不同因素对烟丝填充值的影响研究
2022-08-03杨传敏史俊杰
朱 涛,杨传敏,雷 振,潘 玥,史俊杰
(1.安徽中烟工业有限责任公司滁州卷烟厂,安徽滁州 239000;2.安徽中烟工业有限责任公司技术中心,安徽合肥 230088)
烟丝填充值是指卷烟烟丝在一定时间、一定压力的持续作用下,单位质量所占的容积[1]。目前,消费者对烟草的吸食口味由浓香型已逐渐向淡味型转变,对低烟碱量和低焦油量卷烟的需求逐渐增加[2]。烟丝填充值是影响烟支烟气中焦油含量、一氧化碳含量和卷烟抽吸品质的重要因素,同时是评价成品烟丝物理质量的重要指标,其决定了卷烟的烟丝消耗量和烟丝硬度[3-5]。通常影响烟丝填充值的主要因素可分为物理因素(吸湿性、叶质重等)和化学因素(蛋白质含量、糖含量等),还包括农艺措施、工艺措施、生物活动等其他因素[6-7]。而在卷烟生产中,影响烟丝填充值的主要因素可概括为烟丝的结构组成、烟丝的物理指标和烟丝的检测环境[8]。
本文通过开展烟丝填充值影响因素的相关性研究,旨在为优化烟丝填充值的评价方法提供依据,并对生产过程中稳定控制烟丝填充值提供技术指导。
1 材料与方法
1.1 材料与仪器
黄山品牌烟丝HS(YJY),安徽中烟工业有限责任公司生产;YGD 450 填充值测定仪,购自郑州嘉德机电科技有限公司;PL 402-L 电子天平,购自瑞士Mettler 公司;KBF 240 恒温恒湿箱,购自德国Binder 公司;FD 115 热风循环烘箱,购自德国Binder 公司。
1.2 试验方法
1)在实际生产叶丝过程中,分别设定0.8 mm、0.9 mm、1.0 mm、1.1 mm、1.2 mm、1.3 mm 的切丝宽度,取样,放于平衡箱内(设定温度22.0 ℃、相对湿度60.0%)平衡48 h后快速测试其填充值。
2)在实际生产烟丝过程中,取样叶丝5 kg,成品梗丝1 kg,在标准恒温恒湿检测室(温度22 ℃±2 ℃、相对湿度60%±5%)内配制5%、10%、15%、20%、25%、30%、35%、40%的梗丝掺配比例混合烟丝,样品混合均匀后快速检测其填充值。
3)在实际生产烟丝过程中,取成品烟丝1 kg,分成八等份,分别放于平衡箱内,通过调节平衡箱的温湿度参数,制备不同烟丝含水率的样品,快速检测其填充值,并同步测量其含水率。
4)在实际生产烟丝过程中,取成品烟丝1 kg,放于平衡箱(温度22.0 ℃、湿度60.0%)内平衡48 h后,分成八等份,放入密封袋中待用。通过将样品密封袋放置到冰箱、平衡箱等不同方式进行处理,制备不同烟丝温度的样品,快速检测其填充值,并用红外测温枪同步测量其温度。
1.3 检测指标
1.3.1 烟丝填充值的测定
1)称取10.0 g 样品,误差控制在0.02 g 内,将样品置于测量筒内,并使样品均匀地分布于容器内。2)启动施力测头,使样品受到均匀压力并进行测量。
重复上述两个步骤,共测量5 次,以5 次测定结果的算术平均值表示,检测结果由填充值测定仪自动计算。
1.3.2 烟丝含水率的测定
样品混合均匀后,取4~6 g样品置于已知重量的样品盒中,及时盖上盒盖并立即称重,精确至0.001 g,每个样品平行测定2次。
当烘箱温度稳定在(100±1)℃时,将待测样品盒盖打开并将盒盖放在盒子底部,然后将待测样品盒置于烘箱中层,关闭烘箱门并开始计时。2 h 后打开烘箱门,将样品盒逐一加盖后取出置于干燥皿内,冷却至室温后分别称重,精确至0.001 g。
样品含水率计算公式为:

式(1)中:W为样品含水率;m1为烘前样品重量,g;m2为烘后样品重量,g。
1.4 数据处理
使用Microsoft Excel对试验数据进行处理分析。
2 结果与分析
2.1 切丝宽度对烟丝填充值的影响
对不同切丝宽度下烟丝的填充值测量数据进行统计分析,由图1可知,当对切丝宽度参数进行调整后,烟丝填充值会随之发生变化,但无明显的规律性变化趋势。对切丝宽度与烟丝填充值数据进行线性拟合,线性方程为y=-0.111 4x+3.442,R2=0.331 7,拟合关系差,说明烟丝填充值与切丝宽度无明显线性相关性,切丝宽度并非烟丝填充值的主要影响因素。
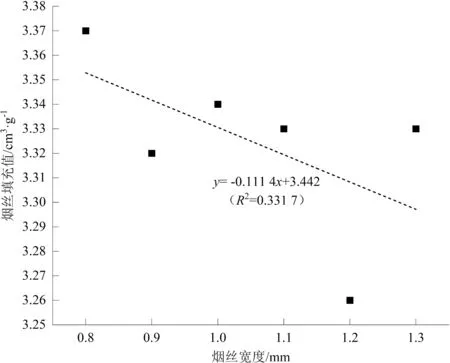
图1 切丝宽度与烟丝填充值线性关系的拟合
2.2 梗丝掺配比例对烟丝填充值的影响
对不同梗丝掺配比例的混合烟丝的填充值测量数据进行统计分析,由图2 可知,烟丝填充值会随梗丝掺配比例的提高而增大,且变化规律较为一致。对梗丝掺配比例与烟丝填充值数据进行线性拟合,得到烟丝填充值与梗丝掺配比例的关系符合线性方程y=0.007 95x+4.347 6,R2=0.928 1,拟合关系良好,说明烟丝填充值与梗丝掺配比例呈线性正相关性。由于梗丝填充值大于叶丝填充值,将梗丝掺配到叶丝中会使成品烟丝的填充值呈线性增长,梗丝比例每上升1%,填充值上升约0.01 cm3·g-1。

