基于NSGA-II算法的汽车后背门内板拉延成形质量控制与预测*
2023-02-24陶哲季宁
陶哲 季宁
(①天津市静海区统计局,天津 301600;②天津仁爱学院机械工程学院,天津 301636;③天津大学内燃机燃烧学国家重点实验室,天津 300072)
汽车覆盖件因其结构尺寸大、材料薄、形状复杂且多为空间立体曲面,冲压时极易出现起皱、开裂等缺陷,影响产品质量。工程实践中,上述缺陷的产生大多与冲压工艺参数的设置不当有关。研究表明,冲压工艺参数对成形质量的影响呈现非线性特征,使得冲压工艺人员很难直接获取满足成形质量要求的冲压工艺参数[1-3]。目前,常规做法是工艺人员依据根据产品特征凭借自身经验反复调整工艺参数进行试冲,此种方法不但具有一定的盲目性同时对不同的产品其普适性较差,造成试模时间延长的同时还造成了板材的浪费,增加了企业生产成本。
为减少试模次数,目前大多数汽车零部件厂应用板料成形CAE分析软件对产品冲压成形过程进行模拟,预判成形过程中可能出现的影响产品质量的缺陷[4]。但在应用CAE分析软件时,其工艺参数设置依然是凭经验设定。对于汽车覆盖件,因其产品尺寸较大,CAE分析时会有大量的有限元网格参与计算,造成一次分析时间过长,加之为获得无成形缺陷的工艺参数,需要对工艺参数进行反复修改并进行多次分析,造成分析效率低下。单一地借助CAE分析虽能从一定程度上减少对板材的浪费,依然没有从根本上摆脱工艺参数设置的盲目性,无法有效缩短获得合理工艺参数的时间,试模时间缩短有限。
