冷轧连退线信息跟踪系统的开发及应用
2022-06-04刘旭
刘 旭
(河钢集团邯钢邯宝冷轧厂,河北 邯郸 056003)
邯宝公司冷轧厂宽幅2 080 mm 连退线年设计产能达100 万t,产品定位于汽车面板和高档家电板。产线出口钢卷小车、梭车、高速小车的主要作用是将连退线成品钢卷从卷取机运送到包装线进行包装。钢卷小车有2 个,分别负责接运出口2 个卷取机上的成品卷;钢卷梭车有1 个,负责将成品卷由钢卷小车接运到步进梁上进行称重、打捆带;高速小车有2 个,负责接运步进梁上的钢卷到包装线包装。
自产线投产以来,原设计的HMI 人机画面中因功能缺失,操作人员在使用时无法有效判断小车发生故障停机的位置及原因,如处理不当,轻则会延误生产,严重时则会造成钢卷脱落砸坏设备的重大事故的发生。此外,因钢卷数据信息跟踪不正确导致标签打印错误而引起质量异议的事件常有发生,给邯钢造成了巨大损失。
鉴于以上考虑,开发一套信息跟踪系统很有必要,在画面上能准确显示钢卷小车、梭车、高速小车在轨道上的具体位置,包括小车的提升、下降位置,以方便小车发生故障后,操作人员能够从画面上以最快速知道故障位置,防止因不能正常运卷而导致的产线事故停车。此外,该系统可实时显示在小车上卷的所有卷号,以便在钢卷混乱时也能准确地识别正确的钢卷号,防止出现质量异议。
1 连线生产中存在的问题
在生产过程中,可能会因为各种设备原因或者操作原因导致钢卷小车、梭车、高速小车不动作,而出现该状况后,从画面上无法看到小车所停具体位置,因此操作人员必须先到现场确认,然后再回到画面旁进行分析处理,消耗大量时间,影响产线正常生产,严重时小车间还会发生碰撞,使钢卷掉落,砸坏小车上的部件,最终导致生产线因不能正常下卷而停车。
