某冶炼厂锌浸出渣银回收试验研究
2022-09-13郑文军杨业国
郑文军 杨业国
(1.柳州华锡有色设计研究院有限责任公司,广西 柳州 545000;2.铟锡资源高效利用国家工程实验室,广西 柳州 545000)
0 引言
广西某冶炼厂目前采用焙烧-酸浸-中和除杂浸出工艺冶炼锌,所产出的锌浸出渣(年产57 250 t)含银在80~100 g/t。目前国内外普遍采用浮选方法回收浸出渣中的银[1-2],因其成本较低、工艺比较简单。国内如湖南某冶炼厂浮选回收银指标[3]:原矿含银300~400 g/t,自然银和硫化银占71.83%,浮选精矿含银2 467.5 g/t,银回收率为80.06%,采用丁铵黑药在酸性介质中浮选。国内某厂高酸浸出渣采用载体浮选回收银指标[4]:原矿含银546.4 g/t,物料pH值达2~3,其中自然银和硫化银占27.2%,采用丁铵黑药和GC在酸性介质中浮选,可获得
浮选精矿含银3 363 g/t,银回收率为71.01%。锌浸出渣浮选指标相差较大,主要是冶炼厂处理的原料性质不同,采用的冶炼工艺条件也不相同,浸出渣的浮选难易程度也有很大的差异。
根据该物料性质研究及国内外相关的研究结果[5-6],本文采用浮选回收银,浮银精矿进行压滤提高银精矿品位,减少锌离子的损失。
1 原矿性质
主要进行生产样试验的原矿性质分析,生产样原矿多元素化学分析结果见表1,物相分析结果见表2,筛分分析结果见表3。

表1 原矿多元素分析结果

表2 原矿银物相分析结果
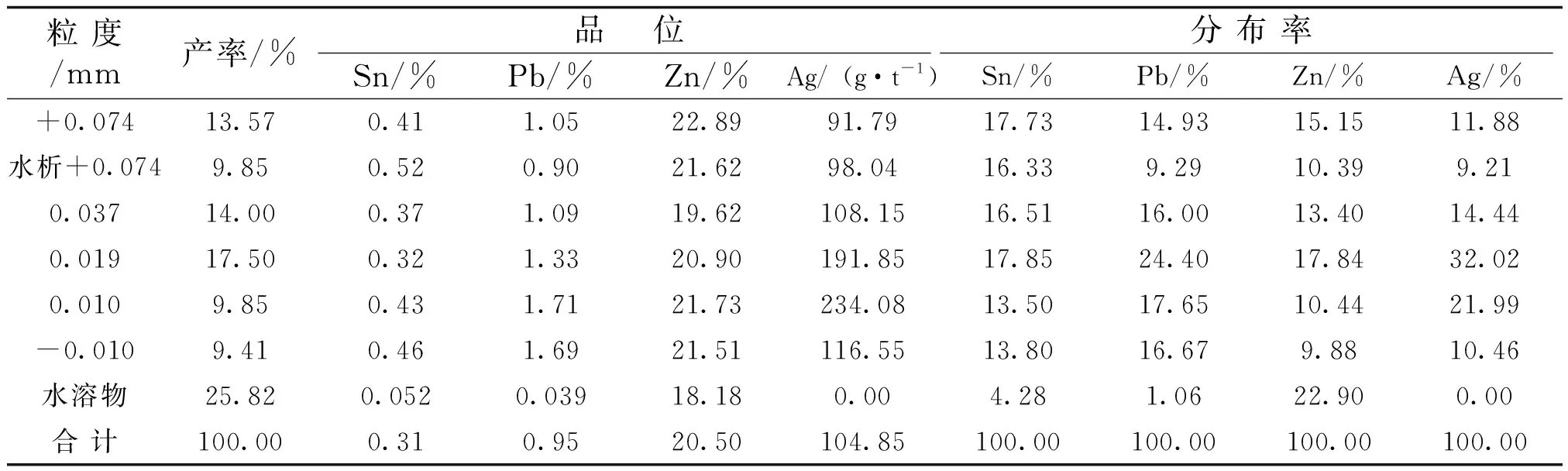
表3 原矿筛分分析结果
原矿多元素及银物相分析结果表明,浸出渣中具有回收价值的元素有锡、铅、锑、锌、银等。
从物相分析结果可以看出,银在原矿中以自然银、硫化银和硫化物含银形态存在的占84.25%,且可选;氧化银占1.24%,属难选;难溶银占14.51%为不可选银。
从原矿的粒度筛析结果也可以看出,大部分矿物以细粒和微细出现,水溶物产率占25.82%,水溶物以锌为主。
2 试验方案
根据该物料性质研究及国内外相关的研究结果,试验方案拟定的原则是:主要回收银,综合回收锡。试验流程为浮重流程,浮选回收银,重选回收锡。
3 试验结果与讨论
对浸出渣进行浮选条件试验,探索合理的工艺及药剂条件,在条件试验的基础上进行浮选闭路试验。
3.1 可浮性条件试验
在原有矿浆pH值为5的情况下,原矿可浮性试验流程见图1,试验结果见表4。

