基于PLC 的钢卷自动打捆机控制系统设计
2021-08-27赵嘉珩王红军康运江窦富萍
赵嘉珩,王红军,3,康运江,窦富萍
(1.北京信息科技大学机电工程学院,北京 100192;2.机械科学研究总院机科发展科技股份有限公司,北京100044 3.高端装备智能感知与控制北京市国际科技合作基地,北京 100192)
0 引言
随着经济的飞速发展、人们的生活水平也随之提高,这也带动着人们的消费观念和消费水平进行着转变与提升。在这个契机下,冷轧钢卷行业也得到快速发展,对钢材的质量和数量有了更大的需求,粗钢产量同比增长。据国家统计局数据,2019 年1—12月全国生铁、粗钢和钢材产量分别为80 937 万吨、99 634 万吨、120 477 万吨,同比分别增长5.3%、8.3%、9.8%,其中粗钢产量超越了全球粗钢总产量的53%[1-2]。随着钢材生产量的日益增加,对钢材包装的需求也进一步提升。作为钢材包装的最后一道程序,钢材的打捆包装直接影响钢材的质量和运输储存时的质量。随着钢材生产量的日益增加,急需研发钢材包装的自动化设备和装置。
目前,国外的钢铁生产企业对钢卷的包装要求严格,自动化程度高,拥有锁扣质量好的的全自动包装机的技术,使得这些企业的打捆机在国际市场上有着很高的竞争力,如美国的SIGNODE 公司、意大利的ITIPACK 公司等。相比国外的情况,我国目前也是世界上的钢材生产大国,国内的大型钢铁企业有资金可以由国外引进整组全自动包装打捆机,大多数国内中小型的钢材生产企业由于资金或技术的原因,仍采用半自动打捆机或者手工进行打捆。这些大大的增加了厂商的运营及维护的成本。目前国内的大部分全自动打捆头仍由国外进口,并且国外对打捆技术也有着专利技术的封锁,这直接导致国内在钢材打捆技术方面进展缓慢,研究全自动钢材打捆头是提升钢铁包装行业竞争力的重要途径之一。国内的一些大学以及企业对于全自动包装进行了相关的研究,并且取得了一些研究成果[3-10],但是还不能完全适应蓬勃发展的钢材包装的需求。亟需开展钢材自动包装设备的研制和开发。
分析钢卷自动打捆机的自动化工作需求,设计了基于PLC控制系统开发,并进行了仿真验证测试,结果表明,该控制系统功能完善、有效,满足设计要求,可以实现设备的自动化控制。
1 钢卷自动打捆机的整体结构与工艺
钢卷打捆机主要由打捆机头、打捆机头升降装置、机架、导带槽、悬臂等部分组成,如图1 所示。

图1 周向打捆机总体结构示意图
钢卷打捆机完成一个钢卷打捆的工艺流程:首先机架移至指定点位,机头下降;机头降至钢卷表面后由打捆机头完成送带、收紧、打锁扣、切带;重复进行三次打捆。机头复位后,判断是否为最后一次打捆,若为第三次打捆,则使机架复位至初始位置,若不为第三次打捆,则准备进行下一点位打捆,如图2 所示。

图2 打捆机工艺流程
2 钢卷自动打捆机的控制方案设计
2.1 控制系统方案设计
自动打捆机的自动化控制,共分为4 种模式:自动控制模式及手动分步控制模式、报警模式和急停模式。
当处于报警模式或急停模式时,设备不会执行任何指令以保证安全,只有解除报警模式或急停模式后,方可对设备进行操作。控制系统主控流程如图3 所示。
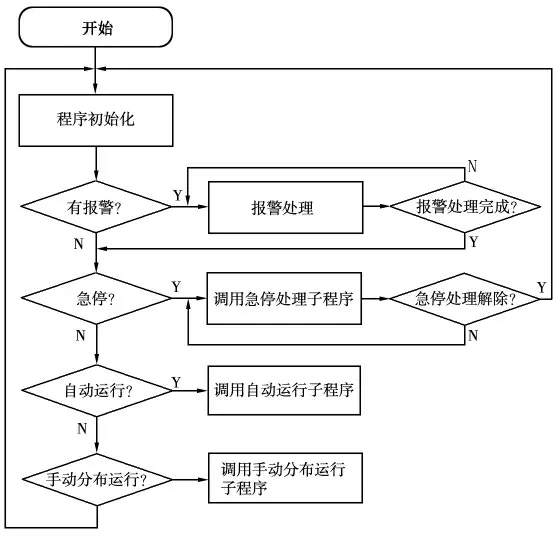
图3 控制系统流程方案
2.2 打捆机头控制单元设计
当机架移动到位后,PLC 向控制机头上下运动的伺服电机发出启动信号,机头开始下降动作。由于在实际生产过程中,有着不同规格、不同大小的钢卷尺寸,故在机头下降时根据钢卷尺寸进行自动调节和控制。
在机头处设置一个行程开关并附有检测装置,在机头下降到钢卷时行程开关与钢卷表面接触。当行程开关触碰到钢卷表面时,触发行程开关自动接通,同时向PLC 发出感应信号,停止机头移动伺服电机工作。
机头到位是否是整个打捆过程必不可少的一个位置检测信息,根据此信息实现控制系统数字输入信号的触发,即实现对机头行进时的到位检测。打捆机头下降到位检测装置如图4所示。

