液-液水力旋流器分离效率深度提升技术探讨
2021-12-28宋民航赵立新徐保蕊刘琳张爽
宋民航,赵立新,徐保蕊,刘琳,张爽
(1 中国科学院过程工程研究所,北京 100190;2 东北石油大学机械科学与工程学院,黑龙江 大庆 163318;3 黑龙江省石油石化多相介质处理及污染防治重点实验室,黑龙江 大庆 163318)
水力旋流器利用液流高速旋转过程中产生的离心力,实现对具有密度差不互溶介质间的离心分离,因其结构简单、分离快速、成本及维护费用低等优点,在石油化工、动力发电、污水处理等涉及多相分离的领域均获得了一定应用。其中,液-液水力旋流器的研究主要起始于20世纪60 年代,首先应用于油水两相介质的分离[1],随着研究深入及技术升级,其用途也在不断扩大,进一步扩展到了气-液-固、液-液-固等多相分离领域。
随着我国及世界范围内对环保、能源及节能问题的日益关注,对工业设备的高效及经济运行提出了更高要求。在油田开采领域,我国主力油田普遍进入中高含水开采期,随着聚驱规模不断扩大,含聚污水采出量逐年增多,一方面增加了开采费用,同时由于含聚污水黏度大,加大了地面分离的工艺难度,进一步降低了开采经济性。在该背景下,对液-液水力旋流器而言是重大机遇,但也同时面临着巨大挑战,如何进一步提升水力旋流器的分离效率、深化其高效运行性能是目前急需解决的重要问题。从旋流分离机理考虑,能否实现对微小粒径分散相的高效分离是制约旋流分离效率深度提升的一大难点[2]。这是由于在给定处理液物性参数条件下,分散相粒径越小,其高速旋转过程中受到的径向迁移力越小,越难于分离。以油田污水为例,油相中主要包含浮油、分散油和乳化油等[3],其中,浮油和分散油约占总油量的90%,且粒径相对较大,浮油粒径一般在100μm 以上,分散油粒径多位于10~100μm之间,尽管乳化油的含量很低,但其粒径通常小于10μm,容易造成这部分难于分离的微小油滴未经分离直接排出,制约着分离效率的深度提升。
目前,在提升水力旋流器分离效率方面,国内外学者开展了丰富的研究工作,具体涉及旋流器局部结构的改进,使液流在流入旋流腔内部的过程中更加平稳,减小局部湍流强度,由此产生了渐开线形、涡线形及螺旋线形等入口结构[4]。为了抑制溢流管附近短路流造成的负面效果,进一步设计了具有螺旋形和曲面形外壁的溢流管[5],以及在溢流管入口前端增加中心曲面锥用以降低分散相直接由溢流管流出的概率[6]。在旋流腔结构方面,Larsson[7]通过将旋流腔内壁设计为螺旋形阶梯状,用以降低液流旋转过程中的能量损耗,实现在增加处理量的同时,分离效率也得以提升。针对常规双锥水力旋流器,Petty等[8]将柱状旋流腔拉长并取消了锥段结构,研究表明旋流器内部的湍流程度减弱,利于流场稳定,缓解了强湍流下造成的分散相剪切破碎,但由于缺少锥段的速度补偿作用,在入口速度较大情况下才能保持较好的分离效果。针对旋流器的圆锥段,魏可峰等[9]研究提出,为了避免小锥角容易出现的“底流夹细”及大锥角容易造成的“溢流跑粗”现象,可通过构建多段锥角来提高水力旋流器的分级效率。Nunes 等[10]采用多孔陶瓷材料加工锥段,结合了旋流分离及过滤分离优势来强化分离过程,但研究发现采用多孔材料后,旋流场及中心油核的稳定性变差,分离特性还有待进一步研究。此外,针对旋流器的入口形式,聂涛[11]系统对比了采用轴向入口与切向入口旋流器间的流动、压力及能量分布特性,分析得到轴流式旋流器内液流流动更加平稳,有助于提升整体分离效率。针对入口分散相浓度较高的固液分离工况,Li等[12]通过适当增大入口速度,明显提高了旋流分离效率。国内科研院所,包括江汉石油机械研究所[13]、四川联合大学[14]、中国石油大学[15-16]、北京石油化工学院[17]、东北石油大学[18]等研究单位均先后开展了液-液水力旋流器的分离机理及应用技术研究,并获得了丰富的理论及实验研究成果[13-19],推动了液-液旋流分离技术的快速发展。
