基于增量分析法的机床薄弱模块识别方法及应用
2021-07-13汤伟莉陈永亮刘立业
汤伟莉,陈永亮,刘立业
(天津大学机械工程学院,天津 300354)
机床的刚度对其加工性能的影响很大。在过去几十年中,许多研究人员通过理论分析、数值模拟和实验测试等方法分析了机床的刚度。例如:Huang等[1]提出用混合建模法来分析单个模块对机床刚度的影响,解决了传统单模块分析法中因载荷的等效转换、节点力的不均匀分布而引发的局部效应问题;钟伟弘等[2]基于混合建模法识别了功能不独立的复杂机械产品的薄弱模块,运用灵敏度分析法找到了对其性能影响最大的参数,并通过结构优化提高了其刚度和精度;于长亮等[3]基于混合建模法辨识得到不同激振频率下机床的薄弱模块,明确了优化目标,提高了优化效率。但是,这种将待识别模块材料的弹性模量设为无穷大,而其他模块材料的弹性模量为实际值的混合建模法会因不同模块的弹性模量相差较大而引发模块结合面处网格划分错误等问题,从而导致分析无法进行。因此,刘启伟等[4-5]提出了机床串联结构刚度场概念,通过对机床进行有限元分析,得到机床的柔度曲线,根据曲线的拐点确定机床的薄弱模块;杨俊杰等[6]基于串联结构刚度场理论,对复杂工况下机床刚度的变化情况进行分析,并通过构建机床同一串联结构的有限元分析模型来识别其薄弱模块。综上,串联结构刚度场理论能够解决采用混合建模法时易出现的问题,但采用该理论时须将机床主轴端的载荷等效转换到待分析模块上,转换过程比较繁琐。
基于此,笔者提出一种基于增量分析法的机床薄弱模块识别方法。该方法在划分机床模块的基础上,以包含主轴的最小模块为基础模块,逐一添加同一串联结构上的模块,通过分析添加模块后结构变形量的增量来确定机床的薄弱模块,增量最大所对应的模块即为薄弱模块。该方法可避免采用混合建模法时出现的问题,同时不用对主轴端的载荷进行等效转换,分析过程简单。对识别出的薄弱模块进行结构改进[7-10],并采用基于熵权法的综合模糊评价法[11-13]来比较结构改进前后机床的性能,以验证所提出方法的可行性。
1 基于增量分析法的机床薄弱模块识别
1.1 网络图构建
机床各零部件之间存在一定的约束关系。根据各零部件之间的约束关系,采用图论法构建机床的网络图[14-16],如图1所示。其中:节点i、j表示机床的零部件,eij表示零部件i、j之间约束关系的权重。
1.2 模块划分
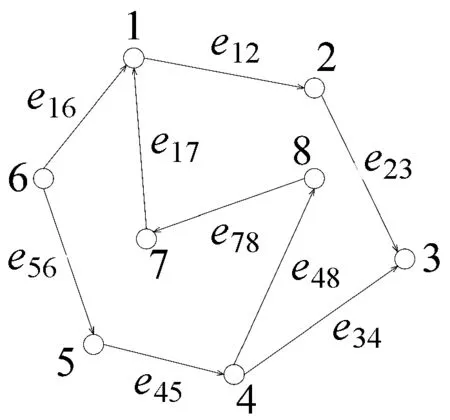
图1 机床网络图Fig.1 Network diagram of machine tool
基于图1所示的机床网络图,利用社区发现算法(Louvain 算法)对机床进行模块划分。Louvain算法是基于模块度的算法,在一个有权网络中,模块度Q为[17]:

其中:
式中:Ki表示与节点i有关的约束关系的权重之和;ci表示节点i所属的社团;∂(ci,cj)表示节点i和节点j所属社团之间的关系,若2个节点属于同一个社团,则∂(ci,cj)=1,否则为0。
1.3 增量分析模型构建
对于机床的某串联结构,为分析添加某一模块后结构变形量的增量,构建相应的增量分析模型。构建过程如下:以包含主轴的最小模块为基础模块,逐一添加同一串联结构中的模块,直至添加到与地面固定的模块为止。以由模块M1、M2和M3组成的机床串联结构为例,构建其增量分析模型,如图2 所示。其中:M1为包含主轴的最小模块,M3为与地面固定的模块,工作载荷F作用在模块M1上。
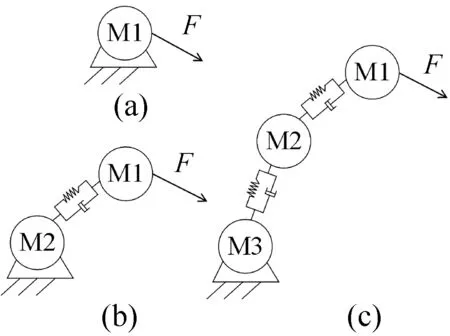
图2 机床单个串联结构增量分析模型的构建过程Fig.2 Construction process of incremental analysis model of single series structure of machine tool
1.4 薄弱模块识别
对于图2所示的机床串联结构,在工作载荷F的作用下,设置模块M1的边界约束条件。如图2(a)所示,此时该串联结构的变形量为d1。
当分析添加模块M2 后该串联结构变形量的增量时,添加模块M2,并设置模块M2 的边界约束条件。如图2(b)所示,此时串联结构的变形量为d2,则添加模块M2后该串联结构变形量的增量dM2为:

当分析添加模块M3 后该串联结构变形量的增量时,添加模块M3,并设置模块M3 的边界约束条件。如图2(c)所示,此时串联结构的变形量为d3,则添加模块M3后该串联结构变形量的增量dM3为:

根据式(2)和式(3),计算得到逐一添加模块后机床串联结构变形量增量并绘制相应的折线图,变形量增量越大表明添加模块后,机床串联结构的变形越大,刚度越小,则对应模块为机床的薄弱模块。
2 基于熵权法的机床薄弱模块改进方案综合评价
基于识别出的薄弱模块,对机床结构进行改进。针对生成的多个改进方案,以机床的整机质量,X、Y、Z向变形量以及动态特性作为评价指标,采用基于熵权法的模糊综合评价法对其进行综合评价。
首先,利用熵权法确定机床改进方案各评价指标的权重,计算步骤如下。
1)构建评价指标矩阵。设有m个机床改进方案、n个评价指标,则机床改进方案的评价指标矩阵X可表示为:

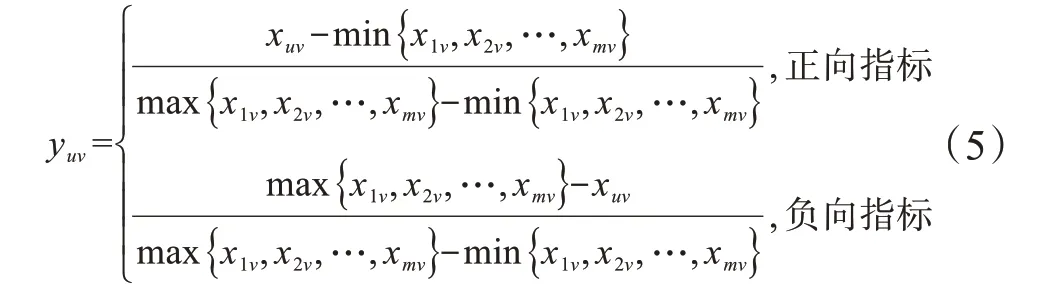
2)对矩阵X中的元素进行标准化处理。正向指标(指标值越大越好)和负向指标(指标值越小越好)的处理方式如下:
3)计算每个机床改进方案中各评价指标所占的比重puv,然后计算各评价指标的信息熵Hv,满足Hv≥0。
其中:
4)计算每个机床改进方案的各评价指标的客观权重wv:
然后,利用模糊综合评价法获取不同机床改进方案的综合评价结果,其步骤如下。
1)根据式(4),确定机床改进方案的评价指标矩阵X。
2)利用熵权法计算得到机床改进方案各评价指标的权重矩阵W=[w1w2…wn]T。
3)建立模糊关系矩阵R。对评价指标矩阵X进行归一化处理,得到模糊关系矩阵R:
4)合成模糊综合评价矩阵B。将权重矩阵W与模糊关系矩阵R进行合成,得到机床改进方案的模糊综合评价结果。其中,bu(u=1,2,…,m)越小,改进方案越佳。