针对上述问题,提出融合CAE分析、响应面模型构建、NSGA-II算法寻优的工艺参数快速优选方法。
通过CAE分析结合拉丁超立方试验设计方法建立分析样本进而构建冲压工艺参数同成形质量之间的响应面模型以拟合二者之间的非线性关系,基于NSGA-II算法在响应面模型内进行工艺参数寻优计算以获得满足成形质量要求的工艺参数,并通过实际冲压试验对本文提出方法的有效性进行验证,以期用于指导汽车覆盖件的生产。
1 产品工艺性分析及有限元模型建立
1.1 产品工艺性分析
本文研究对象为某型汽车的后背门内板,如图1所示。外形尺寸为1 186 mm×638 mm,深245 mm,有形状各异的大、小、内、外及侧孔40个。客户要求成形后的材料最大减薄率不超20 %,最大增厚率不超6 %,产品不允许有开裂、起皱等成形缺陷且产品表面不能出现凹点、凸点、拉伤和划痕。产品拉延深度大且圆角过渡区有复杂的小圆角和压筋结构,成形难度大大增加。
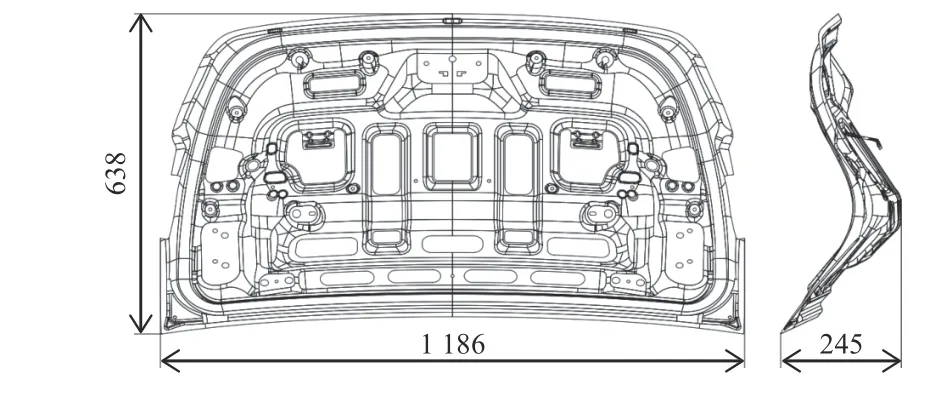
图1 产品结构图
产品材质为DC06,材料特性参数见表1所示。
表1 DC06主要性能参数
依据产品结构图,初步确定该产品冲压工序为拉延、修边、冲孔和翻边。拉延工序最易出现成形缺陷,因此本文主要针对拉延工序进行仿真分析和工艺参数优化,产品模型中的各种孔后续分析均作填充处理。
1.2 有限元模型建立