表4 原矿可浮性试验结果
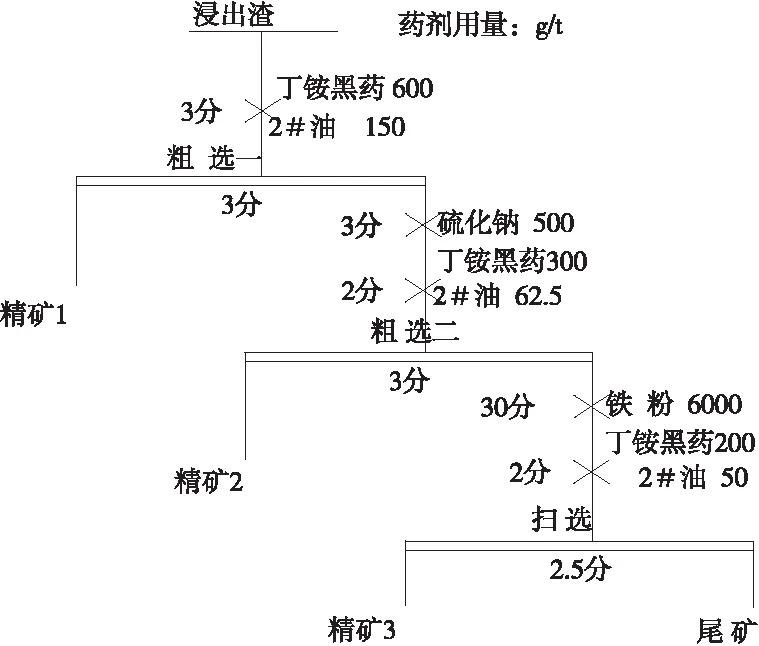
图1 原矿可浮性试验流程
原矿可浮性试验结果说明,在不加活化剂的情况下,添加丁铵黑药和2#油,有54.59%的银上浮,此部分银大部分为硫化银和自然银,添加硫化钠活化氧化部分的银,有18.44%的银上浮,添加还原铁粉,有8.81%的银上浮。
3.2 捕收剂条件试验
浸出渣为酸性渣,银捕收剂常用丁铵黑药,同时探索丁铵黑药与黄药按1:1混合用药,捕收剂用量条件试验流程见图2,丁铵黑药用量对银精矿品位及回收率的影响见图3。
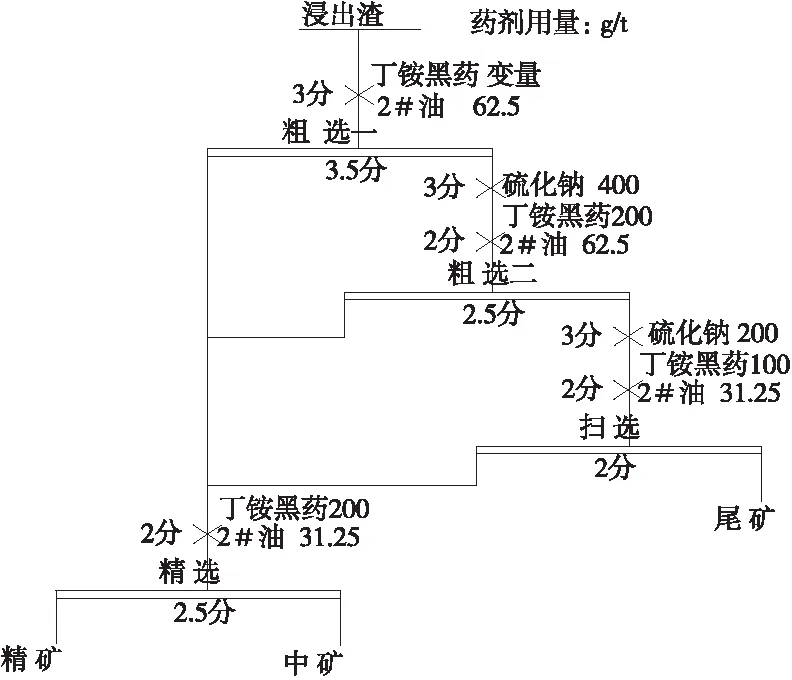
图2 捕收剂用量试验流程

