木材机械加工性能是衡量木材利用的重要参考依据,对木材的合理利用具有重要实际意义。因此,本文以异叶南洋杉人工林木材为研究对象,对其刨削、砂削、铣削、钻削、开榫等5 项机械加工性能展开研究,并进行评价分析,为异叶南洋杉木材的合理高效利用提供技术支撑。
1 材料与方法
1.1 材料
异叶南洋杉取自广西壮族自治区南宁树木园,平均胸径为31.6 cm,气干密度为0.402 g/cm3,气干状态含水率为13.5%。样木伐倒后取1.3~3.3、5.3~7.3 m 处木段用于试样加工,尺寸和数量见表1。
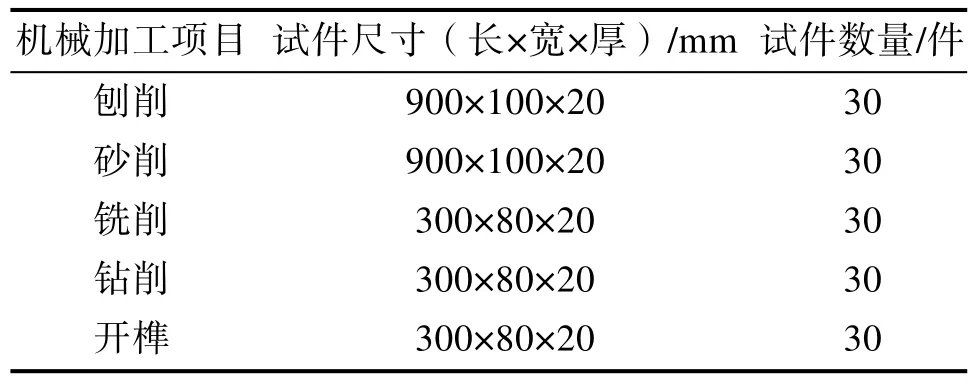
表1 试件尺寸及数量
1.2 方法
1.2.1 刨削加工 采用MB504 型木工平刨床进行刨削加工。依据LY/T 2054-2012《锯材机械加工性能评价方法》,刨削设定3 个进料速率,结合实际情况和设备条件,设置进料速度分别为7、10、16 m/min,一次刨削深度为1.6 mm,主轴转速为5 300 r/min,刀具数量为3,刨刀楔角为30°,一次刨削一个面,分别进行3 次刨削。实验前对刀具进行刃磨,以消除刀具磨损对刨削加工性能的影响。
1.2.2 砂削加工 采用SRRP6300 型宽带砂光机进行表面砂光处理。依据LYT 2054—2012《锯材机械加工性能评价方法》,进料速度为6 m/min,砂削厚度为0.6 mm,分别采用磨料粒度为120 目和80 目砂带进行砂光。随机抽取3 块砂光后试件,每块试件随机选取6 个点对砂光表面进行表面粗糙度测试,取平均值。
1.2.3 铣削加工 采用MX5317 型立式双轴木工铣床进行成型铣削。依据LYT 2054—2012《锯材机械加工性能评价方法》, 主轴转速为6 000 r/min,铣削深度为1.6 mm,进料速度适宜,采用新刃磨的铣刀进行测试加工以避免撕裂木材。顺纹理方向一次铣削成型。
1.2.4 钻削加工 采用Z4013A 型台式钻床进行开钻孔。依据LYT 2054—2012《锯材机械加工性能评价方法》,采用直径为25 mm 的单螺纹麻花钻,主轴转速为486 r/min,进料速度适宜,每个试件上钻2 个通孔,采用新刃磨的锐利刀具进行加工以保证钻头正常切割试件避免撕裂木材。在钻削过程中,应在试件下方加置垫板,并保证试件与垫板接触紧密,每钻削一次应移动垫板位置,以保证能加工成通孔。
1.2.5 开榫加工 采用MZ1610 型方眼机进行开榫处理。依据LYT 2054—2012《锯材机械加工性能评价方法》,采用边长为12.5 mm 的空心凿,主轴转速为2 840 r/min,每个试件上进行两次榫眼加工,采用新刃磨的锐利刀具进行开榫测试加工。在开榫加工时,应在试件下方加置垫板,并保证试件与垫板接触紧密。加工时尽可能使榫眼两边与木材纹理垂直,另外两边平行于木材纹理,加工贯通榫眼。
1.2.6 机械加工性能等级评价 记录各项加工缺陷的主要类型及其程度,并对加工后的试件依据LYT 2054—2012《锯材机械加工性能评价方法》将加工质量按以下五级划分方法进行评价。
1 级:优秀,无缺陷,记5 分;2 级:良好,轻微缺陷,记4 分;3 级:中等,较大面积的缺陷,记3 分;4 级:较差,深、大的缺陷,难以消除;记2 分;5 级:极差,出现试件报废或严重的缺陷,记1 分。
