卷烟分拣线模块化布局研究与应用
2022-04-29庞党青龚书成庞秋杏崔书婉胡红春
庞党青,龚书成,庞秋杏,崔书婉,胡红春
制造技术
卷烟分拣线模块化布局研究与应用
庞党青1,龚书成1,庞秋杏1,崔书婉2,胡红春3*
1广西壮族自治区烟草公司柳州市公司,柳州市高新一路11号 545006;2广西科技大学,广西区柳州市东环大道268号 545006;3中国烟草总公司职工进修学院,河南省郑州市鑫苑路7号 450008
【】提升卷烟分拣效率是烟草商业亟待解决的难点问题。通过对卷烟物流分拣、包装设备功能和单机作业效率的研究,采用模块化布局、独立式分拣的方法,将各种分拣机型和包装机按照模块化进行布局和控制,降低设备之间运行故障干涉,有效提高单位时间设备的作业效率。通过高效率合流,柔性化包装,较好解决了条烟外观尺寸差异对分拣和包装效率的影响。实际运行表明,该分拣系统达到了功能设计要求,系统运行良好。
烟草物流;卷烟分拣线;模块化布局
近20年来,烟草物流作业经历了人工拣选、半自动分拣、全自动分拣等阶段;烟草物流设备也在不断推陈出新,先后推出了电子标签分拣线、半自动分拣线和全自动分拣线等;电子标签、通道机、立式机、预分拣机、人工堆叠包装机、机械手堆叠包装机等多种分拣包装设备,大幅降低了人工作业的劳动强度,提高了生产效率[1-3]。随着时间的推移,现有物流设备分拣模式出现了瓶颈,无法满足日益增长的生产需求,降本增效压力逐渐显现。因此,提升卷烟分拣效率已成为烟草商业亟待解决的难点问题[4-6]。
近年来,为寻找资源配置和运作成本的最佳组合,学者们对分拣布局进行了深入的研究。曾彭城[7]分析了传统分拣系统的弯道和直道布局,研究表明弯道布局虽占地面积小,但输送皮带稳定性不好;直道布局输送稳定性好,但存在占地面积大、备货容量小的缺点。俞武杨等[8]采用直线型制造单元与设施集成布局实现了物料搬运距离与占地面积的双优化,但只适用于分拣路径确定的情况,其适应性较差。为解决其布局适应性差的问题,周娜等[9]采用“田”型布局实现单行分拣和多行分拣,解决了设备混合布局问题,提高了整个系统的通用性,但其布局和运输路线设计较为复杂。吴洪刚等[10]采用了立体库储位布局研究了郑州配送中心卷烟的入库、出库,其布局形式减少了作业距离,提高分拣效率,降低了作业时间,但其设备较多导致成本较高。基于以上问题,冉文学等[11]提出具有快速响应需求,加快分拣流程的单元物料分拣线布局,但采用的分散搜索算法只适合少批量货物分拣。佀占华等[12]采用蚁群优化算法的多单元物料路径布局缩短了分拣路径,可实现多线分拣,但路线复杂,且难以设计。因此,单元物料分拣布局和多单元物料路径布局都难以满足企业的物流配送规格,按照实际分拣需求将卷烟分拣线进行模块化布局是非常必要的。
本文在现有卷烟分拣设备的基础上,打破原有的分拣模式,对卷烟分拣线的设备布局、分拣模式、包装方式等进行全面研究,确定了模块化布局、独立式分拣、高效率合流、柔性化包装的解决思路,进一步提升了卷烟分拣线的自动化程度,提高了卷烟分拣效率,降低了物流成本。
1 材料与方法
1.1 卷烟订单结构分析
根据卷烟外观尺寸,卷烟分为标准烟和异型烟两大类。异型烟又细分为类标异型烟和非类标异型烟两小类。标准烟和类标异型烟可以实现设备自动化分拣包装,作业效率较高;而非类标异型烟只能采用人工分拣包装或半自动分拣包装,作业效率较低。
通过对柳州市公司2021年1月份的异型烟销量数据分析,类标异型烟的销量占比均达80%以上,非标类异型烟的销量占比不足20%,说明在异型烟订单结构中,类标异型烟是异型烟的主体类型,只要改变分拣模式,实现类标异型烟自动化分拣包装,对大幅提升异型烟整体的分拣效率具有重要的意义,如图1和表1所示。

