基于PLC的伺服电机运动控制系统设计
2021-08-17李涛仵晨李鑫唐静媛杨军良
李涛 仵晨 李鑫 唐静媛 杨军良
摘 要:随着伺服系统不断的发展,制造业对伺服系统的要求也是越来越高,现在很多场合下需要伺服电机做变速运动,对电机的控制方式也是多种多样的要求。本文将介绍一种基于永宏PLC的安川Σ-7系列AC伺服电机带手摇轮控制的运动控制系统,并通过外接触摸屏对伺服电机实现精准控制。
关键词:PLC;伺服电机;运动控制;触摸屏
中图分类号:TP206 文献标识码:A DOI:10.3969/j.issn.1003-6970.2021.03.042
本文著录格式:李涛,仵晨,李鑫,等.基于PLC的伺服电机运动控制系统设计[J].软件,2021,42(03):145-148
Design of Servo Motor Motion Control System Based on PLC
LI Tao, WU Chen, LI Xin, TANG Jingyuan, YANG Junliang
(School of Mechanical and Precision Instrument Engineering, Xi 'an University of Technology, Xi 'an Shaanxi 710048)
【Abstract】:With the continuous development of the servo system, the requirements for the servo system are getting higher and higher. Nowadays, the servo motor is required for variable-speed motion in many occasions, and the control method of the motor is also a variety of requirements. This article will introduce a motion control system based on FATEK PLC-based Yaskawa Σ-7 series AC servo motor with hand wheel control, and achieve precise control of the servo motor through an external touch screen.
