Mone1400合金焊接技术研究
2021-09-29王多明张亚森侯彦龙李青春包国强武斌李文强
王多明,张亚森,侯彦龙,李青春,包国强,武斌,李文强
中核四〇四有限公司第一分公司 甘肃兰州 732850
1 序言
耐腐蚀Monel400镍铜合金主要元素为Ni和Cu,由于Ni和Cu能够形成无限固溶体,使其组织可成为单相奥氏体[1]。由于Monel400合金具有优良耐氟、耐氢氟酸性能,具有良好的力学性能和加工性能,能在较为恶劣的腐蚀环境中工作,因此被广泛应用于腐蚀性较强的化工、海洋开发、核工业等领域[2-4]。
反应器器体作为主要核心设备,伴随核工业快速发展,反应器器体在中温状态和强腐蚀的环境下运行,因而对反应器器体焊接性能提出更高的要求。由于反应器器体尺寸较大,焊接坡口不易成形,Monel400合金材料在卷制过程中,延展率较大,因此焊接坡口角度对于焊接质量影响很大,焊接过程中易变形,焊后极易出现裂纹、气孔等缺陷。本文通过对Monel400合金材料进行焊接性分析,在焊接方法、焊接材料、焊接参数等方面进行焊接工艺评定[5],选择最佳的焊接参数和操作技术,应用于反应器器体的焊接。
2 反应器器体结构和技术指标
(1)反应器器体结构 反应器器体结构如图1所示。由于反应器器体焊接坡口不易成形,焊接过程中板材易产生变形,因此焊后极易出现裂纹、气孔等,在实际使用过程中存在焊缝缺陷及焊接质量问题,焊缝易出现腐蚀减薄。通过对Monel400合金材料进行焊接性分析,在焊接方法、焊接材料、焊接参数等方面进行研究,拟解决焊接变形、焊缝缺陷,提高焊接接头质量,降低焊缝腐蚀。
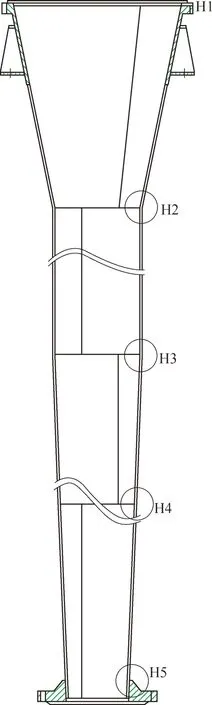
图1 反应器器体结构及主焊缝布局
(2)主要技术指标 反应器主要技术指标见表1。另外,反应器焊接接头A、B类焊缝采用NB 47013.2—2015标准进行100%RT检测,技术等级为A、B级。
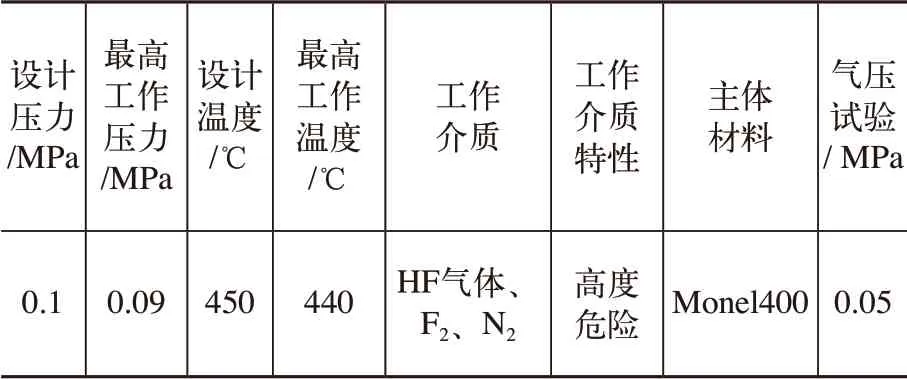
表1 主要设计参数
3 Monel400合金的焊接特点