1.2.7 综合机械加工性能评价 参照LYT 2054—2012《锯材机械加工性能评价方法》,计算分析异叶南洋杉的刨削、砂削、铣削、钻削、开榫等5 项机械加工性能。刨削和砂削等级1 为达标,铣削、钻削等级1 和2 为达标,开榫等级1、2、3 为达标。并依据表2 划分各项机械加工性能质量等级。

表2 各项测试质量等级划分标准
根据上述加工工序在木材机械加工中的重要性,刨削、砂削、铣削的加权数为2,钻削和开榫的加权数为1,每个机械加工项目质量级别乘以其对应的加权数,最后将各项结果相加即为总分。通过总分比较木材的机械加工综合性能,此处5 项机械加工项目质量总分为40。
2 结果与分析
异叶南洋杉的各项机械加工性能测试结果见表3。

表3 异叶南洋杉机械加工性能质量等级值
2.1 刨削性能
由表4 可知,当进料速度为7 m/min 时(测试条件1),异叶南洋杉木材刨削1、2、3、4、5级试样占比分别为30%、70%、0、0、0;当进料速度为10 m/min 时(测试条件2),异叶南洋杉木材刨削1、2、3、4、5 级试样占比分别为10%、80%、10%、0、0;当进料速度为16 m/min 时(测试条件3),异叶南洋杉木材刨削1、2、3、4、5级试样占比分别为0、50%、30%、20%、0。随着进料速度的增加,各试件刨削性能下降,在进料速度为7 m/min 时,刨削性能最好。因此,异叶南洋杉木材进行刨切加工时,进料速度宜选用7 m/min。异叶南洋杉木材刨削的质量等级为4.3,属于优等。
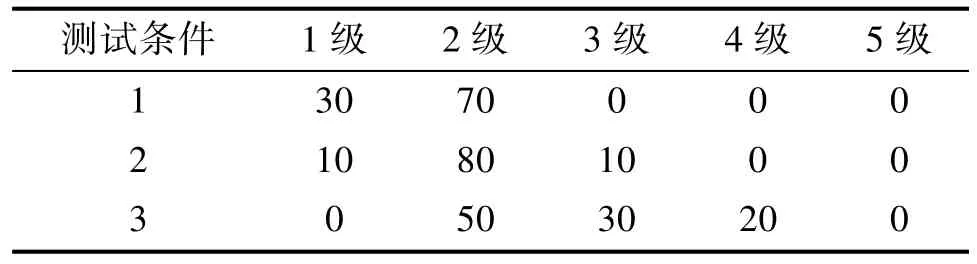
表4 刨削处理木材各等级占比 单位:%
异叶南洋杉木材在刨削加工时产生的缺陷主要是毛刺、毛刺沟痕和压痕等,可能是因为刨刀钝化导致的,故在刨削加工过程中要保持刨刀的锋利。
2.2 砂削性能
由表5 知,当砂带目数为80 目时(测试条件1),异叶南洋杉木材砂削1、2、3、4、5 级试样占比分别为40%、60%、0、0、0;当砂带目数为120 目时(测试条件2),异叶南洋杉木材砂削1、2、3、4、5 级试样占比分别为47%、53%、0、0、0。表面粗糙度的测试结果表明,测试条件2 的表面粗糙度优于测试条件1。随着砂带目数的增加,各试件砂削性能升高,在砂带目数为120 目时,砂削性能最好。因此,异叶南洋杉木材进行砂削加工时,砂带目数宜选用120 目。异叶南洋杉木材砂削的质量等级为4.5,属于优等。
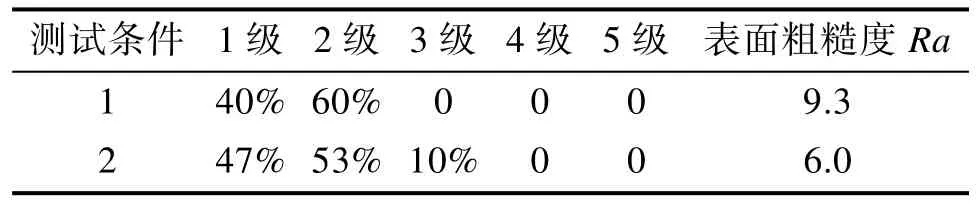
表5 砂削处理木材各等级占比
砂削能有效消除上一道加工工序刨削所产生的加工缺陷,但是由于木材自身因素和加工参数影响,仍然会有加工缺陷产生。本次实验中,异叶南洋杉木材砂削加工质量较好,产生缺陷类型为表面绒毛,这是因为木材砂光时,木材纤维部分与表面分离所形成的。
2.3 铣削性能
异叶南洋杉木材试样的铣削性能分为3 级:2级、3 级和4 级占比分别为19%、30%和51%;木材的质量达标率为19%,质量等级值为2.7,属于中等。异叶南洋杉的铣削性能不理想,是因为其木材材质轻,纹理直而结构粗,强度弱,容易产生表面纤维未能完全分离现状,造成加工表面不光滑,影响铣削质量。