由于后背门板结构的复杂性,为了保证冲压过程稳定,需要在制件的外围增加工艺补充面、压料面和拉延筋。拉延筋在分模线外20 mm 处设置,拉延筋宽度为15 mm,阻力系数为0.35。最终建立的后背门内板拉延成形的有限元模型如图2所示。板材在压边圈与凹模的作用下沿冲压方向逐渐与凸模接触从而拉延成形,当压力机上滑块到达下死点时,完成拉延成形过程。
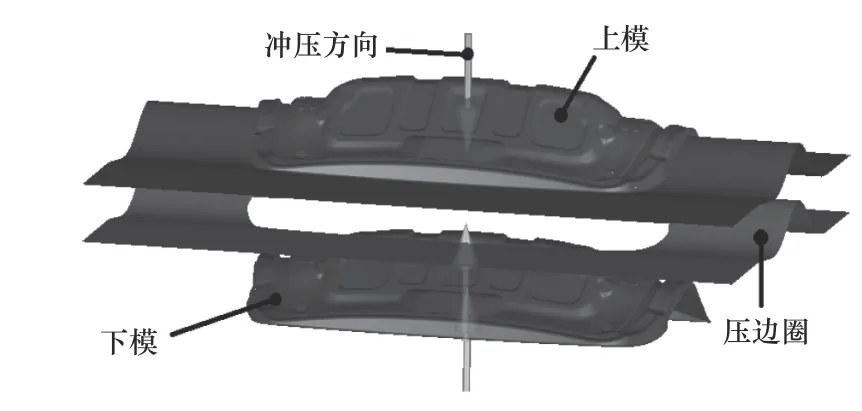
图2 后背门内板拉延成形有限元模型
2 初始CAE分析
初始CAE分析采用大小为20 mm的自适应三角形网格进行划分。从图1可以看出工件结构沿中线左右对称,为提高分析效率,只分析后背门板右侧部分。通过相关计算[5]确定初始工艺参数如下:压边力700 kN、摩擦系数0.16、模具间隙0.75 mm、冲压速度2 000 mm/s。初始分析结果如图3所示,材料最大减薄率为21.5 %,最大增厚率为8.3 %,两项成形指标均未达到客户要求,需对成形工艺参数 进行优化。
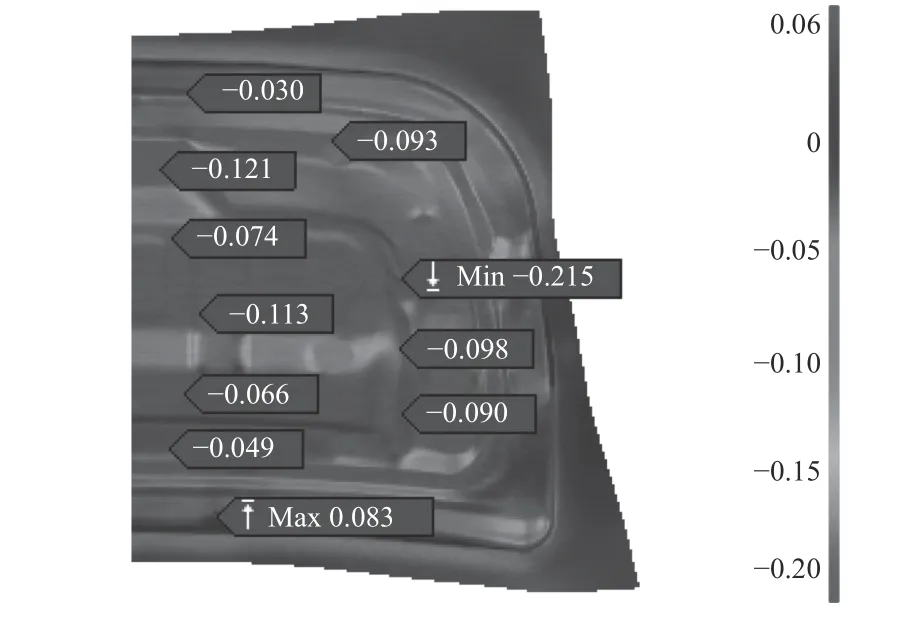
图3 初始分析拉延成形厚度云图
3 拉丁超立方试验设计
拉丁超立方试验设计(latin hypercube design)避免了正交试验最优结果只能是试验所用水平的某种组合的缺陷。拉丁超立方试验设计的样本点数量可以人为控制,灵活性较大[6]。其原理是,在n维空间中,将每一维坐标区间[xkmin,xkmax],k∈[1,n]均匀等分为m个区间,每个小区间记为[xki-1,xki],i∈[1,m]。随机选取m个点,保证每一个因子的每个水平只被研究一次,即构成n维空间,样本数为m的拉丁超立方设计[7]。抽样样本点分布示意图见图 4所示。