由于Monel400合金材料在液态下的流动性及浸润性较差,焊接过程中焊缝极易产生气孔、夹渣、裂纹、未熔合和咬边等缺陷。这些缺陷直接影响着反应器器体的使用寿命,具体Monel400合金材料焊接存在以下特点[6]。
(1)容易氧化 镍和铜的互溶性很好,同时与氧的结合力较强,在高温时与氧结合易生成氧化膜,这种氧化膜极易产生气孔、夹渣、裂纹、未熔合和咬边等缺陷,使焊接性能降低。
(2)易产生气孔 Monel400合金的焊接气孔主要为H2气孔、CO气孔和H2O气孔。其中以H2O气孔为主。在焊接过程中,焊缝金属中的镍熔化为液态能溶解大量的氧(1720℃氧在镍合金中的溶解度为1.18%)。当焊缝金属凝固时,氧的溶解度逐渐减小,过剩的氧将镍氧化成氧化亚镍,NiO和Ni与H反应,镍被还原后,而氢与氧反应生成H2O在熔池凝固时来不及逸出,而形成H2O气孔。由于在焊接过程中焊道周边区域冷却快,结晶速度大,造成熔池中的氢来不及逸出,而形成H2O气孔。
(3)焊接接头的力学性能下降 Monel400合金焊后焊接接头的组织发生较大的变化,在焊接应力和电化学腐蚀作用下,焊接接头性能明显下降。这主要体现在Monel400合金在腐蚀介质中首先发生电化学腐蚀,一定时间后,被焊金属表面产生较长的微裂纹,受应力集中和渗入裂纹内部吸附物质的楔入作用,促使裂纹扩张,从而暴露了新鲜的表面,继续在介质中腐蚀,其过程反复进行,直到材料断裂为止。
(4)Monel400合金的耐腐蚀性能下降 在生产实际中,焊接接头的耐腐蚀性能会远低于母材,主要原因是焊接的保护不良易产生高温氧化、气孔、裂纹和焊缝表面不平整等缺陷。焊接时合金元素的烧损及脆化等造成其在焊接接头中相对减少,极易降低Monel400合金的耐蚀性。
(5)焊接热裂纹倾向大 Monel400合金中的Cu对O、S、Pb、P等杂质元素很敏感,焊接时易形成焊接热裂纹。在焊接过程中,铜与杂质反应产生低熔点共晶体,低熔点共晶体再结晶过程中分布在晶间或晶界处,使镍铜合金具有明显的热脆性。
(6)存在黏稠和“浅熔深”的特性 Monel400合金焊接时,Monel400合金高温下黏稠度比较大。熔池的合金表面张力非常大和气体电离中多数离子向两侧偏离特点,较多离子不易向下流动,而是从中心向四周流动,形成“浅熔深”现象,这主要是由Monel400合金特性决定的。