图4 打捆机头下降位置到位检测装置
机头下降控制单元程序流程如图5 所示。收到悬臂在液压缸驱动下闭合完成信号后或操作员由操作面板发出机头下降命令后,PLC 向执行机构发出启动命令使打捆机头开始下降,当下降到钢卷表面时触发行程开关,PLC 收到信号使控制打捆机头下降的电机停止工作,等待下一步骤的指令发出。

图5 打捆机头控制单元流程
2.3 送带过程控制单元设计
送带过程中,当钢带到达所需要的指定位置后,执行后续捆带卡紧、收紧等操作。需要对位置到位与否进行检测。检测装置为弹性拨片,当导带槽捆带终点位置无捆带时,拨片处于初始位置;待捆带到达导带槽末端时,由钢带推动拨片,使拨片接触到行程开关,此时行程开关状态发生改变,向PLC 发出感应信号,PLC 收到行程开关状态发生改变后向捆带压紧装置发送开始命令同时停止送带伺服电机工作,钢卷到位检测装置如图6 所示。

图6 捆带到位检测装置
送带控制单元信号流程如图7 所示。当手动打捆模式时操作员按下送带按钮或自动打捆模式中PLC 收到上一步骤到位信号后,由PLC 输出信号控制送带电机进行捆带送出,当捆带沿着导带槽到达指定位置后经由上述检测装置,触发行程开关,PLC 收到到位信号向送带电机发送停止信号并向下一步工序发送开始命令或等待操作云进行下一步骤的操作。

图7 送带控制单元流程
3 控制系统的硬件设计
3.1 计算I/O 点数
可编程逻辑控制器通过模块来实现与工业生产的联系,模块的选择非常重要。在选用I/O 模块的时候,并不是点数越多,效果越好;如果所选择的I/O 模块的点数远远多于设备控制时所需要的点数,会造成资源浪费。通常,先对设备所需要的I/O点数进行统计,按照实际需求的点数预留出15%~20%的富余量,以便在后续过程中对模块进行扩展。一般情况下,一个I/O元件需要占用一个I/O 点,在考虑到程序设计过程中需要的调整与补充,设计选用12 个输入点与9 个输出点,I/O 点数统计见表1。

表1 I/O 点数统计
3.2 计算I/O 存储器容量
PLC 的内存分为多种类型,它的容量决定着PLC 控制程序可被容纳的长短,一般来说以字节为单位进行计算。此外,用户程序的占用内存量取决于很多方面,例如:I/O 点数的多少,整体程序段的大小,程序采用的运算方法以及程序所需的控制需求等一系列的因素。根据资料查询,以往的大部分PLC 设计、I/O点数、以及其他功能元件的内存占用情况估算:
开关量输入元件:10-15B/点
开关量输出元件:4-10B/点
定时器/计数器:3B/个
模拟量:110-160B/个
通信接口:一个接口需要300B 以上
根据上述的元件内存占用情况,额外增加20%左右的备用量,估算出大致需要的内存大小,以此为依据选择使用的PLC型号。系统12 个输出点与9 个输入点,共用到12 个定时器,共需要370B 的内存。CPU 模块的选用可为西门子PLC 315-2DP。
3.3 PLC 产品选用
同一条生产线中对于PLC 的选用应尽量保持一致,有益于工作人员对于备用设备的管理与采购、检修与维护,采用西门子公司生产的可编程逻辑控制器作为全自动钢卷打捆机的控制系统。
4 自动控制模式程序设计
自动打捆程序使用顺序程序设计法,将打捆机对钢卷全部打捆工作按时序排列进行程序开发。整个打捆机工作流程图如图8 所示,每个钢卷需要进行三次打捆操作。

图8 打捆机自动控制程序流程
4.1 悬臂闭合
机架到达指定位置后,传感器向PLC 发出到位信号,机架下端的悬臂在液压缸的控制驱动下,开始闭合,使导带槽导通,触发到位传感器,使悬臂到位传感器置状态由0 变为1,PLC 向执行机构发送动作停止命令,悬臂动作停止,延时1 s 后发出下一步骤的操作命令。若超过一定时间未检测到动作到位信号,则自动跳转至报警模式。自动控制模式下悬臂伸出程序如图9所示。