图3 丁铵黑药用量对银精矿品位及回收率的影响
捕收剂用量条件试验结果表明,随着丁铵黑药用量的增加,精矿含银逐渐下降,精矿银回收率逐渐增加,尾矿含银也在下降。当丁铵黑药用量在700 g/t时,精矿银回收率达到顶峰,其用量为800 g/t时,精矿银回收率与用量为700 g/t时基本持平,说明粗选一丁铵黑药适宜的用量为700 g/t。
丁铵黑药与黄药按1:1比例混合用药,同等用量的情况下,即单用丁铵黑药700 g/t,混合用药丁铵黑药350 g/t、黄药350 g/t,经过对比试验发现,混合用药,浮选尾矿含银从20 g/t升至34.22 g/t,尾矿中银回收率从15.60%升至26.16%,说明混合用药效果比单用丁铵黑药差,分析原因是该物料呈弱酸性,弱酸性中使用黄药效果变差。
3.3 铁粉条件试验
添加铁粉还原剂,主要目的把氯化银还原转化为银,以利于银的浮选回收。铁粉用量试验流程见图4,铁粉用量对银精矿品位及回收率的影响见图5。

图4 铁粉用量试验流程

图5 铁粉用量对银精矿品位及回收率的影响
为了选择合适的铁粉用量,根据以往试验铁粉搅拌时间,固定铁粉搅拌时间为30 min,进行还原剂铁粉的用量试验。
从图5试验结果可以发现,添加还原铁粉可以改善浮选效果,提高银的上浮速度,随着用量增加,泡沫量增加,精矿品位会下降,而浮选尾矿中银回收率略有降低,说明原矿中氯化银含量少,添加还原铁粉主要是把氯化银转化为单质银加以回收,综合考虑,铁粉适宜用量在2 500 g/t。
3.4 硫化钠条件试验
原矿中含有氧化银1.24%,而部分硫化银和含银硫化物表明受浸出过程的污染,可浮性变差,为了提高银的回收效果,同时不影响易浮银矿物的回收,试验考虑在粗选二添加硫化钠,活化含银矿物及氧化银矿物。硫化钠用量试验流程见图6,硫化钠用量对银精矿品位及回收率的影响见图7。
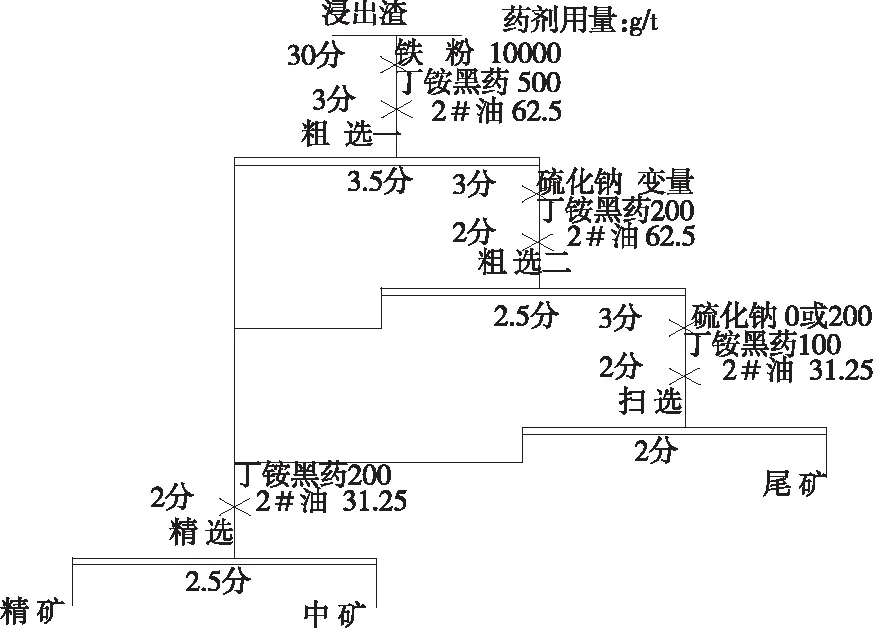
图6 硫化钠用量试验流程
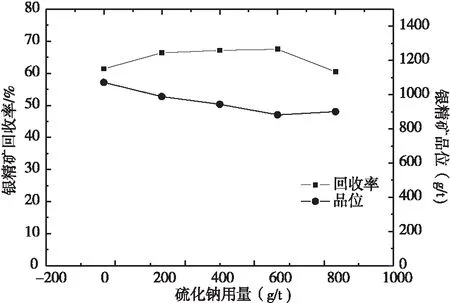
图7 硫化钠用量对银精矿品位及回收率的影响
硫化钠用量试验结果表明,随着硫化钠用量的增加,泡沫量增加,尾矿含银逐渐下降,尾矿中银的回收率也随之下降,精矿品位也在下降。当硫化钠用量为400 g/t时,尾矿产率70.63%,尾矿含银28.41 g/t,银回收率18.98%;用量增加至600 g/t时,尾矿产率69.17%,尾矿含银29.2 g/t,银回收率18.91%,说明400 g/t用量时,粗扫选泡沫银回收率已经达到峰值,综合考虑,硫化钠合适的用量为400 g/t。
3.5 浮选闭路试验
在条件试验的基础上,浮选闭路试验采用加铁粉二粗二精二扫的工艺流程,试验流程图见图8,为提高银精矿品位,试验在原有基础上,进行了增加一次精选和银精矿过滤的工艺流程闭路试验,两次闭路试验的试验结果见表5。