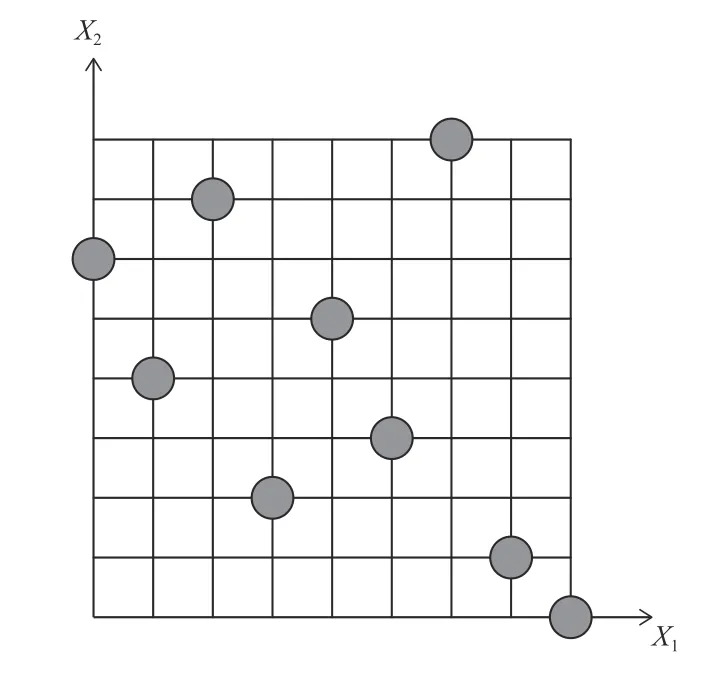
图4 拉丁超立方抽样示意图
为了使拉丁超立方试验的结果具有实际意义,本文选择拉深成形时对制件质量影响较大的4个参数,压边力(x1)、摩擦系数(x2)、冲压速度(x3)、模具间隙(x4)作为试验因素,最大减薄率(y1)和最大增厚率(y2)为优化目标。压边圈的压力必须适当,如果过大,就需要增加拉深力,因而会使工件拉裂,而压边圈的压力过低,就会使工件的边壁起皱,依据文献[5]计算过程结合现场冲压机床性能,压边力取值范围设定为300~800 kN。当采用良好的润滑油时,摩擦系数可以达到0.05,而比较差的润滑,摩擦系数可以为0.3,考虑用油成本以及成形要求,摩擦系数取值范围设定为0.1~0.2。实际冲压速度与送料机送料速度有关,根据试验现场条件,确定冲压速度的试验取值范围为1 000~2 000 mm/s。拉深模具凸、凹模具间隙主要依据料厚、压边情况及产品精度确定。模具间隙过大,易起皱,产品精度差;间隙过小,摩擦加剧,导致产品严重变薄甚至拉裂。生产实际中,拉深模具间隙通常取1.1倍的板料厚度,以此作为参考,最小模具间隙取1倍的板料厚度,最大取1.4倍的板料厚度。综上论述,试验因素的水平取值范围见表2。

表2 试验因素水平取值范围