图9 自动控制模式下悬臂伸出程序

4.2 机头下降动作
在完整的一次自动打捆过程中,共有3 次机头下降动作,每一次的动作开始信号,均为接收到上一步中悬臂到位传感器发出到位信号后才开始进行机头下降,否则不会发出机头动作开始的命令。当PLC 收到悬臂到位信号后,PLC 向机头电机启动器发出开始信号,机头在电机的带动下逐渐向钢卷靠近,当检测装置检测到机头到达钢卷表面,向电机发送停止命令,机头下降结束。自动控制模式下悬臂闭合程序如图10 所示。

图10 自动控制模式下悬臂闭合程序

除上述两段程序外,此次设计控制系统的其他程序段,同样是在PLC 接收到上一动作到位的信号后,向下一动作的执行件发送执行命令。且在动作结束后有到位传感器提示PLC 停止此动作。
在机头复位程序后,会执行一个判断程序,判断此次打捆是否为此钢卷的第三次打捆,若为第三次打捆,进行机架复位;若不是第三次打捆,继续进行下一次打捆操作。
4.3 控制系统的控制面板设计
运用了WinCC flexible SMART 组态软件进行设计控制面板设计,上部为打捆的示意图,下部为打捆的工作流程,如图11所示。手动打捆时,操作员通过面板上的步骤分步完成打捆操作;当采用自动打捆模式后,打捆机依照预先设定的顺序程序依次进行打捆的各个操作,控制面板中可以显示当前打捆步骤与打捆状态。当出现紧急情况时,可按下控制面板上的急停按钮,设备立即停止工作,在急停按钮未回复前无法启动打捆机。
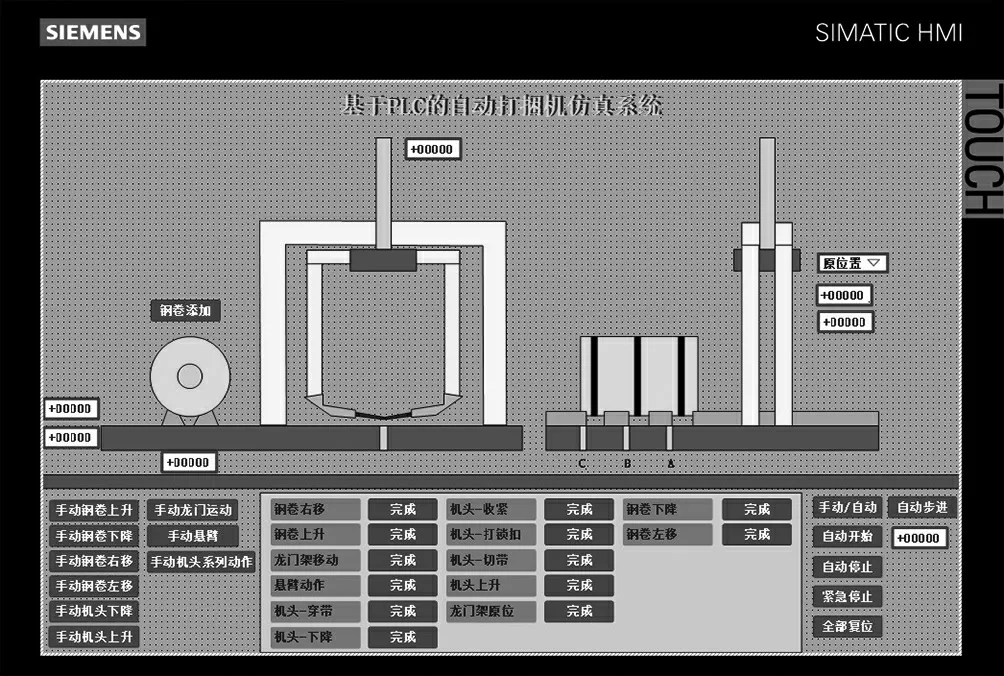
图11 打捆机控制面板
4.4 自动控制系统的仿真检验
将PLC 程序下载到虚拟装配的可编程逻辑控制器中,使用仿真软件S7-PLCsim,进行仿真。启动仿真软件WinCC RT Start,通过操作控制面板中的预设按钮控制打捆机进行打捆,验证结果表明,该控制系统达到实际要求,实用有效。该方法为系统的实施验证提供了有力的工具。急停状态仿真如图12所示,运行状态判断框如图13 所示,第一次打捆完成仿真如图14 所示。

图12 急停状态仿真示意图

图13 运行状态判断框示意图

图14 第一次打捆完成仿真示意图
5 结束语
分析了钢卷自动打捆机的结构和工艺流程,按照其自动化控制需求,基于可编程逻辑控制器,研制了全自动钢卷打捆机的控制系统。基于西门子博图V15.1 软件开发了打捆机的控制面板,采用S7-PLCsim,对控制系统进行了仿真验证,验证了系统程序的有效性及可行性。该系统可以方便实现打捆机的自动化控制。