2.4 钻削性能
钻削是木材加工中一种常用的加工方法,是用钻头或者扩孔钻在钻床上加工出孔,操作简便,应用广泛。异叶南洋杉木材试样的钻削性能分为3 级:3 级、4 级和5 级占比分别为7%、67%和26%;木材的质量达标率为0%,质量等级值为1.8,属于劣等。
异叶南洋杉的钻削缺陷类型主要是毛刺和毛刺沟痕,并且缺陷集中在孔的下边缘,在内壁粗糙度上,其木材内壁粗糙度相当大,甚至可见木纤维撕裂,这也导致了其质量分级多集中在4 级。缺陷产生的原因可能是因为采用了麻花钻,对于异叶南洋杉木材应选择圆形沉割刀中心钻。
2.5 开榫性能
榫卯结构是我国古代家具中常用的接合方式,是我国古代的智慧结晶。开榫是根据部件尺寸开出榫头和榫眼,以便进行部件之间的接合,需要有一定的装配精准度。异叶南洋杉木材试样的开榫性能分为3 级:2 级、3 级和4 级占比分别为37%、62%和1%;木材的质量达标率为99%,质量等级值为3.4,属于中等。
异叶南洋杉木材开榫加工的主要缺陷是毛刺、毛刺沟痕,且多发生在孔的下边缘。刀具切削方向与木材纹理垂直时由于切削阻力大,容易造成缺陷产生,加工表面质量较差,切削方面与木材纹理平行时可以得到较好的加工表面质量。
2.6 机械加工综合性能评价
参照LY/T 2054—2012《锯材机械加工性能评价方法》标准,结合每个加工项目达标率和对应等级,通过加权计算得到各项目得分,并将其相加得到不同树龄大花序桉木材机械加工性能总分(表6),其中刨削选取测试条件1 结果计,砂削选取测试条件2 结果计。在本试验条件下,异叶南洋杉木材的综合机械加工性能评分为16 分,机械加工性能不够理想,低于米老排(Mytilaria laosensis)、黑木相思(Acacia melanoxylon)、火力楠(Michelia macclurei)、香樟(Cinnamomum camphora)、核桃楸(Juglans mandshurica)、鹅掌楸(Liriodendron chinense)和银杏(Ginkgo biloba)等树种[12-16],与杨木(Populus)和辐射松(Pinus radiata)的机械加工性能相近[17],可能是因为异叶南洋杉、杨木和辐射松相较于阔叶材硬木,其密度较低,需采取特定的机械加工工艺,因此在异叶南洋杉加工时应注意优化加工工艺以提高机械加工性能。

表6 异叶南洋杉木材机械加工性能综合评分
3 结论
随着进料速度的增加,异叶南洋杉木材的刨削性能下降,在进料速度为7 m/min 时,刨削性能最好。因此,异叶南洋杉木材进行刨切加工时,进料速度宜选用7 m/min。随着砂带目数的增加,异叶南洋杉木材的砂削性能升高,在砂带目数为120 目时,砂削性能最好。因此,异叶南洋杉木材进行砂削加工时,砂带目数宜选用120 目。
异叶南洋杉木材的刨削和砂削加工性能为优等,铣削和开榫加工性能为中等,钻削加工性能为劣等。
异叶南洋杉木材的综合机械加工性能等级值为3.3,属中等,综合机械加工性能评分16 分,机械加工性能不理想,后续研究应着重于异叶南洋杉木材机械加工工艺的优化,以提高其机械加工性能,使其木材得到更好、更合理的利用。