图2 梗丝掺配比例与烟丝填充值线性关系的拟合
2.3 烟丝含水率对烟丝填充值的影响
对不同烟丝含水率条件下烟丝的填充值测量数据进行统计分析,由图3 可见,烟丝填充值会随烟丝含水率的增加而减小,变化规律较为一致。对烟丝含水率与烟丝填充值数据进行线性拟合,烟丝填充值与烟丝含水率的关系符合线性方程y=-0.523x+11.24,R2=0.996 6,拟合关系良好,说明烟丝填充值与烟丝含水率呈线性负相关性,根据线性方程烟丝含水率每上升1%,烟丝填充值减少约0.52 cm3·g-1。
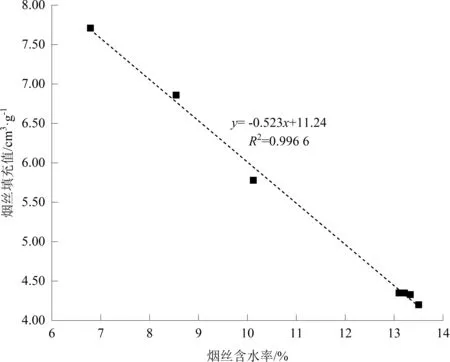
图3 烟丝含水率与烟丝填充值线性关系的拟合
根据检测结果可知,烟丝含水率是烟丝重要的物理指标,含水率增加会使烟丝变得更加柔软,在烟丝填充值的实际测量过程中,烟丝对仪器测量头的支撑力变小,从而使烟丝填充值降低。对烟丝填充值与烟丝含水率的线性回归方程进行验证,通过实测填充值和计算填充值的比较,计算两者相对误差,结果如表1所示。

表1 烟丝填充值与烟丝含水率相关性验证
由验证结果看来,实测填充值与计算填充值的最大相对误差为1.98%,说明回归方程预测准确性较好,在实际的测量过程中可以作为指导依据。
2.4 烟丝温度对烟丝填充值的影响
对不同烟丝温度条件下烟丝的填充值测量数据进行统计分析,由图4可知,烟丝填充值会随烟丝温度的升高而减小,且变化规律较为一致。对烟丝温度与烟丝填充值数据进行线性拟合,烟丝填充值与烟丝温度的关系符合线性方程y=-0.019 8x+5.077,R2=0.975 9,拟合关系良好,说明烟丝填充值与烟丝含水率呈线性负相关性,根据线性方程,烟丝温度每上升1 ℃,烟丝填充值减少约0.02 cm3·g-1。根据检测结果分析,温度越高烟丝越柔软,更容易在外力的作用下变形,受力挤压时空隙少,单位重量烟丝填充体积减小,烟丝填充值降低。

图4 烟丝温度与烟丝填充值线性关系的拟合
2.5 烟丝填充值修正模型的构建
由前文的分析可知,烟丝填充值与切丝宽度无明显的线性相关性,与梗丝掺配比例呈线性正相关性;在试验范围内,烟丝填充值与烟丝含水率、温度均呈线性负相关性。按照《烟草及烟草制品调节和测试的大气环境》(GB/T 16447—2004)(以下简称标准)的要求,烟丝填充值测量时需进行平衡,保证其含水率和温度在一定的范围内[9]。烟草是多孔性固体,因其化学特性,烟丝的含水率平衡是一个缓慢的过程[10]。且标准中要求的试样含水率允差较大,在实际生产过程中,无法完成快速反馈,使烟丝填充值质量控制存在一定的滞后性。因此,本文根据研究结果构建烟丝填充值的修正模型,即:

式(2)中:d修正为修正之后的烟丝填充值,cm3·g-1;W测为烟丝含水率,%;T测为烟丝温度,℃;d测为实际测量的烟丝填充值,cm3·g-1。
该修正模型使离线检验可以快速反馈制丝线实际生产状况,更具科学性,同时为烟丝填充值的调控提供了理论基础。
3 结论
在叶丝中掺配梗丝会明显增大烟丝的填充值,烟丝填充值随梗丝掺配比例的提高而增大,两者呈明显的线性正相关性;在试验范围内,烟丝含水率和烟丝温度会影响烟丝填充值,且烟丝填充值与烟丝含水率和烟丝温度均呈明显的线性负相关性;切丝宽度对烟丝填充值具有一定的影响,但无明显线性相关性。本文构建的烟丝填充值修正模型,可为烟丝填充值的调控提供理论基础,在实际生产过程中用以快速有效地指导制丝线的质量控制。