【Key words】:PLC;servo motor;motion control;touch screen
0 引言
隨着科技高速发展,现代工业制造很多情况下需要电机的低速运转,精度准确,定位准确及特定的控制方式等要求,以电机为控制对象,电子装置为核心[1-3],例如人工晶体生产、光学加工、工业机器人等领域。在实际生产应用中通常采用伺服电机来满足这些要求,结合PLC结构小巧,稳定性高,抗干扰能力强的特点[4],更大程度上保证工业条件下电机运动的可靠性。本文以单晶生产技术要求,提出了采用基于永宏PLC通过外部触摸屏控制伺服电机,并带有手轮控制的运动控制系统设计。
1 PLC电机控制的硬件设
根据单晶生产要求电机转速量程在0~260r/min,调控精度要达到0.1r/min,采用永宏PLC型号FBS-24MCT2-AC作为可编程控制器,分配输入输出;选用安川Σ-7系列型号SGM7J-04AFC6S AC伺服电机及Σ-7系列型号SGD7S-2R8A AC伺服驱动器,按照要求对驱动器参数进行设置。
1.1 控制要求
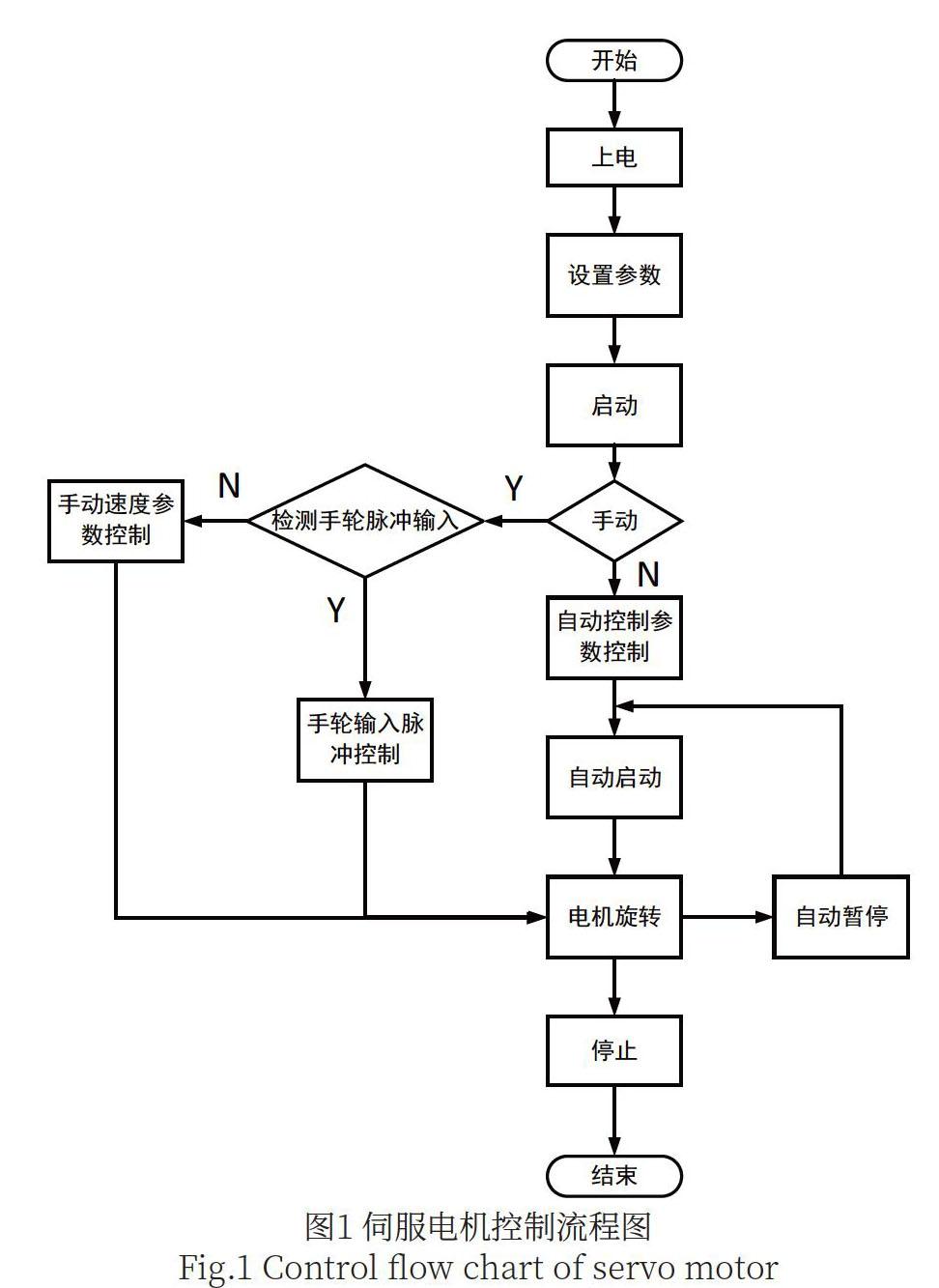
首先电机的控制要求主要分为两种,分为手动、自动两种模式。在自动模式下,通过在触摸屏提前设置好自动模式参数(间隔时间、起始速度、终止速度),电机在驱动器的控制下可做匀加速或匀减速运动,达到终止速度后电机做匀速运动,自动模式下若出现问题,电机也可暂停,解决问题后,以原速度继续运行;在手动模式下,电机按照提前设置好的手动速度做匀速运动,若手摇轮有脉冲输入则手摇轮直接切入控制电机。具体的控制流程如图1所示。
1.2 硬件配置
为保证设计要求,要明确所用硬件配置的各性能指标,本次选用的永宏PLC FBS-24MCT2-AC有14点24VDC数组输入(4点高速200KHz,2点中速20KHz,6点总和5KHz)和10点继电器或晶体管数出(4点高速200KHz,4点中速20KHz),其它相关参数如表1所示。
1.3 I/O分配表
根据控制要求,通过触摸屏控制输入,而外部输入只有手摇轮脉冲输入,永宏PLC支持手摇轮输入,有专用的指令,在使用手摇轮时还要进行一些组态设置,一般是在50Ms中断程序中使用。电机转速控制系统的I/O分配如表2所示。
1.4 原理接线图
该系统原理接线图如图2所示。PLC的电源端L接相线,N端接零线,S/S接24V,所用的信号连接线皆采用双绞线,保证信号不被干扰。
1.5伺服驱动参数设置