为进一步提升水力旋流器的分离效率,本文在总结已有理论及研究成果基础上,从影响旋流分离效率的关键物理因素出发,提出促进旋流分离过程的多种技术方案,为旋流分离效率的深度提升提供一定理论及技术支撑。
1 水力旋流器分离效率提升路径分析
1.1 水力旋流器结构及工作原理
图1 给出了两种典型液-液水力旋流器的结构示意图。以图1(a)所示的双锥水力旋流器为例,主要包括圆柱段、大锥段、小锥段、处理液切向入口、低密度介质流出的溢流管及高密度介质流出的底流管六部分。溢流管和底流管可采用上下端反向布置,也可位于同侧同向布置[20]。在水力旋流器工作过程中,液流由切向入口进入,在旋流器内部进行高速旋转,液流的高速旋转将促使具有密度差的不互溶介质间发生离心分离,使密度小的介质向轴心运动,而密度较大的介质则向壁面迁移,并最终由不同的出口排出,实现旋流分离过程。水力旋流器内的液流流线大致呈螺旋形,并随着与入口距离的增大,促进离心分离的切向速度将迅速衰减,为了减缓切向速度衰减,在距液流入口一段距离处布置了呈渐缩结构的大、小锥段,使液流沿轴向的过流截面积逐渐减小,迫使沿切向的单位面积内液流流量增多,从而增大切向速度,以此补偿切向速度衰减造成的能量损失。此外,部分类型水力旋流器为了提高分级效率,也采用了多锥段的结构进行设计[21-22]。
在水力旋流器内,切向速度在数值上远大于轴向及径向速度,是决定分散相所受径向迁移力大小的重要因素之一。对于理想流体,双锥水力旋流器内的液流旋转半径r与切向速度vt间的关系可表示为vtrn=常数,图2 给出了沿旋转半径r方向的理论切向速度vt分布,图中坐标原点O位于旋流器的中心处。根据切向速度变化规律,可将液流流动分为位于内侧的强制涡区与外侧的自由涡区,二者共同形成了位于旋流器内部的组合涡结构。对于强制涡区,其特征为切向速度vt与旋转半径r呈正比,该区域流速分布主要受流体黏性力影响,整体流动近似刚体旋转,此时指数n=1。而在自由涡区,随着旋转半径r的增大,切向速度vt逐渐减小,属于未有外界能量补充的势流旋转流动,此时指数n=-1。沿旋转半径方向的整体切向速度分布梯度变化较大,最大切向速度vtmax出现于强制涡与自由涡的相接处。由于实际流体自身及与壁面间存在的黏性力和摩擦力等因素共同作用,实际n值大小将发生变化[23],从而改变对分离效率影响较大的vt分布,因此实际切向速度分布与图2 有所差异。对于如图1(a)所示的双锥水力旋流器,强制涡及自由涡主要存在于圆柱段、大锥段及小锥段内,受结构尺寸及速度衰减等的影响,其分布位置及变化规律也有所不同。此外,对于不同类型的水力旋流器而言,强制涡及自由涡的分布位置及变化规律也存在较大差异。适当增大各涡内的切向速度及增强旋流场稳定性,将有利于提升旋流分离效率。
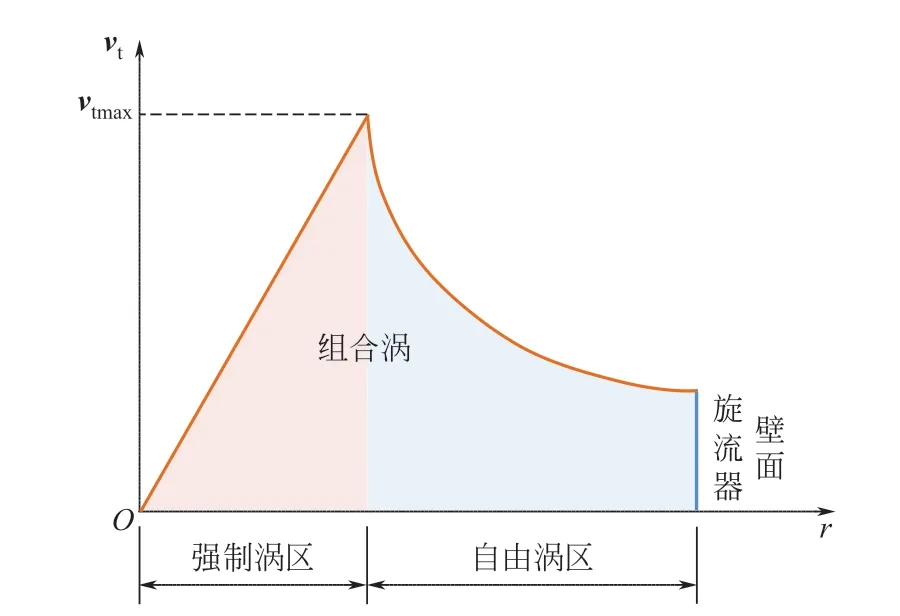
图2 水力旋流器内部典型切向速度分布
基于图1(a)所示的双锥水力旋流器设计原理,Zhao 等[24]进一步设计开发了如图1(b)所示的内锥水力旋流器,即加大圆柱段长度并取消大锥段、小锥段,通过在圆柱段内设置内锥体,同样能够形成内锥与圆柱段内壁之间的渐缩结构,用以补偿旋转液流的切向速度损失。研究表明,由于采用了切向底流出口,该类型旋流器的轴向长度大幅缩短,并有利于低密度分散相在内锥表面的聚结长大,受锥面的托举作用,容易由中心溢流管流出,且压力损失大幅降低。同时,由于设置内锥后,底部形成的环腔面积逐渐缩小,切向旋流速度增大,对底部的环腔壁面起到了一定清洗作用,也有利于防止液流中存在的重相机杂造成的沉积堵塞。
1.2 提升旋流分离效率的可行性路径
