发动机盖内板材料利用率提升方案探讨
2023-06-25王国峰杨瑞猛孙华生孟宇轩王礼昌
王国峰,杨瑞猛,孙华生,孟宇轩,缴 平,王礼昌
(浙江吉利汽车集团制造工程(ME)中心,浙江 宁波 315336)
0 引言
随着汽车市场竞争的激励,白车身作为整车的重要组成部分,面临的成本压力也越来越大。在整车制造的成本中,白车身成本占比较大,而汽车冲压件的材料利用率对白车身成本的影响巨大,如何最大化、最有效地提升冲压件的材料利用率,对降低白车身制造成本有显著作用。经过对某A级轿车白车身材料利用率的统计,冲压件材料利用率每提升2 个百分点,约减少100 元的原材料费,现对汽车发动机盖内板的材料利用率提升工艺方案进行探讨。
1 发动机盖内板冲压工艺
发动机盖内板结构如图1 所示,其周圈是包边面,中间一般设计较大的减轻质量的孔。受零件结构限制,中间减轻质量的孔大且多,导致零件的材料利用率偏低。发动机盖内板常见的冲压工艺为:①拉深;②修边冲孔;③修边冲孔;④整形。其中工序②~工序④可根据零件结构的不同进行工序间内容的调整,现主要对与材料利用率有关的拉深工序进行探讨。
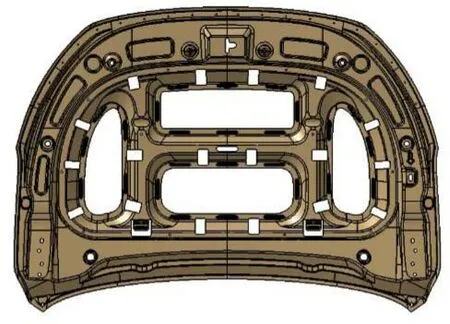
图1 发动机盖内板
2 材料利用率提升探讨
根据拉深工艺的特点进行分析,决定零件材料利用率的因素有拉深工艺造型的深度、拉深筋的设置、板料的形状及大小、拉深工艺采用封闭拉深还是开口拉深等。
(1)优化拉深深度。对零件周边型面增加余料,提高压料面,确保CAE 分析指标在满足要求的前提下,降低拉深深度。发动机盖内板拉深数模如图2 所示,根据拉深材料流动量分析,以A-A截面处为例,初始工艺造型深度设定为25 mm,通过对拉深造型的调整,拉深深度逐步减小到10 mm,经过CAE分析,各项指标满足要求。

图2 拉深数模
(2)优化工艺补充。在满足工艺要求的情况下,分析拉深工艺补充位置的材料利用率的决定点,即板料最大的尺寸位置,该位置的工艺补充做到足够小,如图3所示,将B、C 两处的工艺补充做到零件轮廓以外最大5 mm。
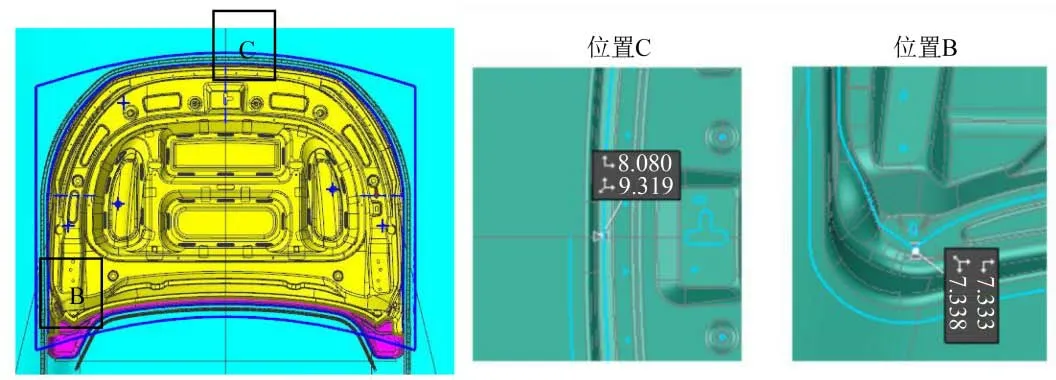
图3 拉深工艺补充优化
(3)板料形状优化。发动机盖内板前后侧呈圆弧形,传统的拉深工艺采用方形料进行冲压,这也是材料利用率偏低的原因之一,经过分析对比,采用弧形料的材料利用率提升4.2%,如图4 所示,表1所示为材料利用率对比。

