北方南美白对虾工厂化反季节养殖试验
2021-12-23王艳艳宋学章张爱华孙福先孙家强王海凤张庆荣肖国娟
王艳艳 宋学章 张爱华 孙福先 孙家强 王海凤 张庆荣 肖国娟



摘 要:为探索南美白对虾工厂化养殖的节能环保养殖模式,试验采取低温养殖、余热回收等措施,开展南美白对虾工厂化反季节低温养殖试验,养殖周期94~109 d,对虾养成规格50~80尾/kg。平均售价98元/kg,平均产量12 kg/m2,平均成本42.1元/kg,平均纯利润670.9元/m2,取得了良好的养殖效果。
关键词:南美白对虾(Penaeus vannamei);工厂化;反季节;低温;养殖;余热回收
沧州地区南美白对虾工厂化养殖模式已达20多万m2,经济效益良好,成为沿海支柱性产业。2020年下半年沧州地区全面关闭地热井,改用天然气加热使养殖成本大大提高,一些养殖企业被迫停产。如果不能妥善解决加热问题,将使南美白对虾工厂化养殖产业面临巨大损失。为此,河北省现代农业产业技术体系特色海产品创新团队沧州试验站在黄骅市新天地养殖公司开展南美白对虾工厂化反季节低温养殖试验,采取低温养殖、余热回收等措施,取得较好效果,现将基本做法总结如下。
1 材料与方法
1.1 试验地点
黄骅市新天地水产养殖有限公司。
1.2 设施设备
工厂化养殖车间8个,水泥养殖池176个(单个养殖池面积24 m2),总面积4 224 m2。
储水采光保温棚2座,规格为52 m×32 m×3.2 m。
余热回收系统主要有回收池1个,规格为30 m×52 m×3 m;热交换器2台(规格分别为100 m2和200 m2)。
淡水井1口,出口水温 36 ℃。
鼓风机按15 kW/500 m2配备。
取热设备为4吨燃气锅炉1台。
1.3 南美白对虾虾苗
选择优质南美白对虾虾苗,虾苗符合DB 13/T 785-2006的规定[1]。
1.4 虾苗标粗与投放
2020年10月8日购进P5仔虾,标粗15 d左右,虾苗规格达到7 000尾/ kg左右时分池。2020年10月23日分池放苗,投放密度为750尾/m2。
1.5 日常管理
1.5.1 水质调控
养殖用水前期全部采用10 mg/L漂白粉处理(不中和余氯);如果水质混浊则采用1 mg/L过硫酸氢钾净化处理。
虾苗分池后初期水位为60 cm,然后,前3 d每天加水10 cm,水位达到最高90 cm后开始换水。养殖初期每日换水量为10%;中期为30%;到后期为60%。
保持养殖池水充气增氧的连续性,使池水流动旋转无死角,残饵、粪便等污染物及时外排,溶氧量保持6 mg/L以上。水温控制在24~26 ℃范围内。
养殖过程中,每15 d左右使用芽孢杆菌或乳酸菌等微生态制剂,使有益菌保持优势菌群,达到预防病害发生、减少药物使用的目的。
1.5.2 饲料投喂
1.5.2.1 饲料选择 全程使用配合饲料,配合饲料质量和安全卫生符合GB 13078-2017[2]和SC/T 2002-2002[3]的规定。
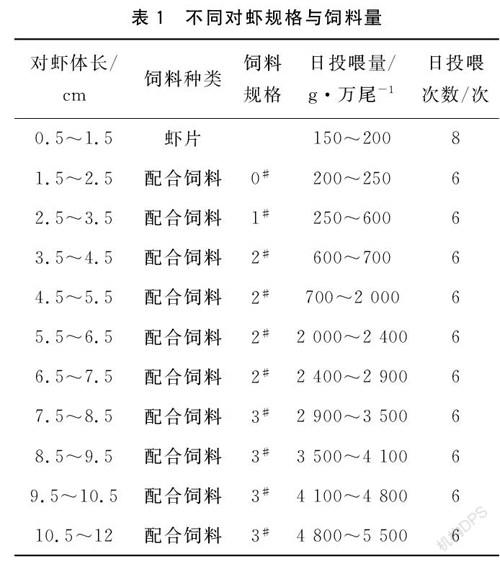
1.5.2.2 投喂量 每日定时投喂6次,投喂量根据不同生长阶段进行调整,采取阶梯渐进式增量法,根据不同生长期,7 d为一个定量增量梯次(见表1),并根据实际摄食情况灵活调整饲料投喂量。
1.6 病害防控
以预防为主,治疗为辅。一旦发生病害,药物使用符合《无公害食品 渔用药物使用准则》(NY 5071-2002)[4]和《无公害食品 对虾养殖技术规范》(NY/T 5059-2001)[5]的规定,药物残留符合《无公害食品 水产品中渔药残留限量》(NY 5070-2002)[6]的规定。
1.7 养殖尾水余热回收与节能效果计算
1.7.1 余热回收 养殖尾水排入尾水回收池保温保存,当车间需要换水时,通过热交换器用尾水余温加热新水。