4 Monel400合金焊接工艺研究
4.1 试验材料
试验材料为Monel400合金,试板规格为650mm×125mm×12mm,其化学成分、力学性能和物理性能见表2~表4。

表2 Monel400合金材料的化学成分(质量分数) (%)

表4 Monel400合金材料的物理性能

表3 Monel400合金材料的力学性能
4.2 焊接接头形式
由于Monel400合金液态焊缝金属流动性较差,存在“熔深浅”的特性,若单纯通过增大焊接电流来提升焊缝金属流动性和熔池深度,反而不利于焊接。因为增大焊接电流的同时增大了焊接热裂纹的敏感性,所以使焊缝金属中脱氧剂蒸发,造成气孔。为了保证接头的熔透和减少“浅熔深”现象,选择适当增大坡口角度、减小钝边高度的焊接接头形式,对纵、环焊缝采用单面焊双面成形,具体坡口形式如图2所示。
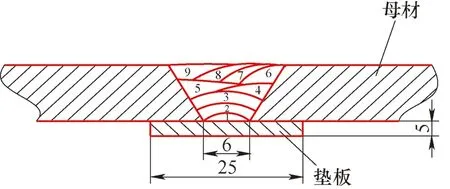
图2 反应器环、纵焊缝焊接坡口形式
4.3 焊前准备
Monel400合金材料焊接关键点是焊接区、填充材料保护。由于Monel400合金材料和焊丝表面存在油污、水分以及被氧化膜覆盖,妨碍焊丝填充金属与Monel400母材金属结合且氧化膜熔点高(约3680℃),易形成微裂纹或隐裂纹等焊接缺陷[7],因此焊接前必须对焊件表面进行清理,以保持焊件的清洁度。清理方式采用机械方法清理坡口及两侧50mm范围钝边和坡口内杂质,如脂、油、漆、标记用蜡笔、切削液等。并将焊道表面的氧化物使用机械打磨清除后用丙酮清洗。
4.4 焊接方法的选择
由于Monel400合金材料本身对于气体杂质敏感,容易导致局部脆弱形成裂纹和偏吹产生夹渣,因此常规的电弧焊不适用该设备高质量的焊接要求。该设备母材板厚为12mm,为保证内部的焊接质量,提高耐腐蚀性能,同时减小内部焊缝的打磨量,综合考虑,该设备纵、环焊缝焊接接头宜在惰性气体保护气氛进行焊接,最终选择采用手工钨极氩弧焊进行焊接。选择使用TIG焊接设备,是因为TIG焊具有高频引弧和滞后的保护气流。
Monel400合金材料焊接时,应注意以下几个方面:①保护气体流量。②焊枪喷嘴直径。③钨极直径与电流大小。