在旋流场内,分散相的停留时间t及所受到的径向迁移力F是决定旋流分离效率的重要参数。其中,分散相停留时间t的主要影响因素包括旋流场的几何尺寸、连续相的流速大小及连续相与分散相间的滑移速度等,而以上参数主要取决于水力旋流器的结构及尺寸、布置工艺、运行参数以及处理液自身的物性参数。径向迁移力F大小主要由分散相所受到的离心力Fa、径向压力差产生的径向力Fp及斯托克斯阻力Fs所决定,径向迁移力F可表示为式(1)[25]。

由式(1)可见,在未引入辅助介质(聚合物或气浮等)条件下,对于给定处理液(也就是ρo、ρw和μ值确定),决定径向迁移力F大小的主要因素为分散相粒径d、分散相切向速度vt和分散相距轴心的径向距离r。基于此,从以上影响旋流分离效率的关键物理因素出发,提出了如图3所示的旋流分离效率深度提升的可行性路径。下文中如无特殊说明,均采用油水两相介质对提升旋流分离效率的思路原理进行说明。
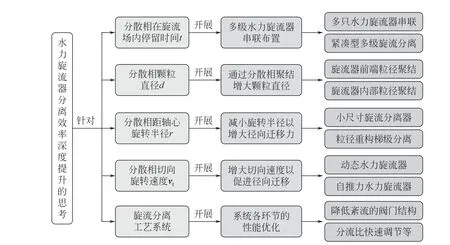
图3 水力旋流器分离效率深度提升的可行性路径框图
2 旋流分离效率深度提升的若干思考
2.1 延长分散相在旋流场内停留时间
旋流器内部液流在旋转过程中的能量衰减,决定了不能单纯依靠增大旋流器轴向长度来延长分散相在旋流场内的停留时间,通常采用的方法是将两级甚至多级旋流器进行串联,从而实现延长分散相停留时间及强化旋流分离过程的目的。图4给出了水力旋流器两级串联的典型工艺布置,入口处理液经第一级旋流器发生分离后,部分未经分离的分散相油滴(以小粒径为主)由底流排出,并进入到第二级旋流器内进行再次分离。通常为了促进对小粒径分散相的分离,第二级旋流器的直径要小于第一级。由于整体工艺通过多段管路及阀门等进行连接,整体工艺系统占地空间相对较大,难以灵活布置于有限狭小空间内,因此在空间紧凑性和经济性上有待进一步提高。
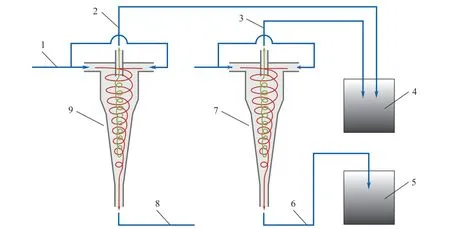
图4 水力旋流器两级串联的典型工艺布置
在采油井下分离领域,借助油水分离设备对生产层的采出液进行预分离,将低含水的采出液举升至地面,同时,分离出的水直接回注到注入层,能够提高高含水油井的开采经济性。东北石油大学针对该需求,对应用于井下有限空间内的水力旋流器进行设计开发,通过对旋流器单体结构[26-27]、管柱内流道布置[28]、过渡段结构[29]及连接方式[30]等的系统优化,最终确定了两级串联布置的井下旋流分离工艺。井下两级串联旋流器结构及油相体积分数分布如图5所示[31],第一级为预分离旋流器,采用轴向螺旋流道入口结构,并在一级外锥段布置了锥形分流体用于稳流,第二级为脱油型旋流器,采用常规双切向入口水力旋流器。由图5(b)中数值计算得到的油相体积分数分布可见,第一级预分离旋流器首先使混合介质中大部分油相形成中心富油流,并从一级溢流口排出。而后,少量油相伴随着大量水相进入第二级脱油型旋流器进行二次分离,使富水相得到进一步净化。通过对结构及运行参数的系统优化,得到实验室条件下的最佳分流比范围在30%~35%,最佳处理量为4.8~5.1m3/h。在优化参数下,其分离效率可达到92%以上[31]。在相同物性参数处理液条件下,相比于多种典型水力旋流器单体,分离效率可提升1%~4%[26-27,32]。该技术在油田的实际应用结果表明,在产油量基本不变情况下,能够使油井产液量和含水率大幅降低,使含水率超过98%的油井具备经济开采价值。针对井下油水分离,钟功祥等[33-34]结合了旋流分离原理及超亲水油水分离膜材料,设计了基于膜分离的井下水力旋流器。实验室测量结果表明,在适当温度范围内,针对含水体积分数大于80%的油水混合液,能够实现出水含油浓度达到井下直接回注标准。目前,随着同井注采技术的不断进步,井下油水分离技术正向着高效、低成本、智能化的方向持续发展[35]。