当因设备原因或操作原因导致其中1 个钢卷小车运输出现问题时,此时需要手动控制钢卷小车接卷,这样便有可能导致钢卷卷号弄混,致使标签贴错现象发生,因为标签打印是在称重结束后才进行的,这样便极易产生因标签贴错而导致的质量异议。
2 信息跟踪系统开发及应用
出口段钢卷运输小车包括CoilCar3(3 号钢卷小车)、CoilCar4(4 号钢卷小车)、CoilTransferCar2(2 号钢卷锁车)、CoilTransferCar 3A(3A 高速小车)以及CoilTransferCar 3B(3B 高速小车)共计5 个。信息跟踪系统可以将小车现场的实时状态(包括行走位置和提升位置)信息准确反映在可视化的系统中。同时,成品钢卷信息卷号可以跟随小车的移动做到无缝更迭,保证小车上所显示的钢卷号与实际下线产品一一对应,确保标签贴错的质量异议不再发生。
2.1 钢卷小车行走位置可视化
本系统可对钢卷小车实时位置进行显示,规定钢卷小车在设计好的虚拟直线路径中移动,当其实际行走位置与目标位置吻合时,系统即在路径中以圆点红色1 Hz 频率闪烁显示。由下页图1 可见,标记1 表示4 号钢卷小车已经行驶至目标位(2 号卷取机),标记2 表示3B 高速小车已经回到目标位(等待位置)。另外标记3 和标记4 所示信息为3 号钢卷小车和3A 高速小车尚未行驶至目标位置。
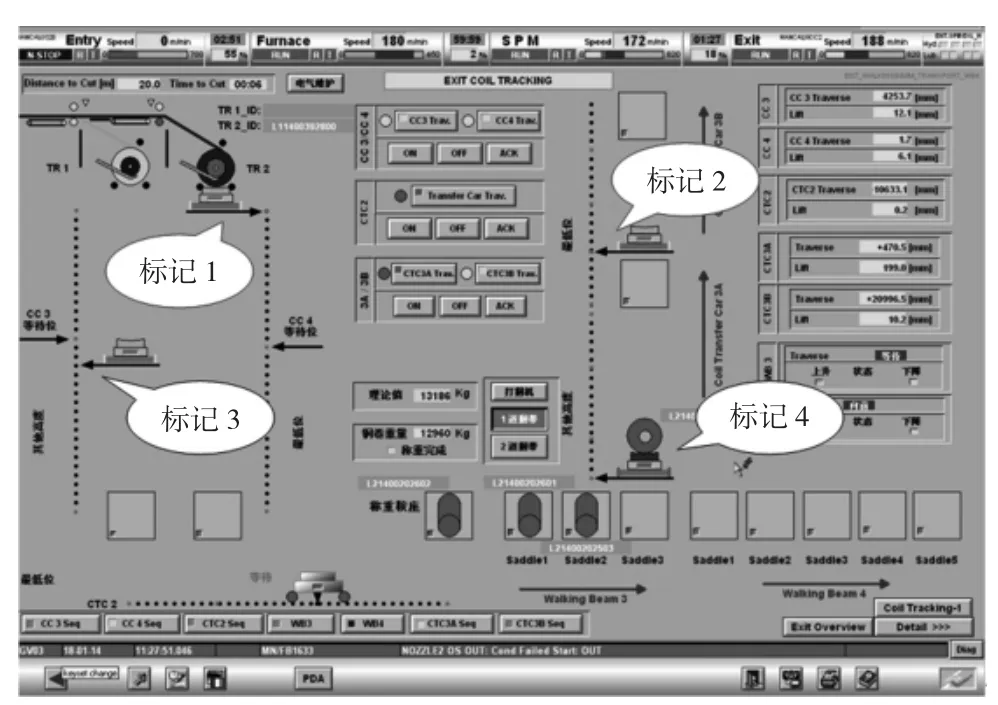
图1 钢卷小车行走位置可视化总览图
通过小车行进过程中是否闪烁起红色实心点为判断依据,即可快速判断小车是否已在目标位置。
2.2 钢卷小车升降位置可视化
钢卷小车有三个位置:举升位置(钢卷小车鞍座将钢卷顶起位置)、其他位置(钢卷小车鞍座在上升或者下降过程中位置)和最低位置(钢卷小车鞍座降低到原始位置)。
由图2 可知,当CTC2(2 号钢卷锁车)将钢卷托起之后,信息显示其位于举升位。
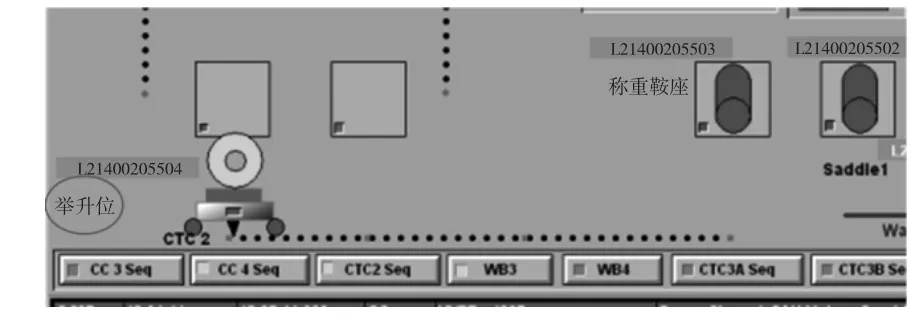
