主动圆柱齿轮轴整体感应淬火
2021-09-29张亮飞
张亮飞
洛阳升华感应加热股份有限公司 河南洛阳 471000
1 序言
主动圆柱齿轮轴是车桥上的一个重要零件,作为动力输入轴(主动圆柱齿轮),其作用是传递转矩,因此表面要有足够的强度,并且心部要具备良好的韧性。
在工作过程中,圆柱齿轮轴需要传递转动、承受弯曲疲劳和传递转矩,且转矩大,服役条件十分恶劣。因此,该零件结构和使用方式就决定了其应具有高的抗弯曲、转矩和疲劳的强度,以及足够的韧性、塑性和高耐磨性等特点。
在近年的生产过程中,随着感应加热技术的不断发展,很多厂家已经对主动圆柱齿轮轴的工艺进行了不断优化与创新,大大提高了生产效率和生产节拍。
2 技术要求
此次试验用主动圆柱齿轮轴结构如图1所示。工件的材料为42CrMoH钢,淬硬层的要求为:杆部有效硬化层深度DS(450HV5)=9.0~11.0mm。花键小径有效硬化层深度DS(450HV5)=5.5~8.5mm。R圆角有效硬化层深度DS(450HV5)≥3.0mm。表面硬度56~62HRC。
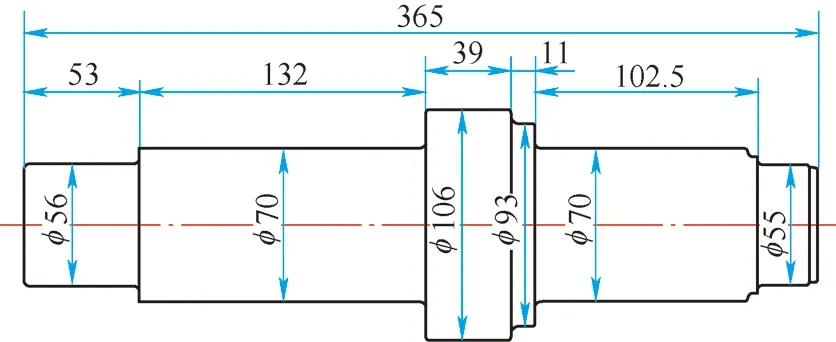
图1 主动圆柱齿轮轴结构
零件的制造路线为:锻造→正火→粗车→调质→精车→中频感应淬火→磨外圆。虽然42CrMoH钢的淬透性较好,但同时也增大了感应淬火的开裂倾向。
3 整体淬火感应器的特点和优势
1)开始试验此产品时,采用的是圆环感应器进行加热,此加热形式效率很低,且感应线圈的使用寿命较短,工艺较复杂,且圆角处淬硬层深不太理想,淬硬层深偏下限。尖角处组织粗大,在φ70mm与φ56mm过渡处极易出现裂纹,且裂纹呈环状,造成工件不合格,工艺稳定性极差[1]。
2)对圆环感应器出现的问题,我们进行了感应器的优化,把感应器制成仿形感应器,采用半幅式整体加热(两端部需要两个感应器分别进行加热),试验结果得到比较明显改善,半幅式整体加热感应器,提高了生产效率,并且感应器的使用寿命得到了大幅提高。仿形感应器的优势:①仿形感应器可以按照工件的结构形式和淬硬层区域仿制而成,具有整体同步加热及同步喷液淬火的特点,还有就是感应器和工件的间隙可以保持基本一致。②可以在工件不易加热区域增加导磁体,使不易加热区域的电流比较集中,有效地提高了趋肤效应和热传导效应,同时提高了R角和台阶处的温度,从而实现不同部位同步加热淬火的目的,避免了扫描式感应器加热淬火的缺陷。但是,在淬火时工件不宜冷却太久,否则易出现裂纹,若完全冷却工件,则极易出现裂纹;若不完全冷却,则工件具有一定的热量,工人需要两次装夹,降低了效率,并且因为工件具有一定的热量,在掉头时容易掉落工件,会产生工件磕碰或危及人身安全的风险。
3)针对半幅式感应器出现的效率问题、需要感应器的数量成本问题,以及工件装夹次数的繁琐性问题,我们进一步对感应器进行了优化,使感应器真正意义上实现了整体加热的条件,真正实现了对工件进行一次装夹、一次淬火完成,实现了一根轴两端不同部位同步加热淬火的目的。同时,弥补了半幅式感应器加热造成的缺陷以及半幅式感应器加热出现的效率、装夹繁琐问题,并且整体淬火感应器还集合了半幅式整体淬火感应器的所有优点与优势,大大提高了生产效率,解决了反复装夹的繁琐以及重复装夹工件造成的工件磕碰伤和危及人身安全的问题,也大幅减少了工人的劳动量。
4 淬火工艺及措施
4.1 感应器的结构
感应器的结构如图2所示。
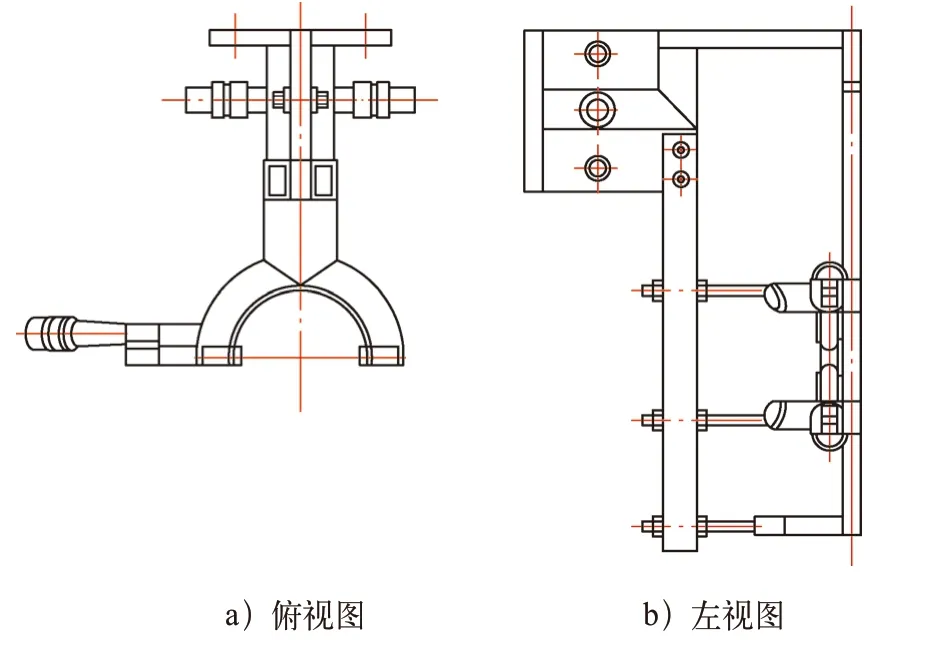
图2 感应器的结构
4.2 淬火工艺
(1)应用设备 使用洛阳升华感应加热股份有限公司的感应双工位数控淬火机床(见图3)+ DSP智能化感应加热电源(见图4)。电源的主要参数:额定功率250kW,频率2~6kHz。