图1 1月份部分异型烟销量折线图
表1 2021年1月份异型烟销量表

Tab.1 Salesofspecial-shapedcigarettesinJanuary2021 (单位:条)
续表1

日期(date)类标异型烟销量(Sales of Class-standard Special-shaped Cigarettes)非类标异型烟销量(Sales of non-standard shaped cigarettes) 木盒类(Wooden box)细支类(Fine branch)短支类(Short branch)中支类(Middle branch)其它类(others) 151914323073350434022416 161371520425371527911602 18545913868382518991953 19678018385445326532828 20576515367402420992140 21752019568397830543649 22694316959423024052434 2544989732312712951473 26505711337350517471978 2744959224303412901494 28626412397310922822622 29586513619426919341958
1.2 卷烟分拣线布局总体设计思路
本研究的卷烟分拣线的总体设计思路是模块化布局、独立式分拣、高效率合流、柔性化包装。
(1)模块化布局:卷烟分拣线整体布局为2个环节:分拣环节和包装环节;6个模块:A、B、C、D 分拣模块,E打码纠错模块,F包装模块。具体如图2所示:
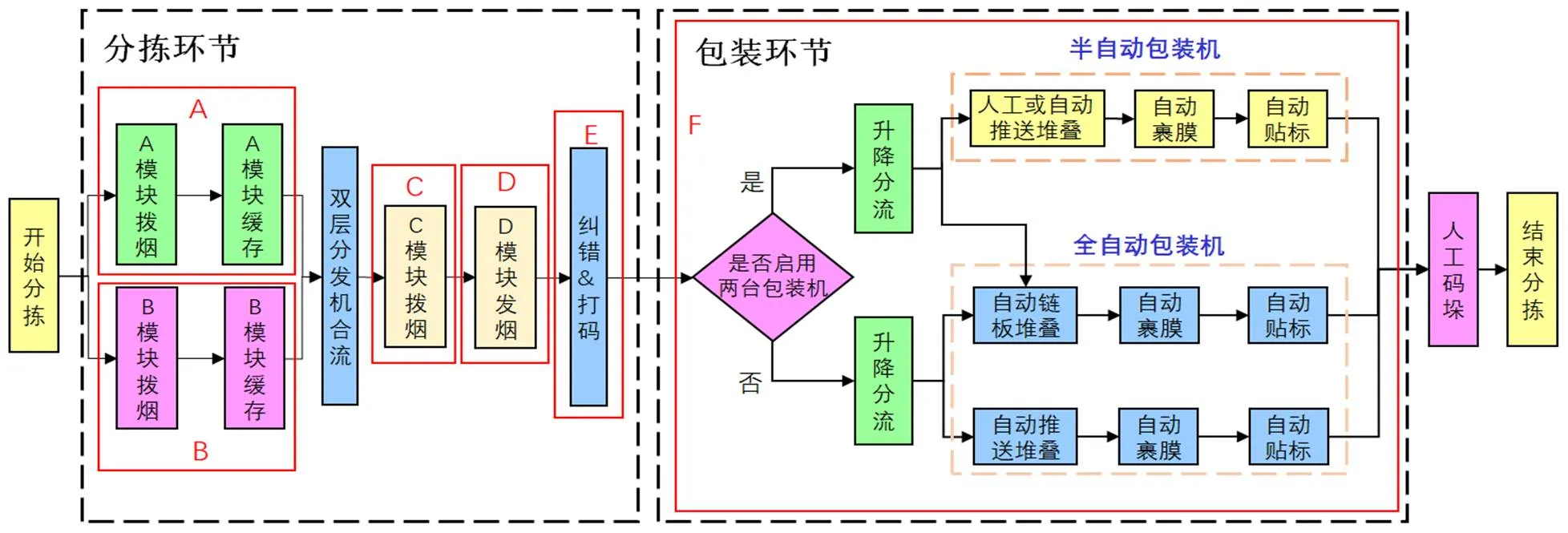
图2 卷烟分拣作业流程图
其中,根据各品规卷烟的销量比重和堆叠次序要求,设置各类卷烟分拣模块化分配,确保A、B分拣模块分发合流的均衡性。A分拣模块分拣大品规标准烟或者细支类异型烟,B分拣模块分拣大品规标准烟或者木盒类、短支类异型烟,C分拣模块分拣小品规标准烟或者中支类异型烟,D分拣模块分拣其他异型烟。
