热力管道孔裂纹高效补焊方法研究
2021-09-10张治国张丹丹
张治国 张丹丹
(陇南师范高等专科学校,甘肃 陇南 742500)
热力管道裂纹焊接修复一直是热力管网维护的一项重要项目。由于热力管道服役环境的特殊性、敷设过程中各种安装遗留问题、施工环境影响、焊接接头数量大等各种原因,管道发生泄露的现象时有发生。管道裂纹大小形状各异,针对不同的裂纹,管道焊接修复人员使用了不同的补焊修复方法[1-2]。热力管道泄露大多发生在使用过程中,一旦发生泄露,如何快速高效的做好修复工作是问题的关键,热力管网焊接接头多,在焊接质量检查中,无法做到全面细致的检验,焊缝中的沙眼、气孔、夹渣等缺陷在管道服役过程承受的各种应力作用、介质冲刷、腐蚀等因素[3-4],很容易在此类缺陷的基础上产生孔状裂纹。裂纹刚形成时面积一般不大,不易被发现,因受到缺口冲刷、介质的腐蚀等因素影响,很快将形成泄漏量较大的孔裂纹。针对这种裂纹,在不关闭阀门的情况下,管道修复人员常采用销钉法修复热力管道。用常规销钉法修复的管道裂纹,由于受到工作介质的散热作用,焊接的熔深一般较小,存在再次开裂的隐患,并且沿销钉周围过高的焊脚对管道修复后保暖层和防腐层的包裹也造成了很大的影响。本实验通过采用大熔深的高效活性TIG焊接方法增大焊接熔深,减小焊脚高度,在提高修复质量的同时为管道修复的后续工艺提供便利。
1 试验材料与设备
试验以实际服役的Q235B热力管道为对象,规格为:DN160,壁厚6 mm,如图1所示。销钉材质为Q235材质的钢筋,规格按孔状裂纹尺寸大小确定。焊条选用工艺性较好的J422酸性焊条,规格为Φ2.5和Φ3.2两种。活性TIG焊活性剂采用自制手工焊管道修复用活性剂[5]。焊机选用奥太手工/氩弧两用直流焊机。钨极选用无放射性的铈钨极,规格为Φ2.4。

图1 试验用6 mm壁厚热力管道
2 试验方法
根据热力管道孔状裂纹形状与大小,选用粗细合适的钢筋,一端打磨成与孔状裂纹相似的形状,用铁锤将钢筋销钉砸入孔状裂纹处,堵住外泄的工作介质。待裂纹完全或者大部分被堵住后,用焊条电弧焊在钢筋销钉周围进行焊接,形成一道环装焊缝,起到密封作用。随后对焊道周围进行打磨,去除焊道上的杂质、飞溅物、铁锈等。打磨结束后,沿手工焊道均匀涂抹好活性剂,然后沿原焊缝上方进行TIG焊接,增加钢筋和管道的熔合深度,降低焊脚高度,形成美观且可靠性强的深熔焊缝,最后将多余钢筋去除,进行保温和防腐处理,达到无需二次返修的目的,试验方法如图2。