3 实例验证
3.1 基于增量分析法的机床薄弱模块识别
以C型搅拌摩擦焊机床为例,基于增量分析法分析其各模块对整机刚度的影响程度,以找出该机床的薄弱模块,并对薄弱模块进行结构改进,以提高机床性能。C型搅拌摩擦焊机床的结构如图3所示,主要包括前床身、工作台、后床身、立柱、主轴箱、主轴、X轴传动系统、Y轴传动系统及Z轴传动系统。工作台通过X轴传动系统在前床身上左右移动(X向),前床身与后床身通过螺栓连接;立柱通过Y轴传动系统在后床身上前后移动(Y向);主轴箱通过Z轴传动系统在立柱上上下移动(Z向),主轴箱与主轴通过螺栓连接。

图3 C型搅拌摩擦焊机床结构Fig.3 Structure of C-type friction stir welding machine tool
对C型搅拌摩擦焊机床的功能结构进行分析,以各零部件为节点,零部件间相关性关系为节点之间的约束关系,利用图数据库Gephi[18]构建其网络图,如图4所示。
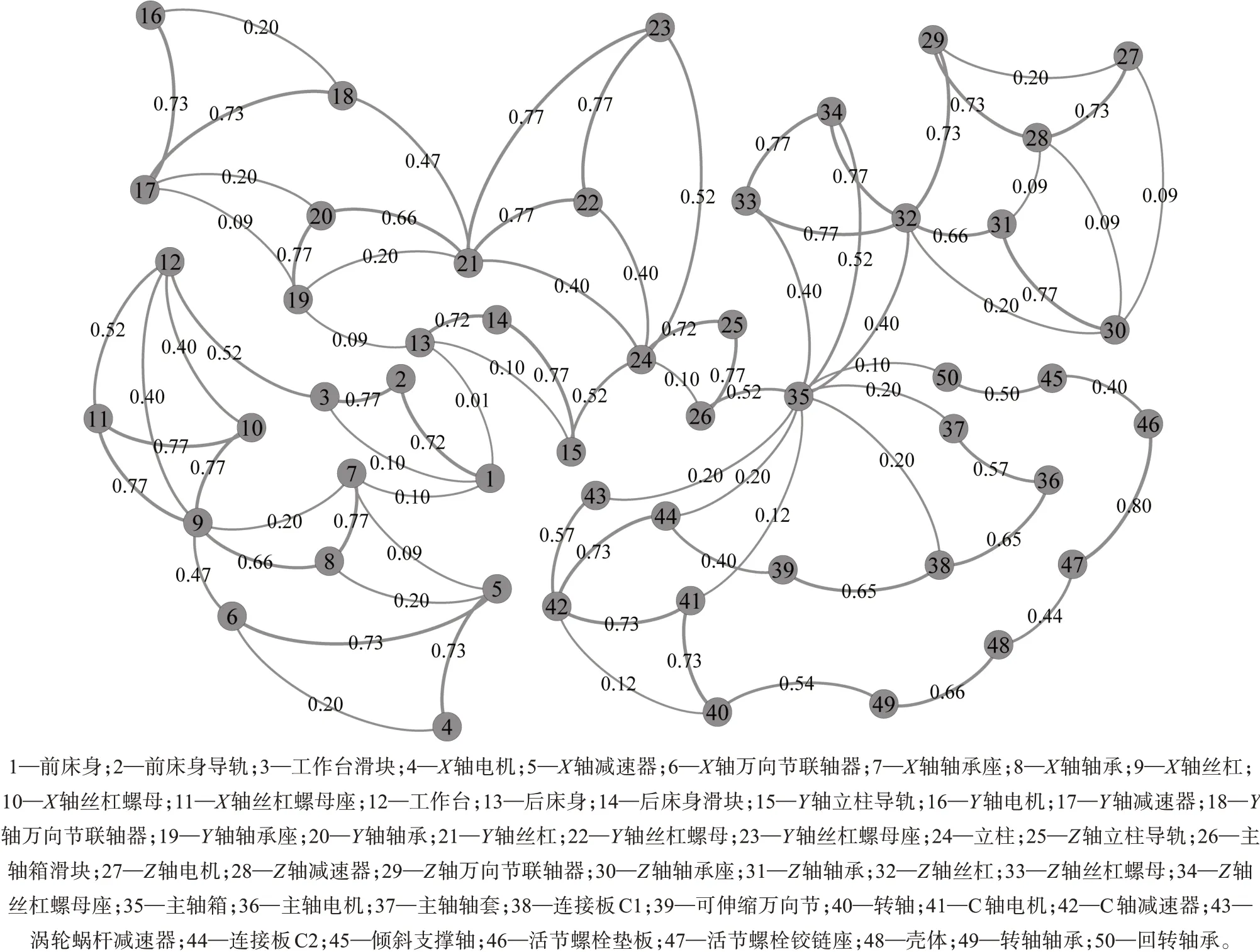
图4 C型搅拌摩擦焊机床的网络图Fig.4 Network diagram of C-type friction stir welding machine tool
基于图4 所示的网络图,利用Louvain 算法对C型搅拌摩擦焊机床进行模块划分,共划分为9个模块。模块划分后C型搅拌摩擦焊机床各模块所含的零部件如表1所示。
C型搅拌摩擦焊机床的串联结构如图5所示,其包含2 条独立的串联结构:1)M1—M2—M3—M4—M5—M6;2)M7—M8—M9。