因后续要建立各阶响应面模型,建立四阶响应面模型时待求系数为23个,因此,依据前述试验原理并结合Autoform分析软件,得到23组试验参数组合下的最大减薄率和最大增厚率,如表3所示,因数据较多,表中只截取部分数据。
4 响应面模型的建立和可靠性验证
4.1 响应面模型的建立
笔者采用响应面模型拟合冲压成形质量和冲压工艺参数之间的非线性关系。响应面模型常用如式(1)所示的数学表达式[8]。
式中:yi(x)为响应目标函数,i为响应面模型阶数;xj为第j个试验因素,j=1,2,···,N;β0为常数项;βj为各项系数;N为待优化工艺参数的数量,N=4。
利用表3中的试验数据以及式(1)可求出最大减薄率和最大增厚率的各阶响应面模型,分别如式(2)~(7)所示,y21(x)、y31(x)、y41(x)分别表示最大减薄率的二阶、三阶、四阶响应面模型函数,y22(x)、y32(x)、y42(x)分别表示最大增厚率的二阶、三阶、四阶响应面模型函数。
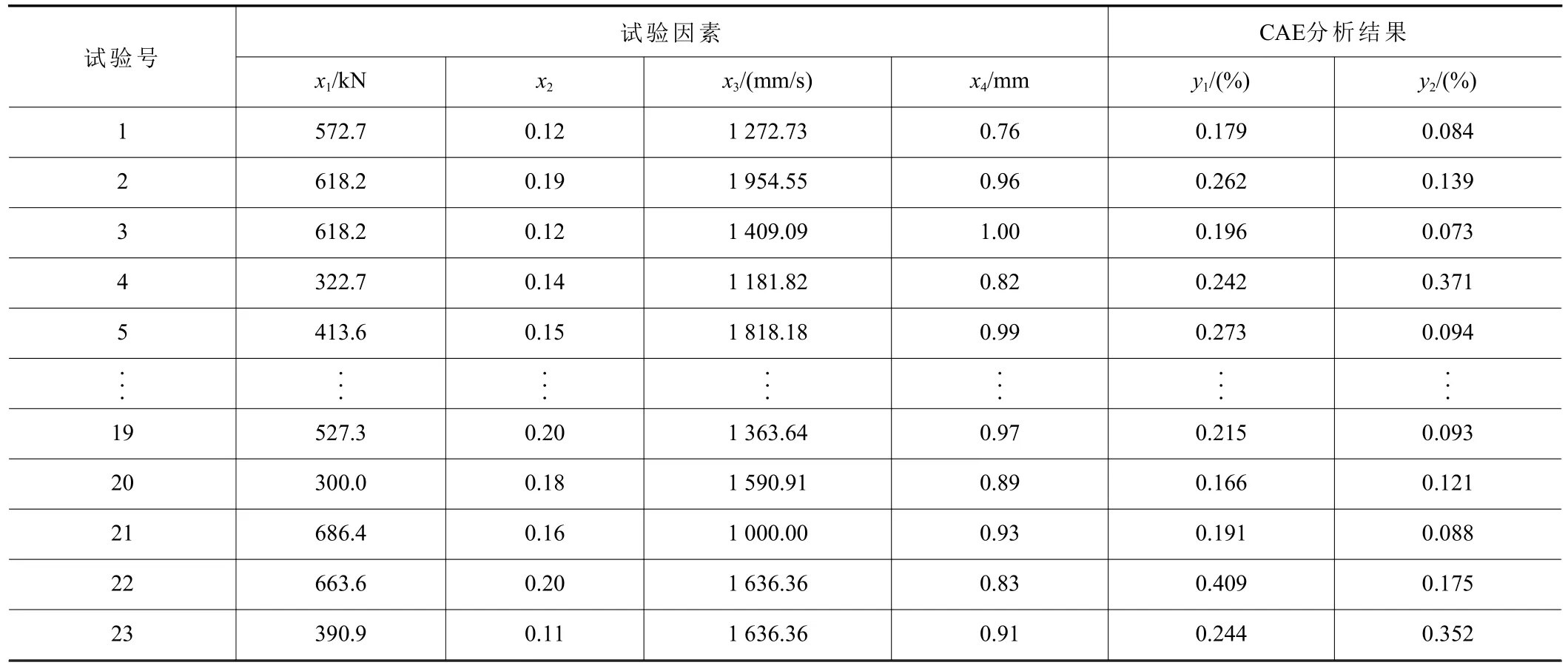
表3 试验样本及CAE分析结果
4.2 响应面模型的有效性验证
为了检验代理模型是否能够准确拟合成形质量同冲压工艺参数之间的非线性关系,依据表2中数据并应用拉丁超立方试验设计方法设计的10组检验样本及CAE分析结果,如表4所示。
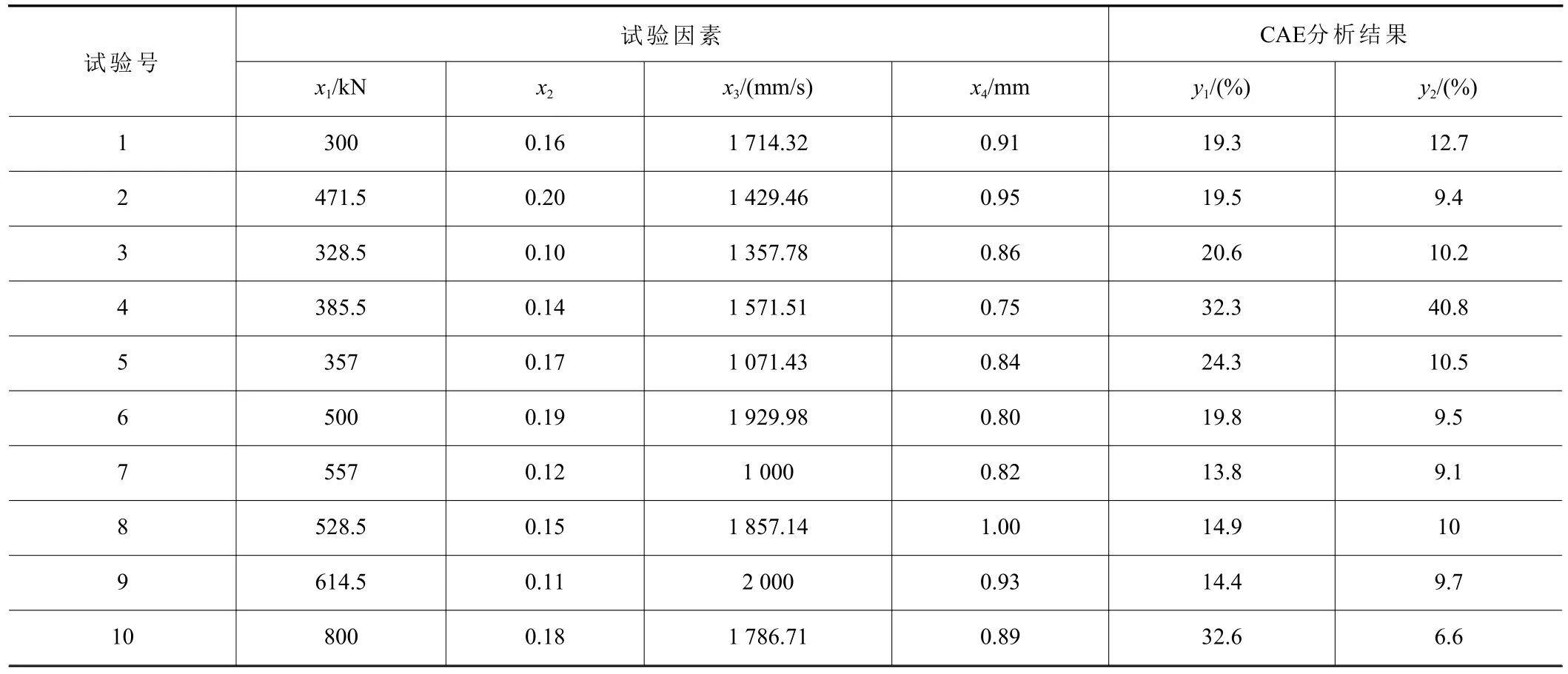
表4 检验样本及CAE分析结果