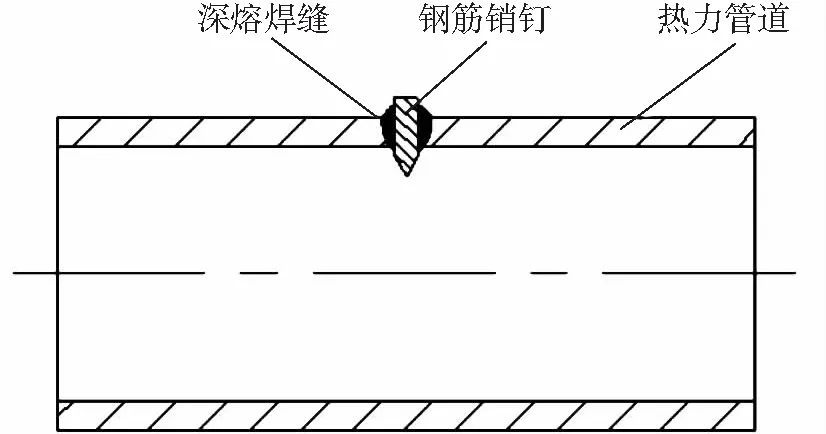
图2 试验方法示意图
3 实验过程与分析
3.1 堵漏密封焊接
试验前先去除热力管道外侧保护层和保温层,用等离子枪在管道上切割出孔状裂纹,最大缺口尺寸约6 mm,根据孔状裂纹尺寸,选择直径大于6 mm的钢筋段将其一端用角磨机打磨成与裂纹匹配的形状,使用铁锤将钢筋销钉砸入孔状裂纹,最大程度地减少销钉和裂纹之间的缝隙,然后用手工焊条电弧焊沿销钉进行堵漏焊接,修复过程如图3所示。

孔状裂纹 销钉堵漏
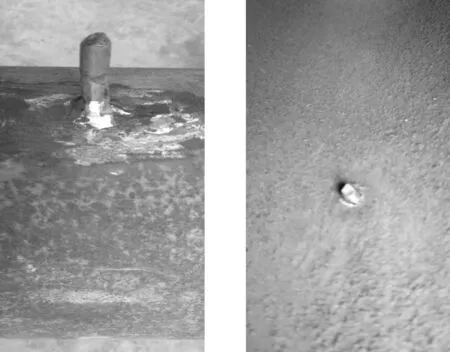
手工密封焊接 背面形貌图3 堵漏密封焊接过程
堵漏焊接前,将氩弧/手工两用焊机接手工焊焊把线,采用直流反接,焊机切换至焊条电弧焊模式。考虑到带水带压焊接,焊条选择工艺性较好的酸性焊条,直径为3.2 mm,电流选择100 A以上。通过多次试焊发现电流在120 A时焊接效果较好。为了保证销钉和管道壁的熔合,焊条与两侧面夹角45°,与焊接方向夹角在75°~85°之间,焊接工艺参数如表1所示。焊条电弧堵焊只进行一道,在能实现堵漏的前提下尽量不运条,不追求大的焊脚高度。从焊缝的背面形貌看,背部未被熔透,销钉下端与裂纹之间存在很大的缝隙。完成堵漏焊接后将焊缝及离焊缝15 mm范围内的杂质、铁锈打磨干净,为后续增加熔合深度的活性TIG焊做好准备。
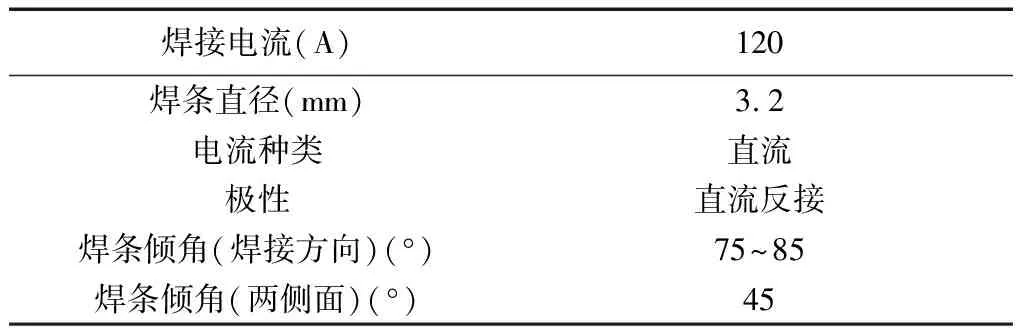
表1 焊条电弧焊堵焊工艺参数
3.2 增熔深活性TIG焊
热力管道焊缝受多种应力的综合作用,工作介质的腐蚀、冲刷作用,在焊接缺陷处极易发生再次开裂,孔状裂纹背面应尽量熔透,从而降低工作介质对焊缝造成的负面影响,并提高连接强度。焊缝在熔透的前提下,无需通过大高度的焊脚提高焊缝的连接强度。活性TIG焊的特点在于可以成倍地增加焊接熔深,并可以保证较好的外观成形。