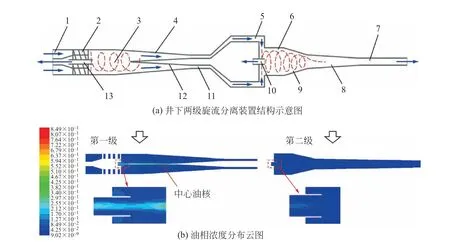
图5 井下两级旋流分离装置结构及油相体积分数分布
本文作者课题组进一步将两级旋流器进行有机集成,形成了一种更加紧凑的二次分离水力旋流器[36],其结构设计及油相体积分数分布如图6 所示。在该旋流器中,第一级和第二级分别结合了内锥旋流器[图6(a)]和双锥旋流器[图6(b)]的结构特点。为了使结构更加紧凑,将原第一级切向底流出口与原第二级切向入口优化为共用螺旋流道,同时将原第一级的内锥与原第二级的溢流管合二为一,形成中空内锥及双层同轴溢流管,从而形成了如图6(c)所示的二次分离水力旋流器。通过该设计,使两级串联旋流器的轴向长度缩短30%以上,且无需附加管路及装置进行连接。由图6(d)的油相体积分数分布可见,在两处溢流口处均有大量油相聚集,同时,底流口横截面的含油量甚少,反映出其较好的分离性能。
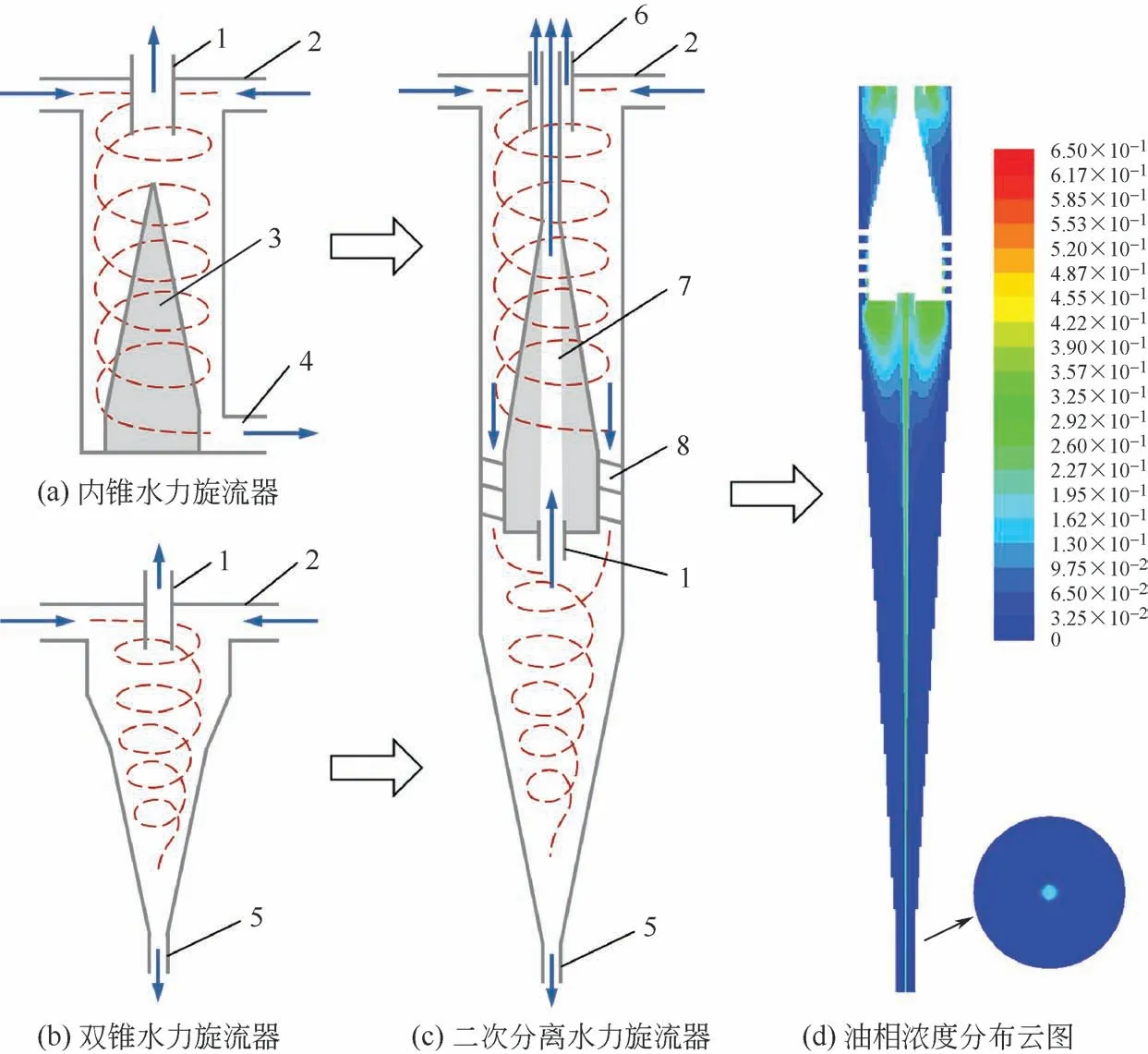
图6 紧凑型二次分离水力旋流器结构及油相体积分数分布
2.2 增大分散相直径
分散相粒径越大越有利于液流旋转过程中的快速分离,而气携式旋流分离是通过增大油滴复合体的粒径促进其径向迁移过程的典型方法[37-38],即在旋流分离的基础上,结合了气浮选原理,通过将微气泡引入旋流场,使气泡与油滴聚集形成油气复合体,相比于纯油滴,复合体的直径增大,同时密度减小,有利于增大油滴自身的径向迁移力及分离效率。针对气携式水力旋流器,其注气方式有:在旋流器入口引入气体;在圆柱段或锥段某处引入气体;圆柱段或锥段壁面采用微孔材料,气流通过微孔形成均匀气泡群。图7为在常规双锥水力旋流器[图1(a)]上应用微孔材料形成的气携式水力旋流器,可以分别在圆柱段、大锥段、小锥段单独注气或者进行组合注气。针对微孔直径大小和注气段位置选取的研究结果表明,在入口含油质量浓度为1000mg/L 条件下,采用平均孔径为20~40μm 的微孔材料以及在小锥段进行注气,可获得最佳的分离效率[37]。
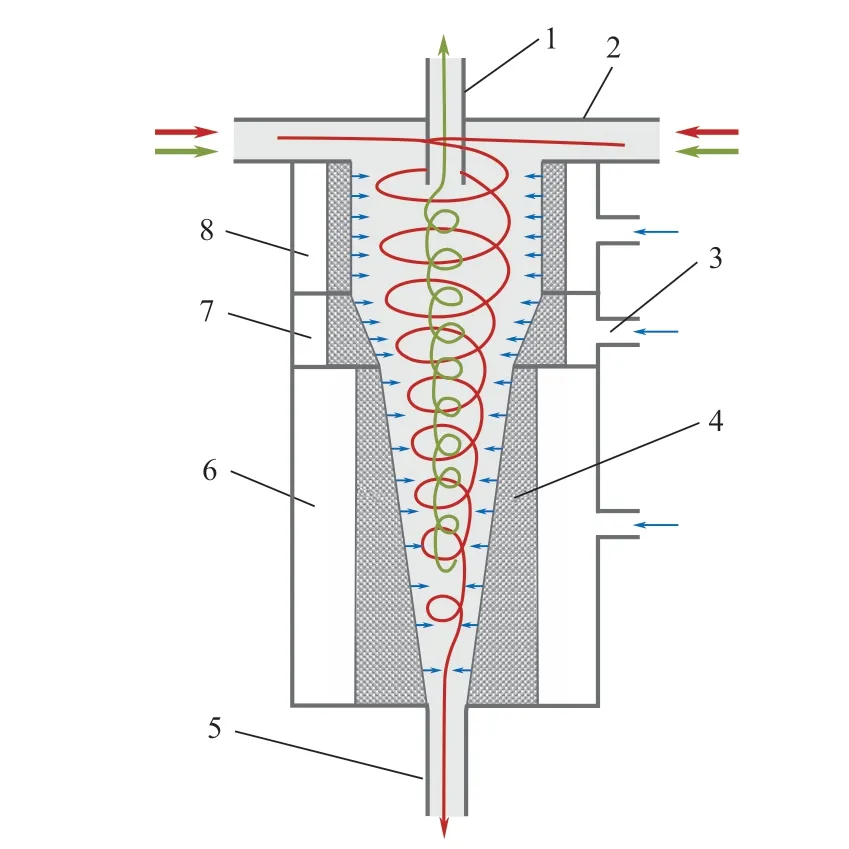
图7 采用微孔材料的气携式旋流器结构简图
液滴聚结技术也是目前普遍采用的增大分散相粒径方法。在入口处理液中添加聚合物,促进微粒径分散相间聚结为更大的液滴,相关研究结果表明,适当范围内增加聚合物含量,有利于提高旋流分离效率,但增加过多后反而会增大流动阻力,改变流场分布,带来负面效果。相比之下,静电聚结法具有快速、清洁、高效的特性,通常无需添加化学药剂且不产生附加污染物,对于含小粒径油滴的油水混合液适应性更强[39-40]。在不增加聚合物及附加设备条件下,利用旋流自身特性实现在水力旋流器的入口前端,将处理液中小粒径分散相聚结为更大粒径,也是一种典型的聚结方法,如在旋流器入口前端增加用于液滴聚结的旋流聚结器[41][图8(a)],促进微粒径分散相聚结的螺旋管[图8(b)][42],以及更加集成化的聚结旋流分离器[图8(c)][43]。
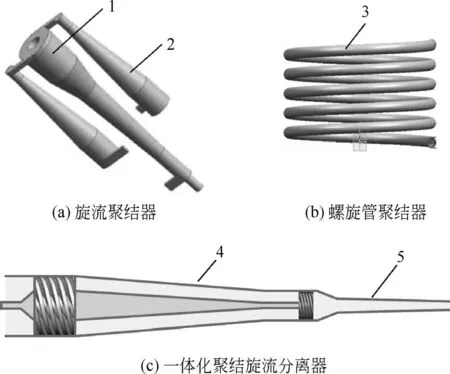
图8 基于旋流聚结思路的微粒径分散相聚结器
除采用旋流聚结思路增大油滴粒径外,具有亲油疏水性能的高分子材料也能够实现对油滴的聚结效果。英国Opus公司开发了一种Mares Tail管式聚结器[44]。该聚结器的内部填充了具有亲油疏水性能的聚丙烯纤维介质,能够促进微小油滴在纤维表面的吸附、碰撞及聚结长大。实际应用结果表明,增加该聚结器后,除油效率由增加前的40%增大到了65%,分离效率整体提高了40%。在沙克特公司的PECT-F 技术中[45],采用一种纤维聚结材料的滤芯安装于多管并联水力旋流器的入口或上游区域,在某海上平台的测试结果表明,可使油滴粒径增大至30μm,旋流分离后的出水含油浓度小于5mg/L。该类型聚结器在长期运行中应减少或避免入口液流所夹带的颗粒物等固相物质,防止聚结器内部纤维的堵塞问题。