10组样本分别代入式(2)、式(4)和式(6)中可以分别计算获得二阶、三阶和四阶响应面模型对最大减薄率的预测值,预测值与CAE分析值的对比见图5所示;10组样本分别代入式(3)、式(5)和式(7)中可以分别计算获得二阶、三阶和四阶响应面模型对最大增厚率的预测值,预测值与CAE分析值的对比见图6所示。
从图5、图6可以看出四阶响应面模型得到的最大减薄率和最大增厚率预测值与CAE分析值更接近。

图5 预测值与CAE分析值对比

图6 预测值与CAE分析值对比
工程上常用可决系数R2值或均方根误差值(RMSE)衡量代理模型的可靠程度。笔者采用式(8)所示的RMSE衡量代理模型的拟合精度。
式中:m为试验次数;Mi为模型预测值;Ci为CAE分析值;RMSE值越接近于0,说明响应面模型拟合精度越高。
计算可得最大减薄率二阶、三阶、四阶响应面模型的RMSE值,最大增厚率二阶、三阶、四阶响应面模型的RMSE值。计算比较结果见图7所示。
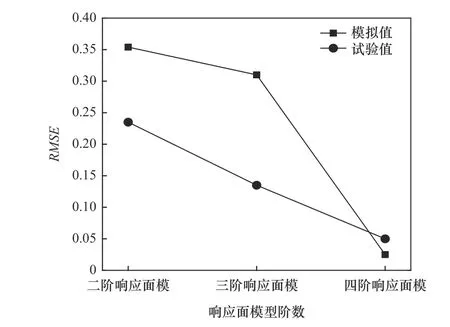
图7 各阶响应面模型RMSE数值比较
从图7可以看出,四阶响应面模型的最大减薄率RMSE值和最大增厚率的RMSE值均小于二阶、三阶响应面模型所对应的RMSE值且四阶响应面模型的RMSE值更接近于0。
综合以上分析可以得出四阶模型的拟合精度最高且满足分析要求,后续可以通过进行数值计算替代CAE分析进而对最大减薄率和最大增厚率进行预测,可解决CAE分析时间过长带来的分析效率低下的问题。
5 基于NSGA-II算法的工艺参数寻优