(2)独立式分拣:将分拣过程耗时较多,销量占比80%以上的卷烟品规适当均分于A分拣模块和B分拣模块,采取独立分拣的控制方式,设备之间的启停和故障互不干涉,达到单位时间内分拨量提高1倍的目的。
(3)高效率合流:A、B分拣模块根据订单数据独立将卷烟分拣、缓存,再由双层分发机根据分拣控制系统订单数据信息的分拣指令,逐单分发A、B分拣模块分拣好的订单卷烟到主皮带机上,实现分拣环节的高效合流分拣。
(4)柔性化包装:分拣好的卷烟通过纠错和打码后,根据订单包裹量、包裹特性、订单顺序、订单结构等不同需求,分配包装任务到不同的包装机或包装口,从而实现卷烟柔性化包装需求。
2 结果与讨论
2.1 卷烟分拣设备效能分析
卷烟物流分拣效率主要取决于各设备的单机效率,卷烟分拣的主要设备有立式分拣机、通道分拣机、条烟预分拣机、双层分发机和裹膜包装机。立式分拣机(有的设计为卧式)是一种单条拨烟的分拣设备,按照订单分拣指令顺序完成分拣,如图3所示。拨烟机构由拨烟电机、链条和拨打头组成,拨烟最大速度为3条/s,设备“串联运行”的最高效率约为10000条/h。通道分拣机是一种单条和多条拨烟的分拣设备,按照订单分拣指令顺序完成分拣,如图4所示。由件烟输送通道和烟拨烟机构组成,烟拨烟机构包括5条拨烟装置、单条缓存和单条拨烟装置,单机最大拨烟速度为5条/s,设备“串联运行”的最高效率约为18000条/h。条烟混合预分拣机是一种人工按电子系统显示指令预先分拣多个订单和多个品规的半自动条烟预分拣装置,如图5所示。条烟混合预分拣机由分拣显示屏辅助完成,分拣人员按照分拣显示屏显示的订单顺序、数量,预先将订单品规数量拣选到装置的格式皮带上,由分拣线控制系统根据分拣指令驱动格式皮带,完成分拣任务。拨烟最大速度为2条/s,最高效率约为7000条/h。双层分发机是一种利用伺服电机控制的卷烟分发设备,如图6所示。分拣控制系统根据订单数据控制上下层分发结构分发卷烟,通过分发机前端的计数光电开关快速精准计算分发数据,最大分发速度为8条/s,最高效率达到28000条/h以上。近年来随着卷烟物流行业高效发展的需求,行业内外先后研制出了人工堆叠包装机、机械手堆叠包装机和全品规包装机等多种包装设备,有效解决了包装机堆叠效率问题。裹膜包装机是当前行业物流主流包装机,包装效率最高可以达到780包/h,如图7所示。