考虑到分散相液滴的粒径越大,其表面积越大,在径向迁移过程中,对周围小液滴的碰撞聚并概率越大,从而产生了反转入口流道的聚结旋流分离方式[46],该分离方式结合了螺旋聚结及反转入口结构,将聚结形成的大粒径分散相油滴导向至旋流腔内壁附近流入,使在大粒径油滴向中心运移过程中,与周围小粒径油滴的碰撞聚并概率增大,聚结后的油相共同向溢流管运移并排出。相比于图8所示的几种旋流聚结思路,该方法在确保旋流器入口前端聚结效果的同时,进一步利用了聚结后大粒径液滴对微小粒径液滴的良好聚并效果,构建了旋流器内部的聚结过程。在此基础上,本文作者课题组进一步构建了粒径梯级聚结的旋流分离方式[47],如图9 所示,其特点是在旋流腔上部的溢流管外侧,依次梯级布置有三层通道,并共同位于呈锥状的梯级聚结室内部。入口处理液首先经外侧螺旋管聚结后,靠近内侧的大粒径油滴直接通过内切向入口送入旋流腔内壁附近,而剩余分散相油滴(主要为中、小、微粒径油滴)由外切向入口进入梯级聚结腔内,由于梯级聚结室采用渐缩结构,将加快进入其内部油滴的高速旋转,在这个过程中,粒径相对较大的中粒径油滴将更容易向中心运移,并率先流入靠近外侧的中粒径通道,而后,小、微粒径油滴依次流入位于内侧的小粒径通道和微粒径通道,从而在旋流腔上部由外至内,形成油滴粒径由大到小的分布规律,实现液滴在向中心迁移过程中,由大到小的梯级高效聚结,促进旋流分离效率的深度提升。
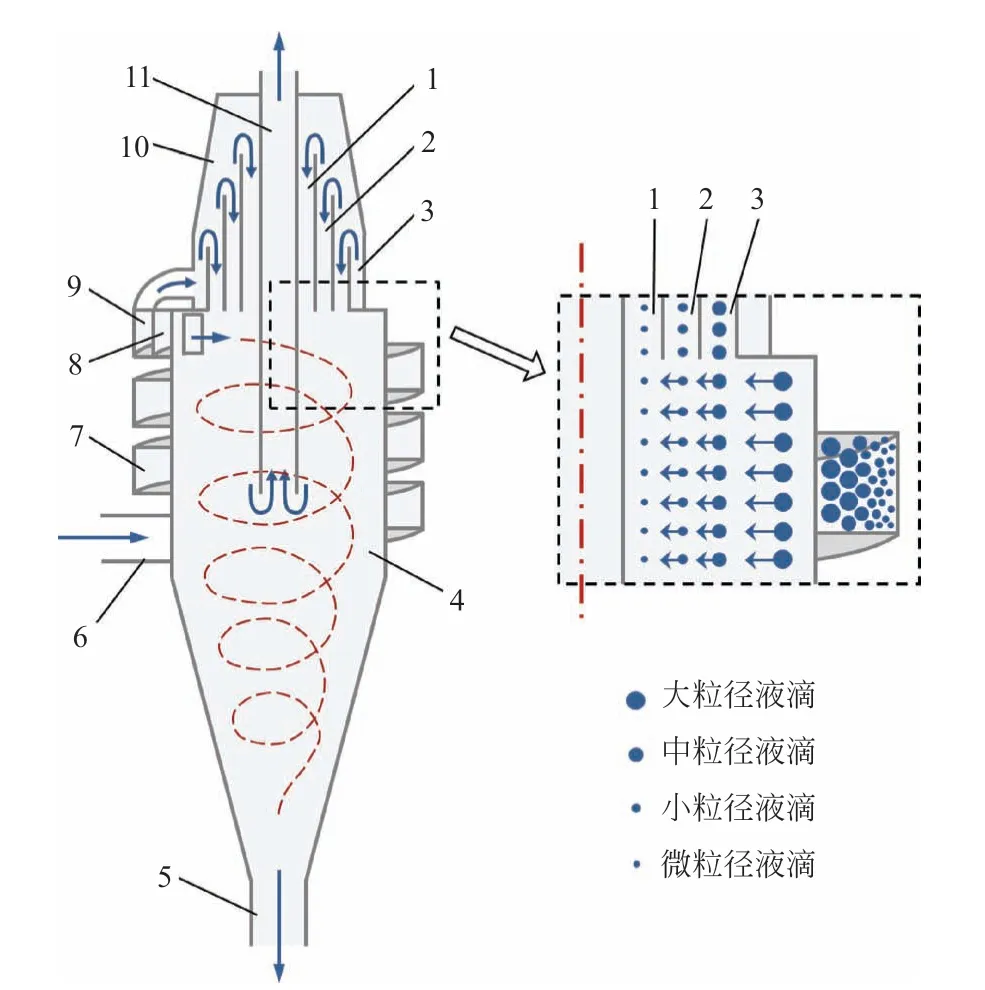
图9 分散相梯级聚结旋流器结构示意图及聚结原理
在对高密度分散相的旋流分离领域,付鹏波等设计了一种进口颗粒排序型旋流器,其结构原理如图10 所示。为了提高对细小颗粒的分离效率,在旋流器入口前端布置了颗粒排序器,利用离心力场对进入旋流器入口处的不同大小颗粒进行排序,使难分离的小粒径颗粒由旋流器进口的外侧和下侧进入,降低小颗粒在靠近溢流口进入时由溢流口直接排出的可能性,有利于对不同大小颗粒高效分离。实验结果表明,入口平均粒径为15.7μm 时,优化结构下的分离效率可达98.3%,相比于增加颗粒排序器前提升了6.4%,尤其对于PM2.5的分离效率提升了15%~20%[49]。对比分散相油滴的梯级聚结(图9)及颗粒的重新排序(图10)思路,目的均是使不同粒径分散相在旋流器进口处于有利于分离的位置。主要区别在于,针对油相分离,进一步结合了液滴间自身的碰撞聚结特性及大粒径液滴与周围液滴碰撞概率大的优势,增大对小粒径液滴的聚结长大概率,达到提升整体分离效率的目的。
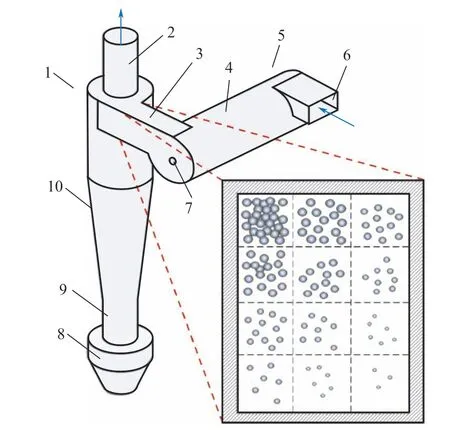
图10 进口颗粒排序型旋流器结构及颗粒排序示意图
2.3 减小分散相旋流半径
在水力旋流器实际应用过程中,入口处理液中分散相的粒径分布往往位于较大的尺寸范围,其中粒径小于10μm 的份额也可能占有一定比重[3],通常对于这部分微小粒径分散相的旋流分离效率较差,甚至未经分离直接排出,严重制约着整体分离效率的提升。通常,为了促进这部分微小粒径分散相的分离,常设计采用直径较小的水力旋流器,通过减小旋转半径,加大分散相所受到的径向迁移力,促进其快速分离。以对直径为1~56μm的钛白粉(TiO2)进行旋流分离为例[50],采用的旋流腔直径较小,为20mm,整体旋流器长度仅为159mm,详细结构参数如图11 所示。尽管该旋流器能够实现在0.4m3/h 入口处理量条件下,优化分离效率达到90%以上,但难以满足大处理量及宽分散相粒径范围条件下的高效旋流分离需求。