带精英策略的快速非支配排序遗传算法(NSGA-II)是一种可对多个目标进行优化的算法。NSGA-II算法[9-11]的程序流程见图8所示。基于NSGA-II算法在建立的四阶响应面模型内寻最优解,算法参数设置见表5所示[12-14]。
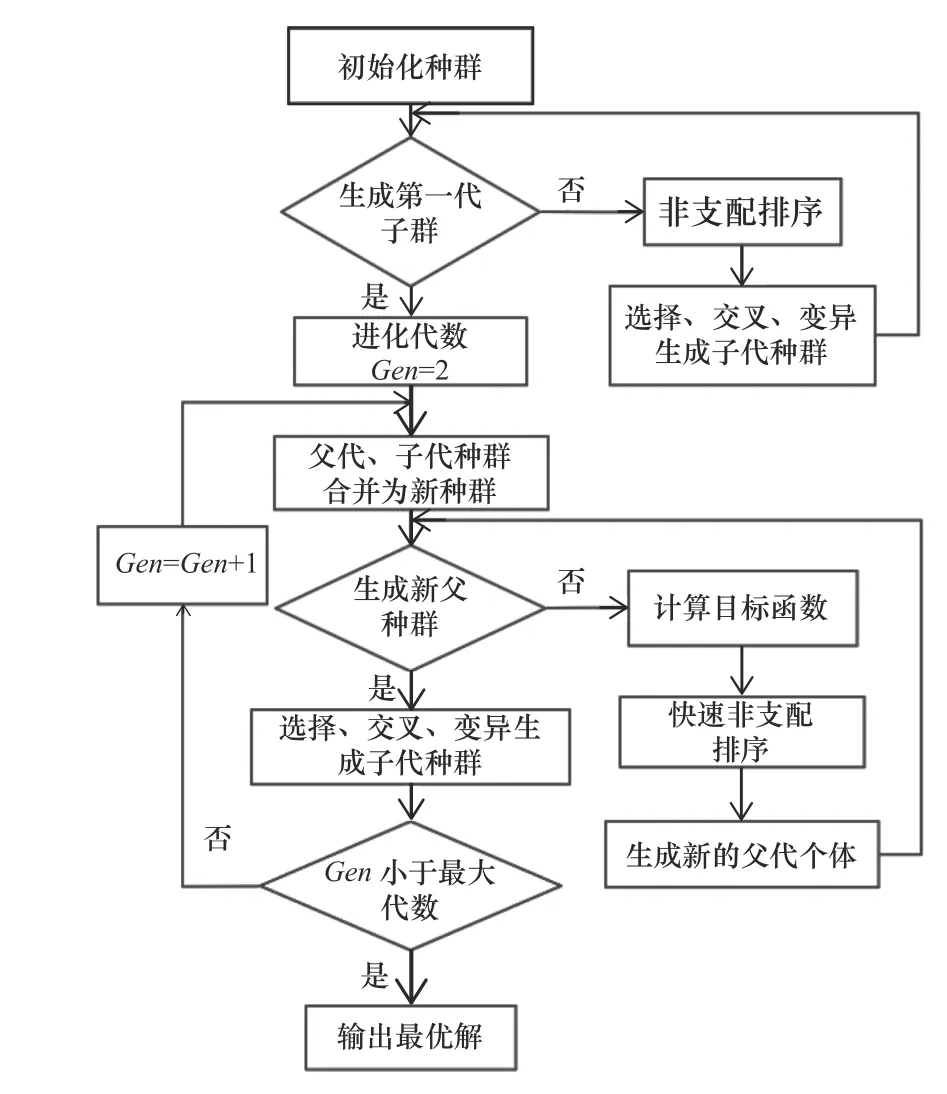
图8 NSGA-II算法流程图

表5 NSGA-II算法参数
最大减薄率和最大增厚率无法同时达到最优值,结合表3和表4模拟试验结果,可以看出,最大增厚率需要在优化计算时设置较大权重。最大减薄率权重配置0.2,最大增厚率权重配置0.8。计算机经过35 s(具体时间视计算机硬件配置),2 400次运算,得到的最优工艺参数如表6所示。算法预测的最大减薄率为18.6%,最大增厚率的预测值为5.1%。

表6 优化后工艺参数
6 试验验证
6.1 模拟验证
在Autoform分析软件中应用上述得到的最优工艺参数进行分析,成形质量如图9所示。由图9可知,CAE分析得到的最大减薄率为19.4 %,与NSGA-II算法寻优得到的最大减薄率预测值18.6 %的相对误差为4.08 % ;CAE分析得到的最大增厚率为5.6 %,与NSGA-II算法得到的最大增厚率预测值5.1 %的相对误差为8.9 %;CAE分析结果与NSGA-II算法的预测结果基本吻合,证明了本文提 出的优化方法的有效性。
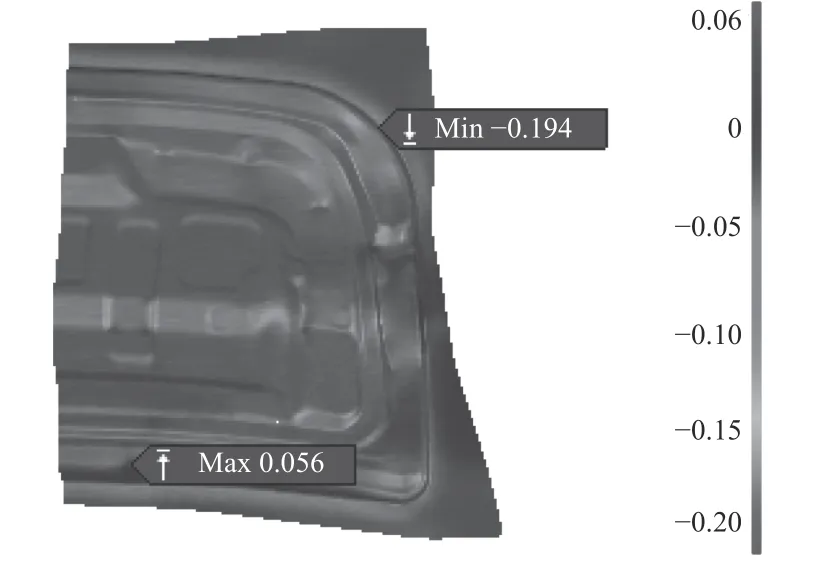
图9 优化后拉延成形厚度云图