图2 钢卷小车提升举升到位状态图
由图3 可知,当CTC2(2 号钢卷锁车)将钢卷放下过程中,信息显示其位于其他高度位置。

图3 钢卷小车升降在其他高度状态图
由图4 可知,当CTC2(2 号钢卷锁车)将钢卷放下回到原始位置之后,信息显示其位于最低位位置。
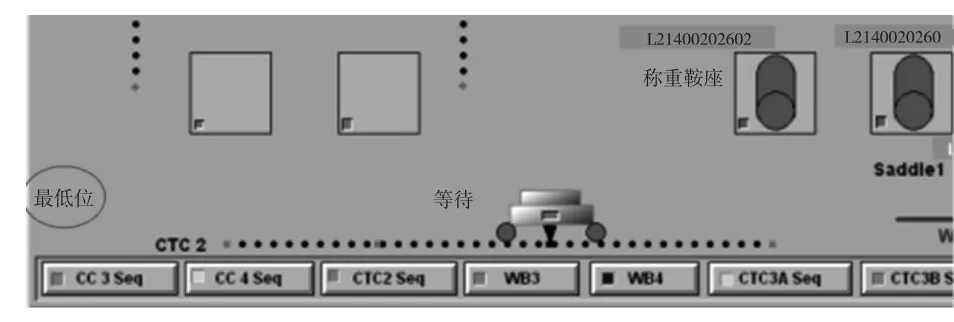
图4 钢卷小车下降到位状态图
2.3 卷号信息实时跟踪可视化
通过在后台建立下线产品钢卷信息数据库,并在其数据之间建立动态链接,利用各个钢卷小车和步进梁之间的接口信号做触发,使得钢卷信息自下卷取机时即能够实时进行数据交换更新,从而实现钢卷信息的实时在线跟踪功能。
由图5(a)所示,产品钢卷卷号为L21400202701,钢卷从2 卷取机下线,由4 号钢卷小车负责运输到下游鞍座。由图5(b)所示,4 号钢卷小车所带钢卷卷号L21400202701,同时TR2_ID 信息已经自动清除为空,钢卷信息正处于跟踪状态。由图5(c)所示,4号钢卷小车运行至鞍座时卷号信息实时跟踪中。由图5(d)所示,4 号钢卷小车将卷号为L21400202701的产品卷放至鞍座后,钢卷信息更新至鞍座上方,同时4 号钢卷小车信息自动清空。
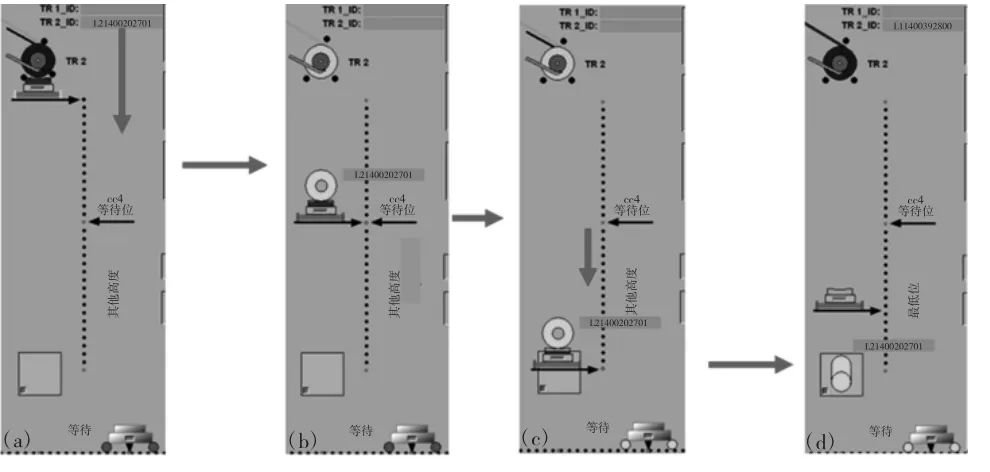
图5 产品卷卷号实时跟踪流程图
3 结语
信息跟踪系统可全面覆盖并实时地跟踪钢卷小车位置数据信息,操作人员能够在画面上最快速知道故障位置,从而防止因不能正常运卷而导致的产线事故停车,此外,还可实时显示所有在小车上卷的卷号,在出现钢卷混乱时也能准确的识别正确的钢卷号。通过对信息跟踪系统进行开发及应用,大大提高了设备操作效率,同时也杜绝了因卷信息错误打印造成质量异议的发生,为邯钢产品积累了良好口碑。