图3 立式分拣机

图4 通道分拣机

图5 条烟预分拣机

图6 条烟双层分发机示意图

图7 双入口裹膜包装机
2.2 分拣环节设计
分拣环节包括拨烟、合流、条烟打码等作业流程。受分拣设备的拨烟极限效率影响,标准烟的分拣能力约为18000条/h,异型烟的分拣能力约为5000条/h。受到订单结构、卷烟类型、设备故障等因素影响,标准烟分拣效率下降为8000条/h,异型烟分拣效率下降为1500条/h。采取模块化布局,各类模块独立控制的方法,减少设备间联动的故障干涉,从而提高分拣效率。
2.2.1 分拣设备的分配
通过对销售数据分析,标准烟的销售品规约为100个,其中:前10个主销品规的分拣量达到80%以上,分配10台通道机;第11-50个小品规卷烟分拣量占比约为16%,分配6组立式机;根据现场布局情况和剩余小品规数量,分配立式机数量或者采用混合仓或混合预分拣机分拣。
异型烟的销售品规约为120个,其中:细支类品规约为25个,分拣量占比约为36%,分配3组立式机。木盒类、短支类品规约为30个,分拣量占比约为45%,分配3组立式机和1台通道机。中支类品规约为15个,分拣量占比约为12%,分配2组立式机。剩余异型烟分配1台混合预分拣机。
2.2.2 分拣设备的布局
卷烟分拣设备的布局因标准烟和异型烟的分拣需求不同而采用不同的布局方式,具体如下:
(1)标准烟的外观尺寸相近,标准烟分拣设备布局按照“5335+1”模式进行布局,A分拣模块和B分拣模块分别布设5台通道机和3组立式机,根据现场情况和剩余小品规数量,将其中B分拣模块的一个烟仓设计为立混合仓,或者另外布设一组混合预分拣机分拣。如图8所示。

图8 标准烟分拣设备布局图
(2)异型烟的外观尺寸变化较大,为了确保包装环节堆叠码垛的稳定性,异型烟条烟包装堆叠的顺序由下往上依按照:细支类、木盒类、短支类、木盒细支类、中支类、其他类等,依照这个顺序对立式分发机进行布局。设备布局按照“3312+1”模式进行布局,即A分拣模块3组立式机,分拣细支类异型烟;B分拣模块3组立式机和1台通道机,分拣木盒类和短支类异型烟;C分拣模块2组立式机,分拣中支类异型烟,D分拣模块1组混合预分拣机,分拣其他类异型烟,如图9所示。
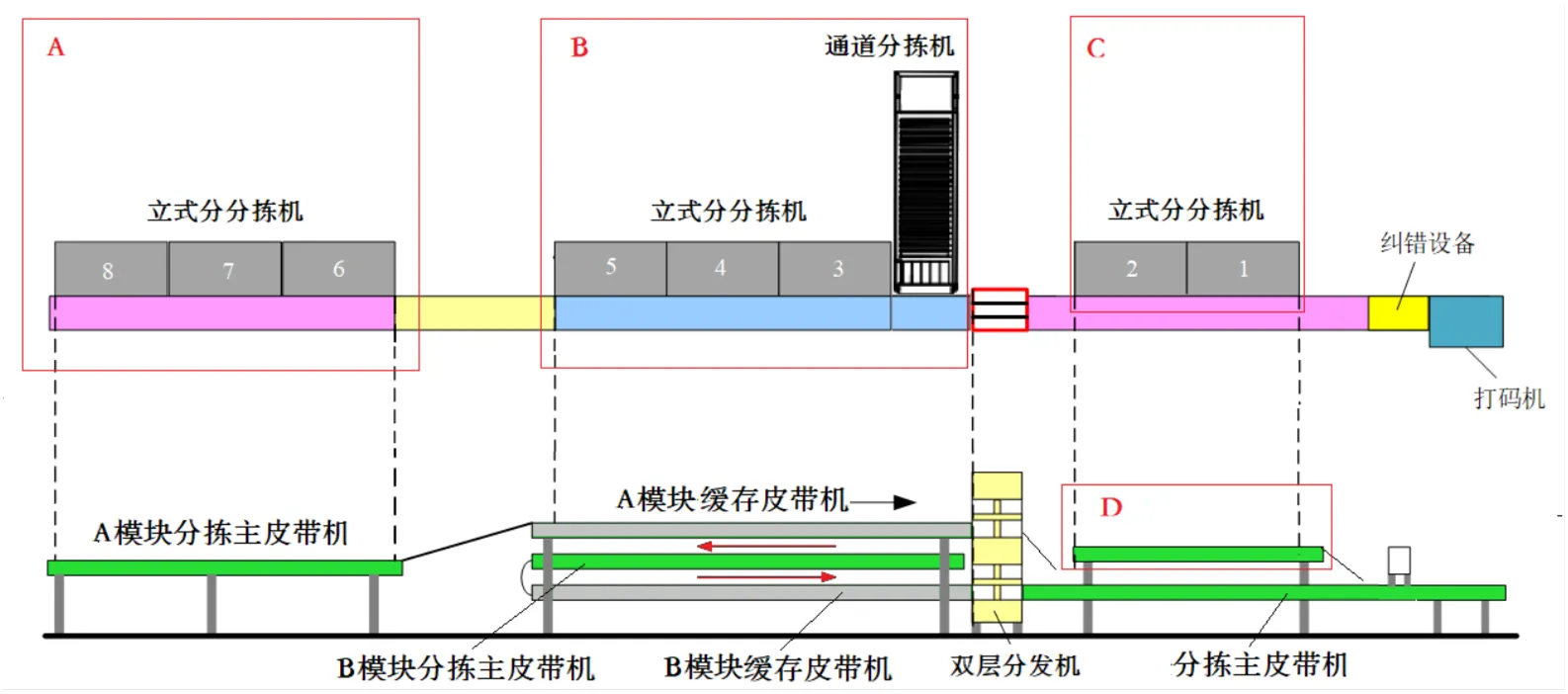
图9 异型烟分拣设备布局图
(3)传送带布局:一组立式分发机宽1.5m,三组4.5m,为留有一定的余量,A、B分拣模块分拣主传送带长度应大于设备布局宽度,缓存区传送带长度设置应大于6 m,以满足分拣效率需求。B分拣模块缓存区的“U型”区域高度设置应满足B分拣模块卷烟回旋反向输送,C、D分拣模块对应的传送带长度和分拣设备尺寸匹配。
(4)双层分发机设置于A、B分拣模块分拣缓存区传送带后端,C分拣模块的前端,如图10所示。它将A、B模块分拣好的订单卷烟合流到主皮带机,然后C分拣模块立式机和D分拣模块混合预分拣机顺序分拣卷烟到主皮带机,完成订单分拣作业,进入纠错打码环节。该设计将有效缩短订单距离,提高分拣效率。