与初始CAE分析结果对比,优化后的最大减薄率比优化前的最大减薄率21.5 %降低9.8 %;优化后的最大增厚率比优化前的最大增厚率8.3 %降低32.5 %。二者均取得明显的优化效果。
6.2 实际冲压验证
根据现场条件,将冲压机压边力调整至506 kN,通过调整模面的偏置量以及在模具上涂抹润滑剂分别保证模具间隙为1.0 mm、摩擦系数为0.17,分别进行拉延、修边、冲孔及翻边等工序得到如图10所示的汽车后背门内板件。

图10 后背门内板实物图
利用奥林巴斯超声测厚仪对拉延后的成形件进行厚度测量并通过计算,得到最大减薄率数值为17.3 %、最大增厚率数值为5.8 %,满足客户要求,且与CAE分析结果基本一致,佐证了CAE分析的可靠性。
7 结语
(1)以最大减薄率和最大增厚率为成形控制目标,以压边力、摩擦系数、模具间隙和冲压速度为优化工艺因素,建立了成形控制质量目标同优化工艺因素之间的二阶、三阶、四阶响应面模型。通过数值计算结合CAE分析得出四阶响应面模型可靠度最高的结论。
(2)基于NSGA-II算法实现了在四阶响应面模型内进行工艺参数的快速优选。对优选后的工艺参数进行CAE分析并与初始CAE分析结果进行对比发现:优化后的最大减薄率比优化前的最大减薄率21.5 %降低了9.8 %;优化后的最大增厚率比优化前的最大增厚率8.3 %降低了32.5 %。
(3)通过CAE模拟和实际冲压生产验证了本文所提方法的有效性,为实际冲压生产中汽车覆盖件的冲压成形质量控制与预测提供了一套可借鉴的方法。