(1)保护气体 氩气是一种无色无味的单原子惰性气体,在焊接高温时不易分解,不易与金属起化学反应,不易溶解于Monel400合金材料熔池金属中。在氩气的氛围中焊接,能有效避免Monel400合金形成氧化膜,防止气孔、夹渣、裂纹、未熔合和咬边等缺陷的产生,提高焊接性能。
该设备焊接接头的保护效果同氩气的流量和焊枪的喷嘴直径相关:①当焊枪喷嘴直径一定时,氩气流量过低时,气流挺度差,排除焊缝熔池周围中空气的能力弱,对焊接接头的保护效果不佳;氩气流量过高时,容易形成紊流,将空气卷入焊缝熔池,容易产生裂纹,降低焊接接头保护效果。②当氩气流量一定时,焊枪喷嘴直径过小,对焊接接头周围保护范围小,并且容易造成氩气气流速度过高而形成紊流;喷嘴直径过大时,妨碍焊工观察,同时造成氩气气流流速降低,降低保护效果。
根据查阅资料,喷嘴直径同气体流量关系见表5,通过试验确定喷嘴直径同气体流量的最佳关系。
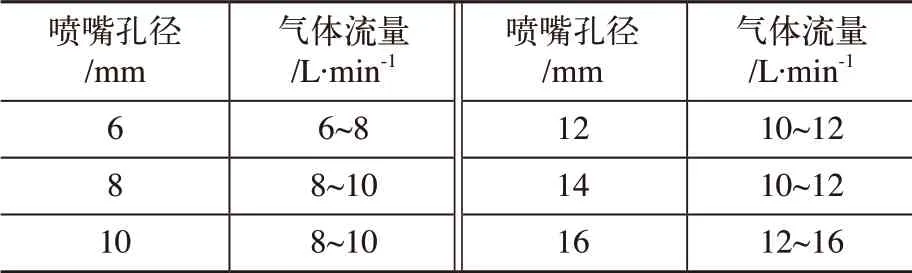
表5 喷嘴直径与气体流量关系
(2)钨极直径及端部形状 钨极直径与焊接电流大小、电流种类相关;钨极端部形状是钨极直径选择重要的工艺参数。根据所用焊接电流种类,选用不同的端部形状。同样,尖端角度的大小会影响钨极电流、引弧及稳弧性能。钨极直径与电流关系见表6。
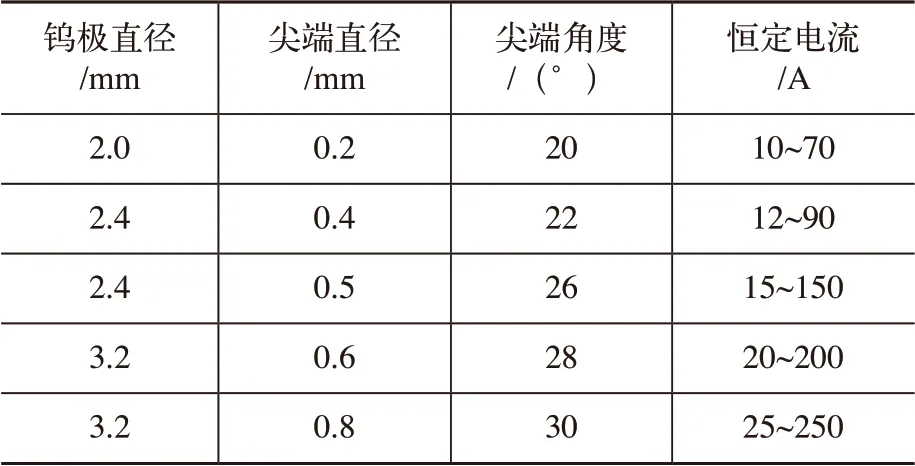
表6 钨极直径与电流关系
4.5 焊接材料的选择
Monel400合金间焊接时,应选用的焊丝成分与母材基本接近或优于母材的焊丝,但是为了补充在焊接过程中元素的烧损,控制气孔、裂纹的产生,需在焊丝中加入一些合金元素,如Mo、W、Mn、Cr、Nb等,可有效控制焊缝多边化晶界的产生和发展,提高Monel400合金焊缝抗热裂纹能力。因此,手工钨极氩弧焊选用国际钛合金公司(简称SMC公司)生产的Monel60(φ2.4mm)的填充材料,其化学成分见表7。

表7 Monel60焊丝的化学成分(质量分数)(%)
4.6 焊接参数
通过对Monel400合金间焊接工艺研究和焊接试验,确定该设备直筒段纵焊缝、直筒段与下锥体环焊缝,以及下锥体纵焊缝的焊接参数见表8。