图10 双层分发机工作示意图
2.2.3 分拣效率分析
由于A、B分拣模块是独立分拣,单位时间合计分拣效率可达20000条/ h以上,双层分发机分发效率达28000条/ h以上,且分拣作业量占比达到80%以上。受到C、D分拣模块设备运行效率,以及订单量、订单间距、设备运行和故障影响,标准烟分拣环节的效率可达20000条/ h,异型烟分拣环节的效率可达8000条/h。
2.3 包装环节设计
包装机的效率主要取决于裹膜环节,最高效率约为780包/ h,根据订单数据分析,标准烟的平均订单量为20条计算,每台包装机的作业效率为15600条/h,异型烟的平均订单量为6条计算,每台包装机的作业效率为4680条/ h。包装环节要与分拣环节匹配,必须配置2台包装机进行裹膜包装。
2.3.1 包装设备布局
卷烟通过纠错和打码后,根据订单包裹量和包裹特性,将订单分配到不同的包装机或包装口,实现柔性化的包装需求,如图11所示。

图11 包装设备布局图
2.3.2 包装环节柔性化
标准烟分拣线包装环节的柔性化。通过对包装数据的分析,包装软件控制系统根据包装作业量,实时分配订单给两台包装机,确保包装作业适度均衡,从而达到包装作业效率最大化。
异型烟分拣线包装环节的柔性化。根据异型烟不同配送线路和不同节日波动较大的特点,中转站配送线路和郊区农网线路日常包装量较少、品规数较少,只需使用双入口全品规自动堆叠包装机。城区线路和“元春”“中秋”时段,订单量较大且品规数量较多,需要使用两台包装机。通过升降皮带机、弯道皮带机、输送皮带机等设备,将类标异型烟和非类标异型烟分别输送到全品规包装机和人工堆叠(或推送堆叠)包装机进行裹膜包装,实现类标异型烟高速堆叠包装,非类标异型烟灵活堆叠包装。
2.3.3 包装效率分析
采用模块化布局和高效率合流后,标准烟的分拣效率可达20000条/ h以上,对接适配的包装机型或多台包装机,包装效率同样能够达20000条/ h。异型烟的分拣效率达8000条/ h以上,为了适应异型烟的包装需求,包装环节需对接1台双入口全品规自动堆叠包装机和1台人工堆叠(或推送堆叠)的全品规包装机,总的包装能力达到10000条/ h左右。由于非类标准烟是人工堆叠(或推送堆叠)作业效率较低,且异型烟订单量较小,大多数订单需要拆分输送至两台包装机,导致效率下降,总包装效率约为6000条/ h。
2.4 卷烟分拣线模块化布局后的实际生产数据分析
采用卷烟分拣线模块布局后,柳州市公司2021年6月份上半月的标准烟和异型烟的分拣效率统计表如表2和表3所示。其中进行标准烟分拣时,A模块和B分拣模块的平均分拣效率为12800.6和12296.0条/ h,双层分发机的平均分发效率为21601.7条/ h,包装机的平均效率为20001条/ h。异型烟分拣时,A模块和B模块的平均分拣效率为9333.8和9231.0条/ h,C/D模块的平均分拣效率为9149.2条/ h,双层分发机的平均分发效率为15631.1条/ h,包装机的平均效率为6008.1条/ h。综上所述,卷烟分拣线模块化布局后标准烟和异型烟分拣模块的平均效率均达到了预期要求,分拣系统中各类设备的匹配性和稳定性良好。
表2 6月份上半月标准烟分拣效率统计表