利用销钉配合手工焊条电弧焊完成对孔状裂纹的堵漏焊接,对原焊缝进行打磨处理后,在原焊缝及周边涂覆活性TIG焊活性剂,进行一道增加焊接熔深的活性TIG焊,具体过程如图4所示。施焊前,将焊机调至氩弧焊模式,采用直流正接法。活性TIG焊工艺参数调整中,焊接电流从100 A至180 A逐步调大,多次试验发现,电流在180 A时焊接成形效果较好,基本可以将整个孔状裂纹与销钉间隙熔透。为了便于施焊,钨极伸出长度需要比正常焊接时略长,通过操作发现钨极伸出长度在5 mm时较好。焊接弧长控制在3 mm左右。由于钨极伸出长度较长,为了更好地保护熔池,保护气体流量在12-15 L/min之间,详细焊接工艺参数如表2所示。
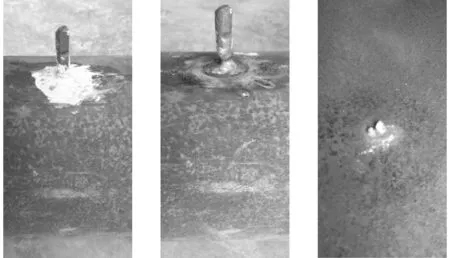
活性剂涂覆 活性TIG焊缝 背面形貌图4 增加熔深活性TIG焊过程
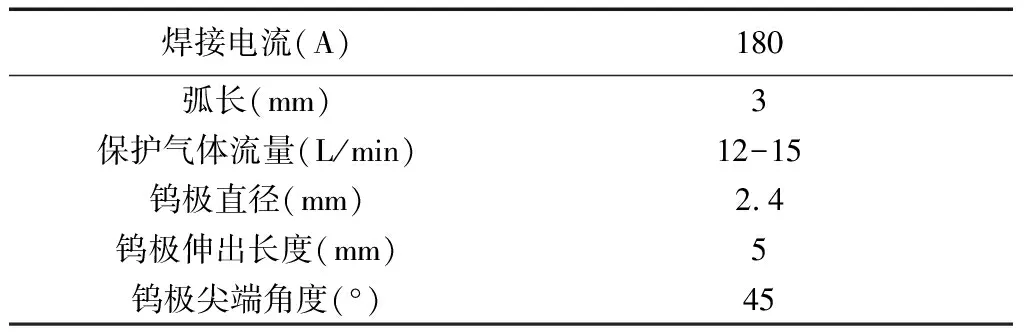
表2 活性TIG焊工艺参数
从活性焊TIG焊焊缝外部成形可以看出,钢筋销钉进一步熔化,熔化后的铁水作为填充材料,随着熔池的流动形成新的熔深更大的焊缝,而焊缝表面变得更加铺展,外观成形良好。从背面成形可以看出,销钉与孔裂纹之间的缝隙基本融合,在焊接收尾时,由于环形焊缝头尾相接,热量集中较多,出现了轻微的铁水下坠现象。经过活性TIG焊增加熔合深度后,基本上实现了6 mm厚热力管道孔状裂纹的高质量修复。最后将多余的钢筋销钉沿焊缝最高处用角磨机切割后,整个管道外表面相对平整,为后续维修保温层、防护层的施工提供了极大的方便。
4 结论
热力管道小尺寸孔状裂纹是管道常见裂纹之一,销钉法修复孔状裂纹是热力管道裂纹修复的常见方法,但由于方法自身存在一定的弊端,修复后的裂纹很难与销钉完全熔合,在管道运行过程中容易再次开裂,所以这种方法是一种应急的修复方式,往往需要在管道停止使用时进行再次的返工修复。通过将活性TIG应用到热力管道孔状裂纹的修复工艺中,增加了销钉法修复热力管道孔状裂纹的可靠性,在适当的工艺参数和操作技巧支持下,对于壁厚小于等于6 mm的热力管道孔裂纹与销钉可完全熔合,极大地提高了修复质量,无需再次返修,在一定程度上实现了高效修复目的。利用活性TIG焊修复热力管道孔裂纹工艺参数的探索为该方法的进一步研究与应用提供些许经验。