表1 方形料与弧形料材料利用率对比
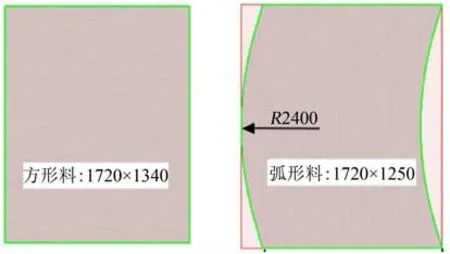
图4 板料形状优化
(4)拉深方式选择。常规的发动机盖内板拉深采用周圈闭合式拉深,拉深后形成封闭腔体的钣金件。由于发动机盖内板风挡侧废料区域较多,现采用开口拉深的方式,让最终的板料提升到型面上,即修边线以外,同时考虑在此处进行变行程拉深,再次减少拉深成形过程中废料的产生,经过参数调整及CAE 仿真模拟,零件成形状态满足要求,如图5所示,采用开口拉深方式后材料利用率能提升7.5%,如表2所示。

表2 开口拉深材料利用率

图5 开口拉深CAE分析结果
3 开口拉深模结构设计
常规的拉深模结构包含3大件:凸模、凹模和压边圈。该发动机盖内板拉深采用变行程开口拉深,如图6、图7 所示,除了拉深模3 大件以外,为了确保开口拉深一侧的钣金强度、板料能够充分拉深、减薄率要大于料厚的3%,模具采用上下双活动结构,如图8所示。

图6 开口拉深下模
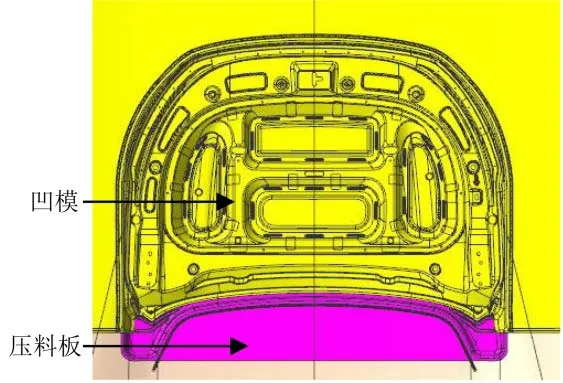
图7 开口拉深上模
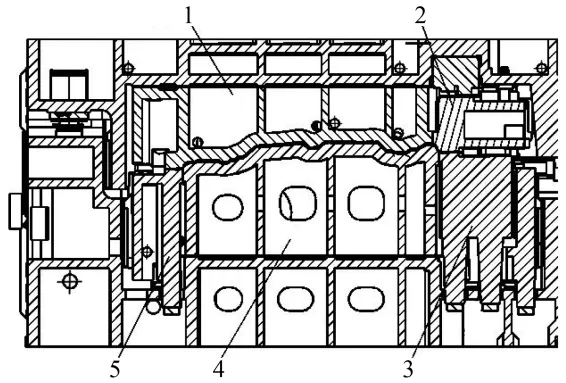
图8 双活动拉深模结构
双活动结构即把压边圈拆分成2 个部分,即大压边圈5 和小压边圈3,小压边圈3 行程比大压边圈5 行程短16 mm,从凹模1 中拆分出压料板2。当模具打开放上板料时,顶杆顶起大压边圈5 和小压边圈3到达板料处,板料放到位后,上模随压力机滑块向下运动,压料板2先触碰小压边圈3,夹住板料后,凹模1 与大压边圈5 接触,完成压料面的成形。上模随压力机滑块继续向下运动,当板料接触凸模4时开始拉深成形,当上模向下运动距离到底16 mm时,小压边圈3 先到底与墩死块接触完成开口拉深区域的成形,大压边圈5 与凹模1 继续随压力机滑块下行进行其它区域的拉深成形,最终成形的发动机盖内板实物如图9所示。

图9 发动机盖内板拉深实物
双活动结构拉深成形在调试过程中,主要考虑拉深成形后,在上模上行过程中,因氮气弹簧施力一直压在拉深件上,若此时顶杆将压边圈顶起,会造成拉深件变形。因此在冲压参数设置中,上模随压力机滑块上行时,压力机顶杆设置为暂停顶起的状态,待压料板2脱离拉深件后,压力机顶杆将大压边圈5和小压边圈3顶起至取件位置。
4 结束语
采用弧形料及开口拉深工艺,解决了传统发动机盖内板成形工艺材料利用率偏低的问题,同时也为类似零件冲压工艺提升材料利用率提供参考。