Tab.2 Statistics of sorting efficiency of standard cigarettes in the first half of June
表3 6月份上半月异型烟分拣效率统计表

Tab.3 Statistics of the sorting efficiency of special-shaped cigarettes in the first half of June
3 结论
本文通过对分拣设备模块化布局的研究,突破卷烟分拣设备传统的顺序分拣思维模式,创新采用设备模块化布局,各模块独立控制,分拣环节的两个主要分拣拨烟模块独立拨烟,运用双层分发机进行订单合流,包装环节采用升降皮带机对订单进行合理分流,均衡分配包装,增加包装环节柔性化。经实践证明,分拣设备模块化布局研究的应用,可以有效解决订单间分拣隔时间长、设备故障干涉、包装效率与分拣效率不匹配等问题。标准烟分拣模式下作业效率提高30%,达20000条/ h以上;异型烟分拣模式下作业效率提高一倍,最高效率达6008.1条/ h,有效提高分拣效率。
[1] 黄群慧. “十四五”时期深化中国工业化进程的重大挑战与战略选择[J]. 中共中央党校(国家行政学院)学报,2020, 024(002): 5-16.
HUANG Qunhui. The major challenges and strategic choices in deepening China's industrialization during the “14th Five-Year Plan” period[J]. Journal of the Party School of the Central Committee of the Communist Party of China (National School of Administration), 2020, 024(002): 5-16.
[2] 谭波. 烟草分拣作业中自动开箱系统关键装备技术应用及模式浅析[J]. 物流技术,2014, (004): 90-93.
TAN Bo. Application of key equipment technology and mode analysis of automatic box opening system in tobacco sorting operation[J]. Logs Technology, 2014, (004): 90-93.
[3] 李肇蕊. 卷烟物流自动分拣与补货优化算法的研究[D]. 郑州大学,2017.
LI Zhaorui. Research on optimization algorithm of cigarette logistics automatic sorting and replenishment[D]. Zhengzhou University, 2017.
[4] 顾亚宁. 探索有效提升分拣效率的新方法[C]//宁夏烟草学会学术年会. 宁夏烟草学会,2013.
GU Yaning. Exploring new ways to effectively improve sorting efficiency[C]//Ningxia Tobacco Society Annual Conference. Ningxia Tobacco Society, 2013.
[5] 李昱蓉,杨峰. 异型卷烟分拣效率提升柔性化解决方案研究[C]//中国烟草学会学术年会优秀论文集. 2017.
LI Yurong, YANG Feng. Research on flexible solutions for improving the sorting efficiency of special-shaped cigarettes[C]// Outstanding Proceedings of the Annual Conference of the Chinese Tobacco Society. 2017.
[6] 徐智. 卷烟分拣距离“精益”还有多远——湖南烟草商业系统卷烟分拣效率的分析[J]. 湖南烟草,2016(2).
XU Zhi. Cigarette sorting, how far is it from "lean"—Analysis of the efficiency of cigarette sorting in Hunan Tobacco Commercial System[J]. Hunan Tobacco, 2016(2).
[7] 曾鹏程. 异型卷烟分拣策略及流程优化研究[J]. 内江科技,2020, 41(01): 24-27.
ZENG Pengcheng. Study on Sorting Strategy and Process Optimization of Special-shaped Cigarettes[J]. Neijiang Science and Technology, 2020, 41(01): 24-27.
[8] 俞武扬,方俊俊. 直线型制造单元与设施集成布局方法研究[J]. 工业工程与管理,2016, 21(01): 102-108.
YU Wuyang, FANG Junjun. Research on the Integrated Layout Method of Linear Manufacturing Cells and Facilities[J]. Industrial Engineering and Management, 2016, 21(01): 102-108.
[9] 周娜,宓为建,姜波. 面向设备混合布局问题的设备多单元系统布局[J]. 工业工程,2013, 16(04): 111-116.
ZHOU Na, MI Weijian, JIANG Bo. Multi-unit system layout of equipment facing the problem of mixed equipment layout[J]. Industrial Engineering Journal, 2013, 16(04): 111-116.