伺服电机的控制模式主要有速度控制、位置控制、转矩控制[5-6]三种,每种控制模式下伺服驱动参数各不相同,根据控制要求选用位置控制模式。对伺服驱动参数进行设置之前,首先要对伺服驱动参数进行初始化Fn005,必须在伺服OFF状态下执行,重启后生效。位置控制模式下需要设置的参数如表3所示。
伺服电机选用的是安川伺服电机24位增量型,则电机分辨率为16777216,即电机旋转一周,需要输入16777216个脉冲,设置伺服电机的脉冲圈数为12000,Pn20E和Pn210分别是电子齿轮的分子和分母,故电机旋转一周,PLC需要发送的脉冲数等于分辨率除以电子齿轮比[2],即:
(1)
2程序设计
WinProladder是永宏系列的PLC编程软件,拥有强大的控制算法指令,超强通讯,NC定位等功能,软件全采用Windows环境设计,操作简单,易学易用,软件采用项目观念,内容直观,多样化的联机方式。
以高速脉冲方式控制伺服驱动器是最常用的控制方式,FBs-PLC有专用的单轴高速脉冲输出指令FUN140(HSPSO)如图3所示,以文字的书写方式来编辑,Pulse Output包含三种工作模式,分别为U/D、P/R、A/B,该指令还需与伺服命令表格配合使用。
无论是手动还是自动模式下,都是通过PLC負责发送出高速脉冲指令给伺服驱动器,伺服电机将从伺服电机输入的脉冲信号通过编码器反馈回驱动器,驱动器将输入信号频率和脉冲数与反馈回的频率和脉冲数进行处理,构成闭环系统,保证伺服电机高速,精确运转。
永宏PLC有专用的手摇轮控制指令148号指令MPG,使用时还需设置硬件高级计数和脉冲数出,该指令放在50ms定时中断处理程序中来执行,以便以准确的对手轮输入脉冲进行取样,手摇轮控制指令如图4所示。
3人机操作界面
人机交互系统和PLC基于变量形式搭起HMI与控制过程之间的通信,I/O模块则是PLC与控制过程交流的桥梁,HIM利用变量读取或写入PLC的控制数据,在计算机上利用触摸屏组态软件,对触摸屏进行组态设置,包括变量设置以及与PLC之间的链接[7-8]。系统组态基本结构如图5所示。本次设计主要设计四个界面分别为主界面,参数设定界面,速度监控界面以及报警界面。
3.1主界面
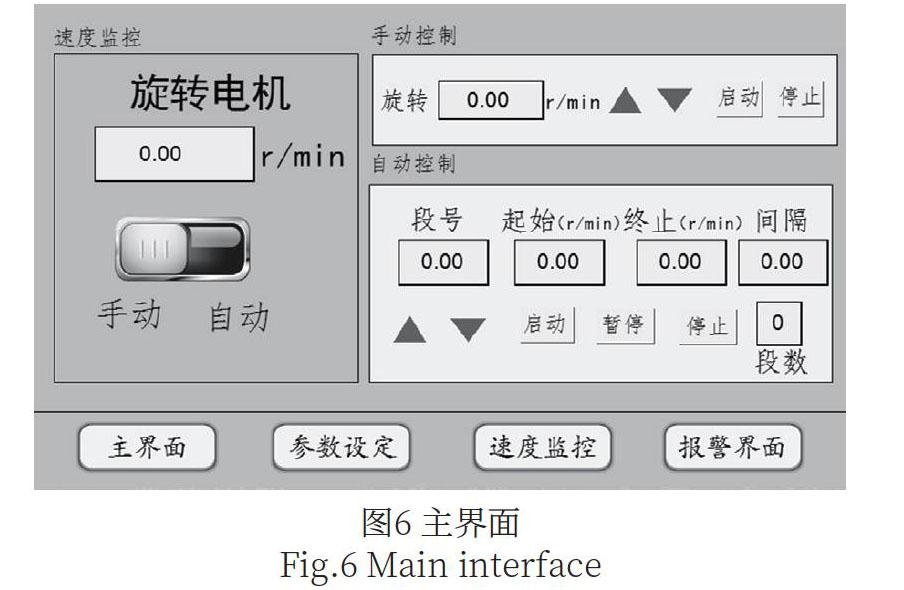
主界面是人机交互系统的基础界面,显示电机转速的控制情况,直接通过主界面全程进行控制并且对整个过程实时监控,还包含手动模式下电机速度设置,自动模式下旋转速度段数的选择,段数选择后电机开始按设计好的参数运动,以及手动自动模式选择开关。通过EasyBuilder Pro软件建立触摸屏与PLC之间的通讯,实现触摸屏控制电机,设计效果如图6所示。