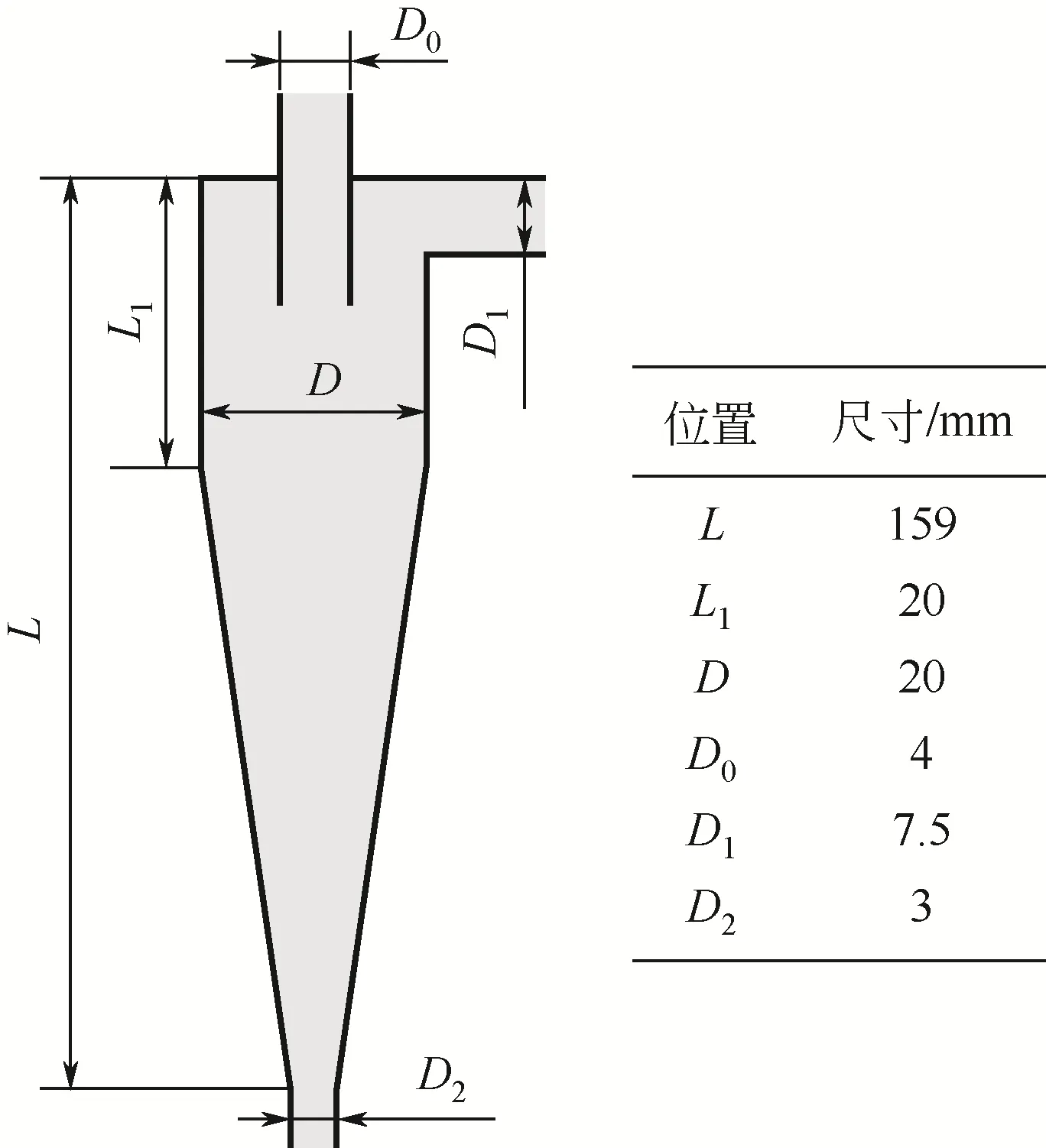
图11 应用于钛白粉分离的小直径水力旋流器
为了实现大处理量及宽粒径范围下的高效旋流分离,本文作者课题组进一步设计了基于粒径重构梯级分离的水力旋流器[51],其结构设计思路及油相体积分数分布如图12 所示。这里同样以油水两相处理液为例进行说明,考虑到大粒径油滴在较大直径旋流腔内即可实现高效分离[图12(a)],而对于微小粒径油滴则需要直径较小的旋流腔以增大其所受到的径向迁移力[图12(b)],因此在该种旋流分离方式中[图12(c)],直接将小直径旋流腔置于大直径旋流腔内部,从而构建了同时适用于大小粒径油滴高效分离的两层同轴旋流室。并且,在切向入口前端设置对油水混合物具有预分离作用的弯管结构(也可为螺旋管或其他能够实现预分离的结构),将油水混合液预分离成富含小粒径油滴和富含大粒径油滴的两股液流,并分别沿切向送入内、外层旋流腔内,从而实现基于油滴自身粒径大小构建合适的径向迁移力。此外,也可根据预分离效果,设置三层或以上的旋流室。目前,针对该旋流分离思路的数值计算结果表明[图12(d)],通过对分散相的粒径重构及梯级分离,在大直径旋流腔的内侧及小直径旋流腔的中心处,均形成了明显的高浓度油相分布,并分别由双层同轴溢流管排出。并且细小油滴的去除效率明显提高,整体分离效率相比于优化前提高了2.85%[52]。
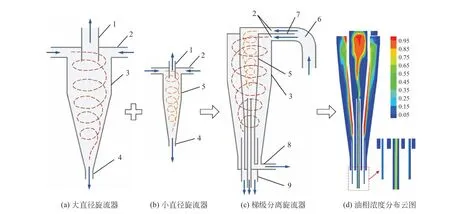
图12 基于粒径重构梯级分离的水力旋流器结构设计及油相体积分数分布
2.4 增大分散相旋流切向速度
由1.2 节的分析可见,理论上增大分散相的切向速度将促使其快速分离,但对于前面所介绍的静态水力旋流器,实际运行中的切向速度过高将使高速旋转流动带来的剪应力增大,这种剪应力会使分散相或聚结体破裂,加大分离难度,尤其对于液-液分离时,入口速度更须控制在一定范围内[53]。相比之下,动态水力旋流器是通过增大切向速度提升旋流分离效率的成功代表[54],图13 给出了一种典型动态水力旋流器结构示意图,处理液由左侧轴向入口流入,经旋转叶片的启旋作用后产生旋转流,与此同时,电动机驱动旋转筒高速旋转进一步带动其内部液流进行高速旋转,从而实现旋流分离过程。其优点主要体现在:利用外壳旋转带动液体介质运动,旋流室内切向速度基本不受其所在位置影响,克服了静态水力旋流器中由于液流流动速度衰减引起的旋转强度下降问题;由于不依靠静态水力旋流器的入口液流能量驱动旋转,使湍流效果相对减弱,即使对10μm的油滴仍有75%左右的分离效率[55],因此,整体分离效率要高于静态水力旋流器[56]。其不足在于,传统动态水力旋流器需要外接动力源,增加了设备成本及运行费用[25],且由于设置了径向尺寸较大的旋转叶片,将一定程度上造成对上游来液分散扰流的负面效果。
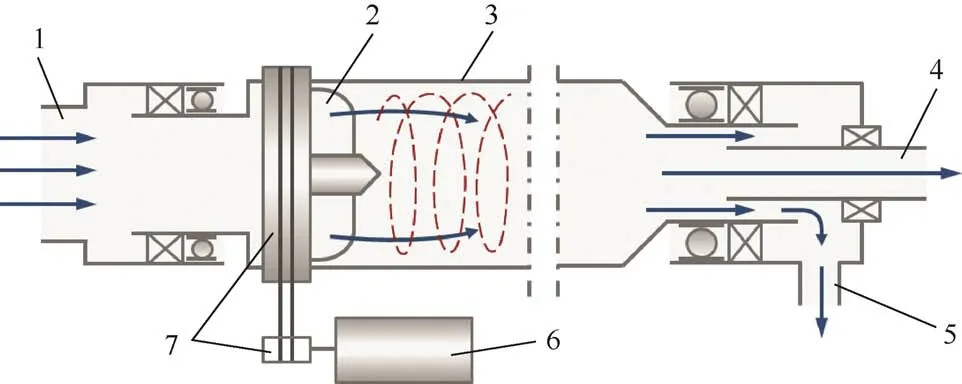
图13 典型动态水力旋流器结构示意图
为了减轻动态水力旋流器中旋转叶片对上游来液的分散扰流作用,Enviro Voraxial Technology(EVTN)公司在早期设计提出了Voraxial 叶片诱导旋流分离技术, 而后该技术于2017 年被Schlumberger 公司收购[57]。该技术的主要技术特征在于采用一种高速旋转的无剪切、无阻塞叶轮诱导产生径向及轴向流动,促进两相或三相介质的旋流分离,且运行过程中,无需对入口含油量波动、分散相浓度或流量等入口参数进行连续调整。目前,已形成了三种型号尺寸的紧凑型移动处理装置,处理范围在5~1100m3/h[58]。在国内方面,姬宜朋[59]设计开发了如图14 所示的轴向涡流分离器。主体结构由驱动机构、涡发生器、静止锥筒、轻相收集管等组成。其特点是在涡发生器的转鼓内壁固定有高度和长度均小于转鼓半径和长度的渐变螺旋叶片。通过构建的加速区、稳流区及静止锥筒内的离心力场,强化多相介质的旋流分离。采用该分离器处理某油田生产污水的结果表明,入口油相含量在100~300mg/L时,除油效率可达80%以上(最高可达91.8%),出水油相含量稳定在30mg/L以下[60]。