图3 双工位数控淬火机床

图4 DSP智能化感应加热电源
(2)工艺参数 调试的实际功率190kW,直流电压484V,直流电流393A,工作频率3.7kHz;淬火冷却介质为水溶性淬火液,按8%配比。加热时间为45s;喷液冷却时间为30s。
(3)表面硬度 58~60HRC。
(4)无损检测 经着色检测发现裂纹,如图5所示。

图5 着色检测裂纹
4.3 影响零件开裂的因素和控制措施
(1)开裂因素分析 该零件的材料为42CrMoH钢,要求表面硬度为56~62HRC,开始试验可能存在以下问题:①使用低浓度水溶性淬火介质。②冷却时,对工件进行完全冷透。③水溶性淬火冷却介质温度偏低。④冷却速度过快。由图5可以看出,裂纹为圆周方向,出现在过渡花键处,开裂原因主要是零件的尖角效应和淬火组织应力及热应力的综合体现[2]。
(2)防止裂纹的控制措施 ①把水溶性淬火介质的浓度增加。②合理控制淬火液的温度。③控制冷却时间。④降低冷却速度。
4.4 工艺优化
1)水溶性淬火介质的浓度调整到12%~15%。
2)喷水时间进行适当的调整。
3)喷水压力进行适当的调整。
其余参数不变,进行加热,经着色检测无裂纹,表面硬度及各处硬化层均符合图样要求。切样照片如图6所示。

图6 切样
5 结束语
采用整体仿形淬火感应器,不但能够避免硬化层不均匀现象,而且对R角、台阶部位的淬硬层要求也很容易满足,可以实现同步加热。整体加热感应器还具有以下优势。
1)实现对工件进行一次装夹完成整体淬火,减少了掉头二次装夹,提高了生产效率。
2)感应器和工件的间隙比较一致,避免了扫描感应器出现的质量不稳定的情况。
3)感应器和冷却喷水相对固定,不易损坏,且喷水盒不会随着产品型号的更换而更换。
4)通过合理控制水溶性淬火介质的浓度和冷却时间及冷却液的温度,避免零件淬火开裂的危险。