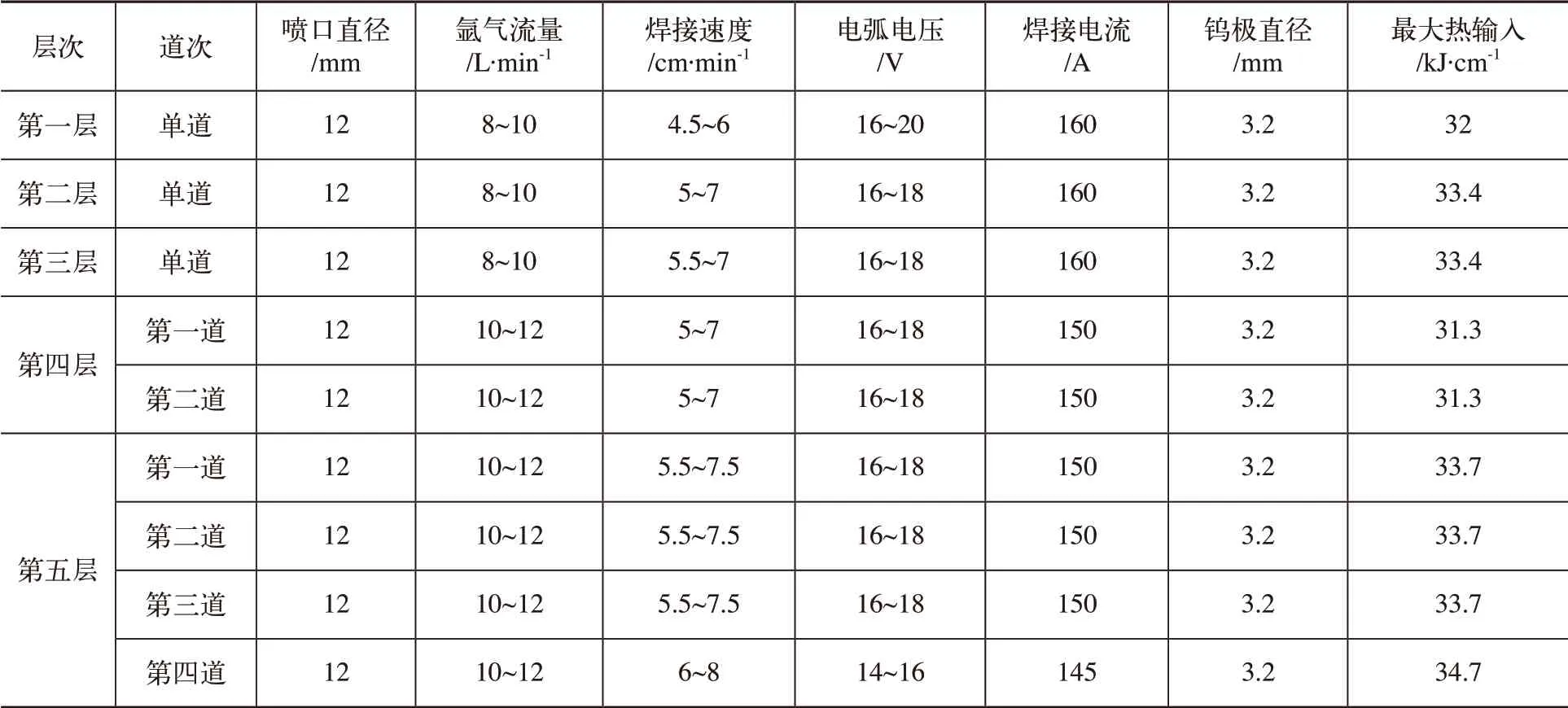
表8 Monel400合金焊接参数
4.7 焊接过程控制
1)由于Monel400镍铜合金的熔敷金属流动性差,因此严禁通过提高焊接电流来增加焊缝金属的流动性,因为焊接热输入过大,焊接接头容易过热,造成晶粒长大,同时会增加热裂纹和气孔产生的概率。
2)在焊接过程中,应避免电弧搅动熔池;加热焊丝端应保护在氩气中,避免热的末端氧化和造成污染;焊接收弧时,熄弧前液态金属应填满弧坑。
3)在焊接过程中,当钨极触及熔池或焊丝熔化端时,应立即停止焊接作业,并清除钨极接触部分的焊缝金属后再继续施焊。
4)填充焊丝应从熔池的前端进入熔池,避免其与钨极接触。
5)为防止焊缝被氧化,应将层间温度控制在100~150℃。
6)焊接过程中保护气体流量选择在8~12L/min,保护气体流量过大时,可能造成气体紊流,影响焊缝的冷却速率,从而对焊缝造成不利影响。
7)选用带垫板焊接工艺,确保根部焊透,提高熔池保护效果。焊接接头的X射线检测、力学性能检测、金相组织检测都满足材料性能指标。
5 试验结果与分析
5.1 无损检测
焊后经过严格的清理后,对试件焊接接头进行外观检测,焊缝成形良好,焊缝表面无明显缺陷,焊接试样如图3所示。反应器器体焊接完毕24h后,按照NB/T 47013.2—2015《承压设备无损检测》对直筒段纵焊缝、直筒段与下锥体环焊缝,以及下锥体纵焊缝进行100%X射线检测,均未发现裂纹等缺陷,焊接质量达到Ⅰ级要求。
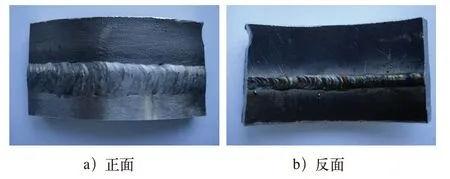
图3 Monel400焊接试板
5.2 焊接接头拉伸与弯曲性能分析
按照标准GB 2651—1989《焊接接头拉伸试验方法》对Monel400合金焊接接头拉伸试验进行取样,如图4所示。采用GMT5105型万能试验机和弯曲试验机按照NB/T 47014—2011《承压设备焊接工艺评定》对Monel400合金焊接接头进行力学性能和弯曲性能检测,试验结果见表9。
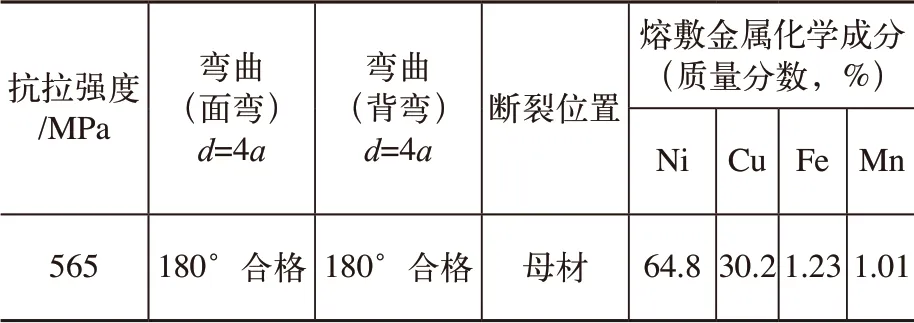