3.2参数设定界面
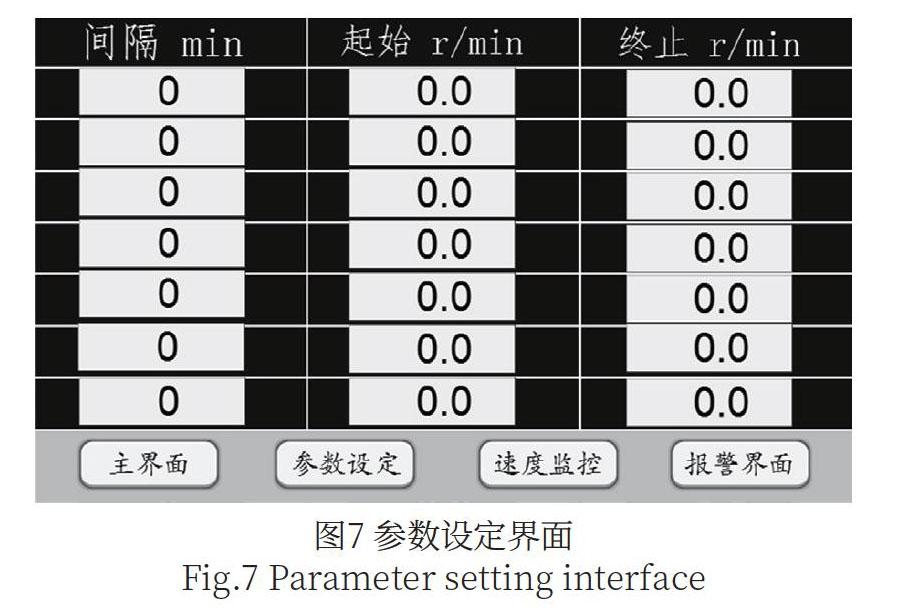
参数设定界面是在自动控制模式下,人为设置电机速度的变化,包含间隔时间,起始速度,终止速度,总共七段速度从上到下依次设定。整个过程实现匀速运动,该界面设计效果如图7所示。
3.3速度监控界面
在速度监控界面,主要是对电机实时速度的采集和统计,利用平面直角坐标设置,实时绘制速度随时间变化的情况,绘制成趋势图,将电机数据采集下来有助于对数据的分析。速度监控界面的效果如图8所示。
3.4报警界面
报警界面的目的是在电机运行的过程中,某些数值出现了超出电机运转极限的变化,或是超出设定值的等一系列故障问题,为了能够及时排除问题,保证电机快速恢复正常运转。通过报警界面可以很清楚的得知故障序号,以及故障时间,为分析提供帮助。报警界面的设计效果如图9。
4结语
本文采用PLC对伺服电机进行变速控制,分析了系统的硬件参数以及伺服驱动器的参数设置,通过Win Proladde编程软件编写梯形图,设计组态,建立PLC与触摸屏通讯,实现对伺服电机的运动控制。通过现场测试,伺服电机的控制精度达到0.1r/min,量程达到0~260r/min,已经满足要求,并且能够通过触摸屏实时编辑,手动模式下,手轮外部输入能控制电机正反转,自动模式下,伺服电机也能按照设置的参数,自动运转,速度误差也在合理范围之内。实践证明该控制方案可行。
参考文献
[1] 杨丽,孙瑞雪.基于PLC的电动机多段速控制[J].数字技术与应用,2019(4):1-2.
[2] 郭亮,秦永晋.PLC控制伺服电机应用设计[J].科技创新与应用,2017(24):110.
[3] 李虹静.基于S7-1200 PLC的伺服电机运动控制系统设计[J].机电信息,2019(29):125-126.
[4] 吉红,夏春茂,王凤桐.基于PLC的伺服电机位置控制系统研究[J].科技经济导刊,2016(15):77.
[5] 刘希璐,刘鹏.PLC在数控机床控制系统中的应用[J]. 装备制造技术,2013(8):149-150.
[6] 李泳龙.永宏PLC在全自动端子压着机上的应用[J].可编程控制器与工厂自动化,2013,8(8):66-70.
[7] 靳永周.基于PLC的伺服电机运动控制系统设计[J].中国高新技术企业,2017(6):6-7.
[8] 陈淳.基于PLC的伺服位置控制[J].现代制造技术与装备, 2019(5):192-193.