图8 生产样浮选闭路试验
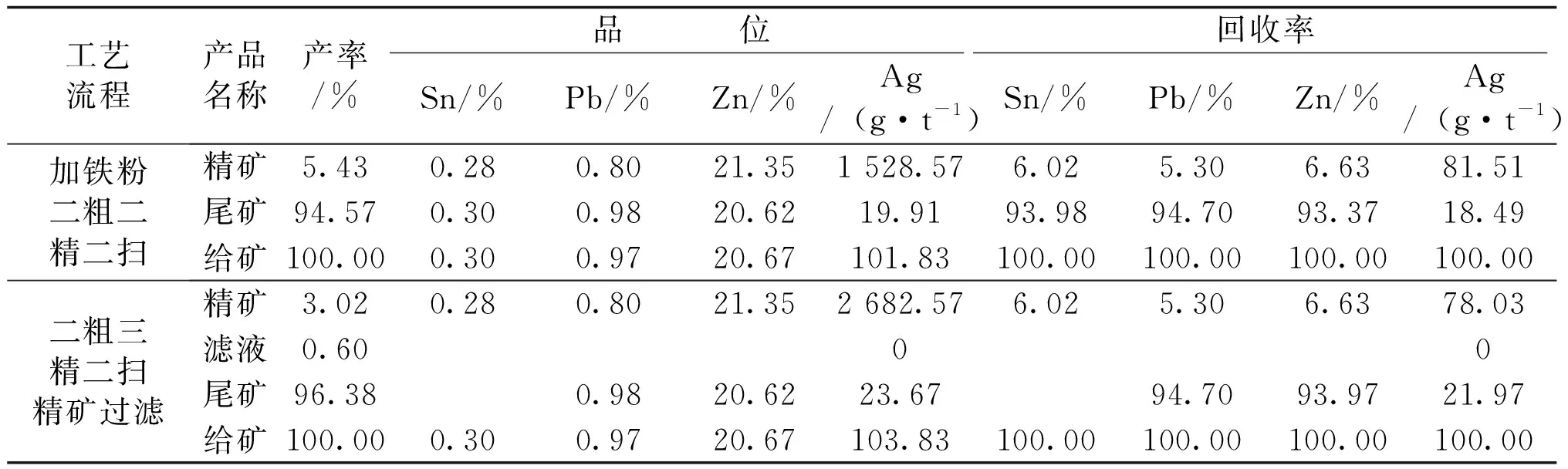
表5 生产样浮选闭路试验结果
试验结果说明,加铁粉银浮选(二粗二精二扫)方案获得精矿含银1 528.57 g/t,回收率84.02%;增加精选及过滤后,银精矿品位从1 528.57 g/t提高至2 682.57 g/t,银回收率从81.51%降低至78.03%,浮选泡沫过滤前银品位为2 237.95 g/t,浮选泡沫过滤后银品位为2 682.57 g/t,所以增加精选次数及过滤后,精矿银品位提高效果明显,将来生产上银精矿浮选泡沫也要浓缩、过滤。
4 结语
1)原矿性质研究表明, 锌浸出渣中具有回收价值的元素有锡、铅、锑、锌、银等,银在原矿中以自然银、硫化银和硫化物含银形态存在的占84.25%,且可选;氧化银占1.24%,属难选;难溶银占14.51%为不可选银。大部分矿物以细粒和微细出现,水溶物产率占25.82%,水溶物以锌为主。
2)试验采用浮选回收银,在条件试验的基础上,生产样采用不加铁粉银浮选(二粗二精二扫,精矿过滤)方案进行闭路试验,获得精矿含银1 433.3 g/t,回收率84.02%。
3)增加一次精选和精矿过滤后,银精矿品位从1 528.57 g/t提高至2 682.57 g/t,银回收率从81.51%降低至78.03%,浮选泡沫过滤前银品位为2 237.95 g/t,浮选泡沫过滤后银品位为2 682.57 g/t,因此增加精选次数及过滤后,精矿银品位提高效果明显,将来生产上银精矿浮选泡沫也要浓缩、过滤。