表9 Monel400合金焊接接头力学性能数据及结果
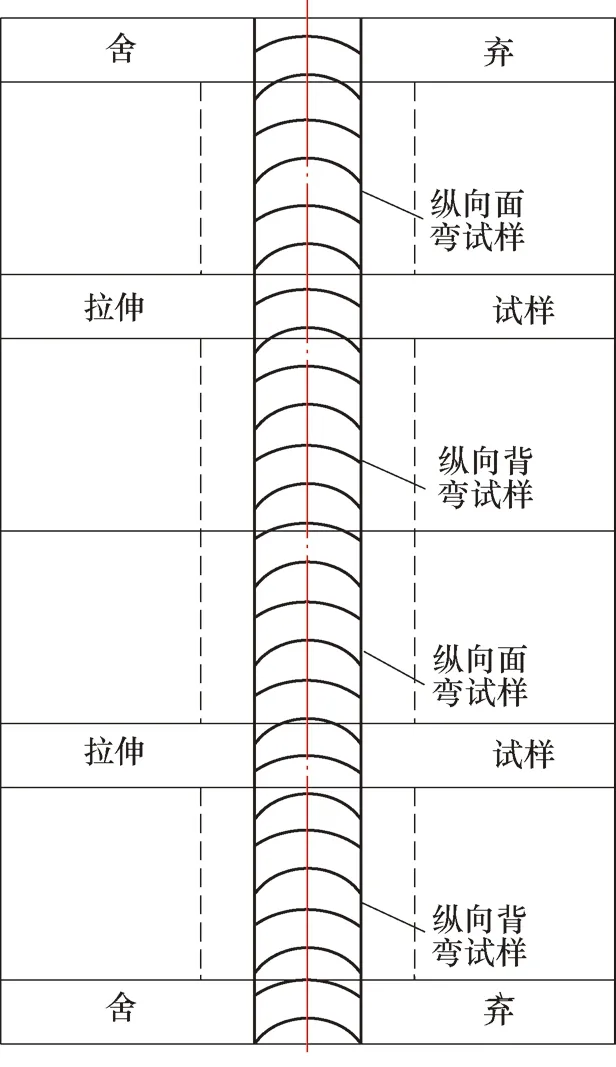
图4 焊接接头力学性能取样
Monel400合金母材的抗拉强度为585MPa,焊接接头的抗拉强度为565MPa,相当于母材强度的96.6%,基本达到与母材等强度的要求;焊接接头弯曲(面弯、背弯)180°后均未发现裂纹产生,表明Monel400合金焊接接头的强度和塑性较好,均能满足NB/T 47014—2011《承压设备焊接工艺评定》的要求。
5.3 焊接接头显微硬度
采用HXS-1000AY型数字式智能显微硬度计,分析Monel400合金焊接接头的显微硬度分布,从熔合线开始,沿着熔合线的方向,向熔合线两边进行测量,左侧数据代表焊缝距熔合线距离,右侧数据代表母材离熔合线距离,显微维氏硬度与熔合线距离的变化如图5所示。
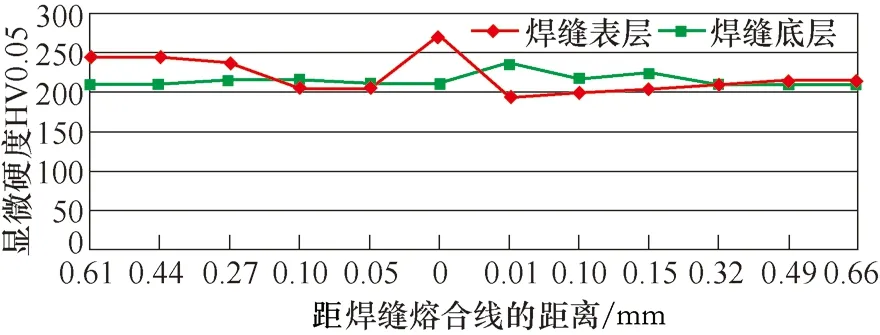
图5 Monel400合金焊接接头显微硬度分布
从图6可以看到,表面焊缝硬度值较高,热影响区硬度值较低;底层焊缝硬度值较低,热影响区稍高;在接近熔合线位置硬度显著提高,在熔合线上的硬度最高,并且高于母材。
6 结束语
1)Monel400合金间焊接,焊丝选用国际钛合金公司(简称SMC公司)Monel60(φ2.4mm)的填充材料,焊接方法采用手工钨极氩弧焊进行焊接。
2)Monel400合金间焊接层间温度控制在100~150℃。
3)Monel400合金间焊接过程中氩气气体流量控制在8~12L/min。
4)Monel400合金间焊接焊机喷嘴直径应选为φ12mm,钨极直径应选为φ3.2mm,焊接电流控制在155~175A,焊接电压控制在14~20V,焊接速度控制在25~75mm/min。
5)Monel400合金焊缝进行100%X射线检测,焊接质量达到Ⅰ级要求。
6)Monel400合金焊接接头的抗拉强度为565MPa,低于母材,相当于母材强度的96.6%,基本达到与母材等强度的要求;焊接接头弯曲(面弯、背弯)180°后均未发现裂纹产生,满足NB/T 47014—2011《承压设备焊接工艺评定》的要求。