[10] 吴洪刚,张国华. 基于细支烟和标准烟共线合单智能化分拣包装系统的库存优化与控制策略——以郑州烟草卷烟物流配送中心为例[J]. 物流技术,2017, 36(09): 144-146.
WU Honggang, ZHANG Guohua. Inventory Optimization and Control Strategy for Intelligent Sorting and Packaging System under Shared Line and Joint Order Arrangement with Thin Cigarette and Standard Cigarette[J]. Logs Technology, 2017, 36(09): 144-146.
[11] 冉文学,余丽艳,黄廷容. 基于随机需求的单元物料分拣线布局研究——以某配送中心的条烟分拣为例[J]. 物流工程与管理,2018, 40(08): 72-76.
RAN Wenxue, YU Liyan, HUANG Tingrong. Research on Layout of Unit Material Sorting Line Based on Random Demand——Taking Cigarette Sorting in A Distribution Center as an Example[J]. Logistics Engineering and Management, 2018, 40(08): 72-76.
[12] 佀占华,徐克林,朱伟,等. 基于蚁群算法的多单元物料路径协同布置[J]. 物流技术,2011, 30(19): 98-102.
SI Zhanhua, XU Kelin, ZHU Wei, et al. Collaborative layout of multi-unit material paths based on ant colony algorithm[J]. Logs Technology, 2011, 30(19): 98-102.
Research and application of modular layout of cigarette sorting line
PANG Dangqing1, GONG Shucheng1, PANG Qiuxing1, CUI Shuwan2, HU Hongchun3*
1 Guangxi tobacco company liuzhou branch, Liuzhou 545006, China;2 Guangxi University of Science and Technology, Liuzhou 545006, China;3 Staff Development Institute of China Nation Tobacco Corporation, Zhengzhou 450008, China
Improving the efficiency of cigarette sorting has become a difficult problem to be solved urgently in the tobacco business.This paper mainly studies the cigarette logistics sorting, function of packaging equipment and the efficiency of single machine operation. Adopting modular layout and independent sorting method, all kinds of sorting models and packaging machines are arranged and controlled in accordance with the modularization, which can reduce the interference of operation failures between equipment and effectively improve the operation efficiency of equipment per unit time.Through high-efficiency confluence and flexible packaging, the influence of cigarette appearance and size difference on sorting and packaging efficiency is solved.The actual operation shows that the sorting system has reached the functional design requirements and the system is running well.
tobacco logistics; cigarette sorting line; modular layout
. Email:759150070@qq.com
庞党青,龚书成,庞秋杏,等. 卷烟分拣线模块化布局研究与应用[J]. 中国烟草学报,2022,28(2). PANG Dangqing, GONG Shucheng, PANG Qiuxing, et al. Research and application of modular layout of cigarette sorting line[J]. Acta Tabacaria Sinica, 2022,28(2).doi:10.16472/j.chinatobacco.2021.T0097
庞党青(1975—),本科,工程师,烟草物流管理,Tel:13977277570,Email:gxlzpdq@163.com
胡红春(1969—),Tel:13838002720,Email: 759150070@qq.com
2021-06-03;
2022-02-08