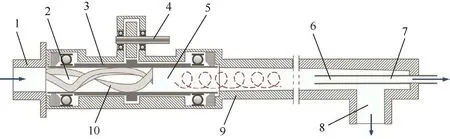
图14 轴向涡流分离器结构示意图
此外,为了延续动态及轴向涡流水力旋流器在稳定旋流场及促进微小粒径分散相高效分离方面的优势,同时降低设备成本及运行能耗,进一步形成了自旋式旋流分离思路,即在不依赖外界动力情况下,仅依靠液流流经旋流器过程中产生的自身推力,驱动旋流腔内部液流进行高速旋转。图15 为所述自旋式旋流分离器的结构示意图,其中,图15(a)为中心溢流管自旋的旋流分离方式[61],通过由反推射流口喷出的高速射流产生的反向旋转力矩,驱动溢流管进行高速旋转,并带动其周围的液流进一步高速旋转。图15(b)为外侧旋流腔自旋的旋流分离方式[62],借助底部液流流经静叶片后产生的射流推力,推动动叶片及与之相连的旋流腔实现高速旋转,从而进一步驱动旋流腔壁面区域液流的高速旋转。该类型水力旋流器相比于常规的静态水力旋流器(图1)结构要复杂一些,需要进一步对该类型旋流器进行系统优化,获得结构紧凑、便于加工、运行可靠且稳定高效的自旋式旋流分离器结构及其优化的运行参数。
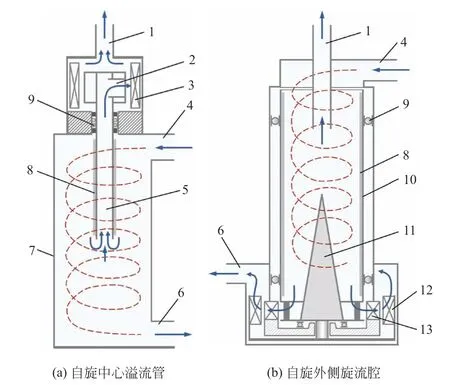
图15 自旋式旋流分离器结构示意图
2.5 旋流分离工艺系统优化
以上分别从单一因素出发,探讨了水力旋流器分离效率深度提升的新思路,而在实际旋流分离工艺中,除了考虑旋流器自身性能外,分离工艺中必要的附属结构,如阀门、取样管及分流比调节装置等也将对整体分离性能产生一定影响。图16 为一种典型的旋流分离工艺系统,在该工艺中,油水混合液经泵的增压后,依次流经入口管路、阀门和流量计,进入旋流器内发生旋流分离,而后经分离的富油相和富水相分别由溢流管和底流管流出。为了确定最佳的运行参数,常通过位于出、入口管路上的取样管对液流进行取样以测量油相浓度,计算得出分离效率,之后通过对操作参数的反复调节,以达到最优的旋流分离效率。其中,避免入口阀门内部紊流造成的液滴破碎、增强取样代表性以及促进更加快速准确的操作参数调节等,是值得深入思考的问题。
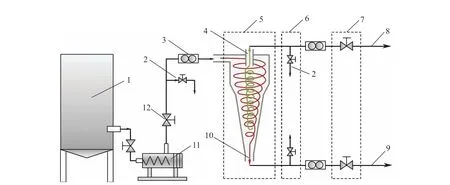
图16 典型旋流分离工艺系统布置
(1)避免入口阀门内部紊流造成的液滴破碎。传统旋流分离工艺中多采用市面上常见的闸阀、蝶阀或球阀等对入口流量进行调节,由于上述阀门普遍采用挡板(块)来改变阀内阻力,实现对流量的调节,这将不可避免地造成混合液流经阀门后,在挡板(块)后方产生流场紊乱,造成分散相液滴的剪切破碎,使液滴粒径减小,增大后续旋流分离的难度。如何实现流量调节的同时最大程度上避免紊流造成的液滴剪切破碎,是水力旋流器入口前端的阀门所急需解决的重要问题。鉴于此,图17 给出了一种防止液滴湍流破碎的轴向内芯阀门结构[63],区别于传统阀门挡板,在阀体内部设置了流线型内芯,用以降低液流与阀芯间的硬性碰撞,通过调整内芯与出口间的过流面积调节液体流量。通过该结构设计,最大程度避免了混合液流经阀门过程中产生的紊流及由此造成的液滴剪切破碎,有助于后续旋流分离效率的提升。
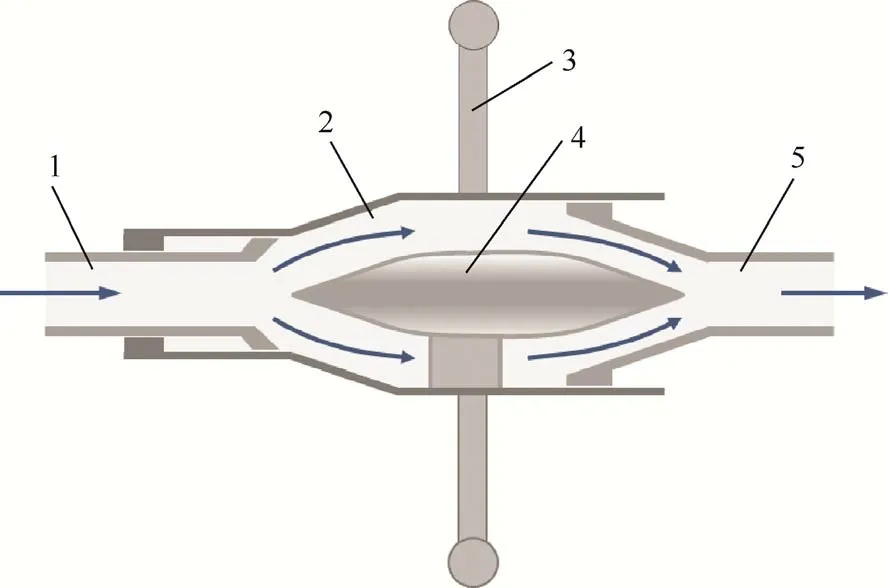
图17 防止液滴湍流破碎的轴向内芯阀门结构示意图