1.7.2 节能效果计算 根据以下公式计算2种模式养殖过程中加温所需的热量,进而计算分析节能效果。
Q=c×m×Δt(1)
式中:Q为热量,kJ;c为水的比热容,4.2 kJ·kg-1·℃-1;m为质量,kg;Δt为变化温度,℃。
1.8 收获
2021年1月9日,当对虾规格达到80尾/kg时,开始分批出池。一般一个养殖池分为三次出池,每次出池间隔7~10 d,第一次、第二次出池均为存池量的20%,第三次全部出净。
2 结果与分析
2.1 养殖结果
2021年1月9日至2月24日分批出池銷售,养殖周期94~109 d,对虾规格50~80尾/kg。售价94~114元/kg,平均98元/kg。共计产虾50 688 kg,平均产量12 kg/m2,平均成本42.1元/kg,总计纯利润283.4万元,平均利润670.9元/m2(见表2)。
2.2 采用低温养殖,养殖周期略有加长,养殖成功率明显提高
整个养殖过程没有发生病害,虾苗回捕率91%,养殖成功率100%,176个养殖池全部养殖成功。改变工厂化高温养殖的模式,将以往28~32 ℃的养殖水温降低到24~26 ℃低温养殖,虽然养殖周期略有加长,但虾苗的回捕率和养殖成功率明显提高。见表3。分析原因,可能是养殖后期因为投饲量大、养殖水体中有机物含量增多,低温更有利于保持水质稳定。
2.3 余热回收节能效果明显
试验养殖面积共4 224 m2,水深0.9 m,总养殖水体3 801.6 m3,养殖水温26 ℃,养殖周期为2020年10月8日至2021年1月24日,总计109 d,养殖前期日换水量为总水体10%,养殖中期为30%,养殖后期为60%,整个养殖周期所需水量见表4。
根据式(1),1 kg水温度升高1 ℃所需热量为4.2 kJ。
没有采取余热回收时,整个养殖过程所需加温的热量为:把每个养殖阶段的用水从自然水温加热到养殖水温所需热量。
采用余热回收后,尾水回收池温度22 ℃,通过热交换器用尾水余热将储水池新水加热到20 ℃,只需用天然气锅炉把养殖用水的温度提高6 ℃即可。
经计算,节能79%。
3 结论
本试验中,采取24~26 ℃的低温养殖可以明显提高养殖成功率;构建养殖尾水余热回收系统,可大大降低加热成本,解决了因地热井关闭给工厂化养虾带来的加热成本提高的难题。这一技术的推广可促使北方对虾工厂化养殖向节能、高效、绿色、可持续发展方向前进。
参考文献:
[1] 河北省水产局.南美白对虾 苗种:DB13/T 785-2006[S].石家庄:河北省质量技术监督局,2006:1-2.
[2] 全国饲料工业标准化技术委员会.饲料卫生标准:GB 13078-2017[S].北京:中国标准出版社,2017:1-7.
[3] 全国水产标准化技术委员会海水养殖分技术委员会.对虾配合饲料:SC/T 2002-2002[S].北京:中国标准出版社,2002:1-5.
[4] 中华人民共和国农业部.无公害食品 渔用药物使用准则:NY 5071-2002[S].北京:中国标准出版社,2002:1-6.
[5] 中华人民共和国农业部.无公害食品 对虾养殖技术规范:NY/T 5059-2001[S].北京:中华人民共和国农业部,2001:3.
[6] 中华人民共和国农业部.无公害食品 水产品中渔药残留限量:NY 5070-2002[S].北京:中国标准出版社,2002:2-3.
(收稿日期:2021-10-27;修回日期:2021-11-15)
基金項目:河北省现代农业产业技术体系特色海产品创新团队资助;河北省农业农村厅2020年科技项目计划(冀农科20031)。
作者简介:王艳艳(1982.12-),女,水产工程师,主要从事水产技术推广工作。E-mail:179113501@qq.com。
通信作者:宋学章(1964.10-),男,农业技术推广研究员,主要从事水产技术推广工作。E-mail:13603337876@163.com。