在避免液流流经阀门造成的液滴剪切破碎同时进一步兼顾液滴聚结长大方面,Typhonix公司设计了如图18 所示的Cyclone-based 低剪切阀,在阀杆上布置有导流叶片以形成旋转液流,具体结合了导流叶片、锥形旋流室和阀杆末端圆锥体,用以减轻紊流造成的液滴破碎,同时通过构建高速旋流场促进分散相液滴的聚结增大[64]。与常规闸阀的对比试验结果表明,在矿物油与水的混合来液条件下,Cyclone-based 阀门可使油滴粒径增大约70%,说明该阀门不仅降低了油滴破碎程度,同时也促进了油滴聚结效果[65]。此外,刘鹏[66]进一步将旋流聚结思路应用于原油开采的节流阀设计中,通过在阀笼侧壁开设的多组切向节流孔实现液流的切向旋转,促进分散相液滴的聚结长大。
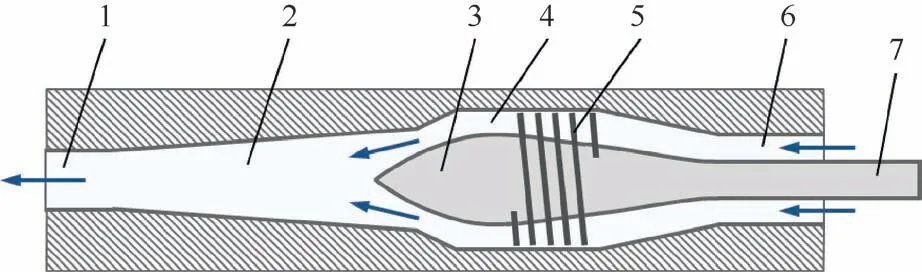
图18 Cyclone-based低剪切阀结构示意图
(2)增强取样装置对液流取样的代表性。液流取样的准确性决定着对整个分离系统的性能评价,并直接指导系统运行参数的优化调节,以获得最优分离性能。在这个过程中,对取样装置的要求,一方面要防止液流取样过程中,由于液流急速转向造成的分散相液滴发生惯性分离及流场紊乱产生的液滴剪切破碎,同时,需结合等面积等速取样方法,使取样液流更能准确反映取样管路的分散相含量及粒径分布。显然,常规在管路侧壁上安装支管用于液流取样的结构很难满足上述要求,需要设计开发更具有代表性的液流取样装置。
(3)促进快速准确的旋流器操作参数调节。入口流量及溢(底)流分流比是系统优化过程中的常用调整参数[67]。其中,分流比调整是通过对入口、溢流及底流管路上的阀门开度进行协同调节,以实现对各股液流间的流量比调整。而在实际分流比调整过程中,由于对单根管路流量进行调节时,系统阻力也将发生改变,会直接影响到其他管路内的液流流量,往往需要进行反复调节以获得目标分流比。为了优化这一问题,进一步构建了如图19 所示用于分流比快速调节的阀门[68],在该结构中,上、下腔体分别用于连通溢流管和底流管,通过同时调整上、下内芯的相对位置,可以对溢流与底流间的流量分配进行灵活调节。并且,阀体出口端的内壁准线为抛物线形设计,可以保证不同分流比下溢流和底流间的总过流面积相等,最大程度上降低分流比调节过程中对旋流器入口流量的影响。
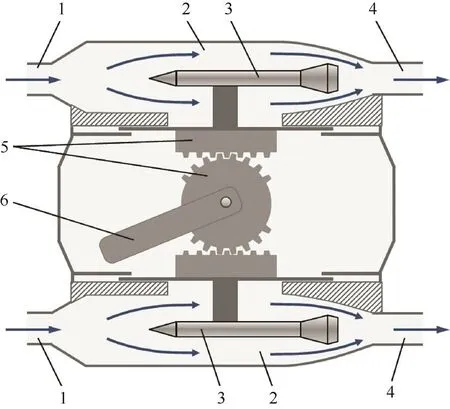
图19 分离比调节阀门结构示意图
此外,除以上所述的水力旋流器自身及整体旋流分离工艺性能的优化提升外,以旋流分离技术为核心,进一步耦合亲油疏水材料、气浮选、膜分离、微波技术及超声技术等,也是深度提升两相乃至多相不互溶介质间分离效率的切实可行的方法[69]。
3 结语
本文以液-液水力旋流器分离效率的深度提升为目标,分别从分散相在旋流场内的停留时间、分散相粒径、分散相距轴心旋转半径、分散相切向旋转速度以及旋流分离工艺系统等影响旋流分离效率的关键物理因素出发,在总结已有研究及理论成果基础上,从延长分散相停留时间、促进分散相高效聚结、对微小粒径分散相高效分离、构建高速稳定切向旋流场等多角度分析总结了包括提升旋流分离效率的紧凑型二次分离水力旋流器在内的多种技术方案,并针对旋流分离工艺的系统优化,分析了降低液滴破碎及增强取样代表性等的需求及可行性技术。所探讨的多种技术方案将为液-液两相以及固-液、气-液、气-液-固等多相混合介质的高效旋流分离器设计及系统优化提供一定理论及技术支撑。
文中详细探讨了旋流分离效率深度提升的多种技术思路,但对于特定技术方案而言,尚需进一步通过数值计算及实验测量方法对方案结构及运行参数进行系统优化研究,以实现最优分离性能。同时,以旋流分离技术为核心,进一步耦合亲油疏水材料、气浮选、膜分离及微波技术等,挖掘多分离技术间的协同作用。此外,在不断追求分离工艺各环节优化设计的同时,需进一步结合多相液流物性参数及分离效率的在线监测技术,开展水力旋流分离系统性能的智能化分析诊断与优化控制,进一步促进旋流分离效率的深度提升。