在第1条串联结构中,主轴模块M1为基础模块,构建增量分析有限元模型1。在此基础上,逐一添加主轴箱模块M2、Z轴传动模块M3、立柱模块M4、Y轴传动模块M5和后床身模块M6,并分别构建增量分析有限元模型2,3,4,5,6,如图6所示。在主轴模块M1的主轴端部施加载荷:X向为20 kN,Y向为20 kN,Z向为60 kN。在第2条串联结构中,工作台模块M7为基础模块,构建增量分析有限元模型7。在此基础上,逐一添加X轴传动模块M8和前床身模块M9,并分别构建增量分析有限元模型8,9,如图7所示。在工作台模块M7 的工件安装表面上施加与主轴端部大小相等、方向相反的载荷。C型搅拌摩擦焊机床串联结构增量分析有限元模型的边界约束条件如表2所示。表中:U1、U2与U3分别表示3个轴向(X、Y、Z向)的移动自由度;UR1、UR2与UR3分别表示3个轴向的转动自由度。
分别对上述9个增量分析有限元模型进行静态分析,得到C型搅拌摩擦焊机床主轴端面的X、Y、Z向变形量,如表3所示。
设dqX、dqY、dqZ分别为增量分析有限元模型q(q=1,2,…,9)对应的C 型搅拌摩擦焊机床主轴端面的X、Y、Z向变形量。对于C型搅拌摩擦焊机床的第1条串联结构,通过计算得到,添加主轴箱模块M2、Z轴传动模块M3、立柱模块M4、Y轴传动模块M5和后床身模块M6后,该机床主轴端面的X、Y、Z向变形量的增量分别为:
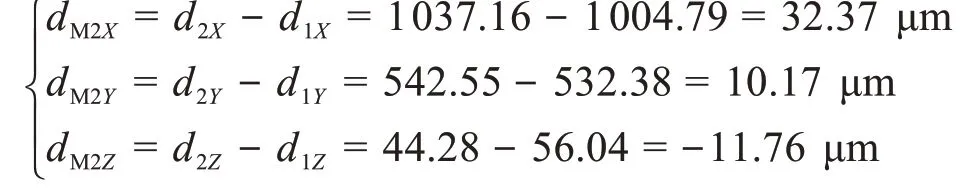

表1 C型搅拌摩擦焊机床模块划分结果Table 1 Module division results of C-type friction stir welding machine tool

图5 C型搅拌摩擦焊机床的串联结构Fig.5 Series structure of C-type friction stir welding machine tool
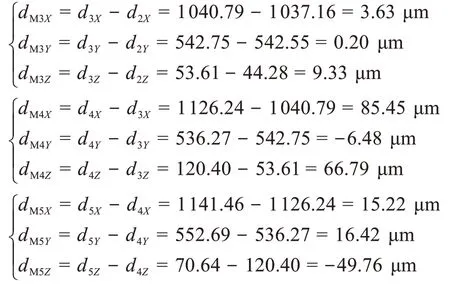
图6 C 型搅拌摩擦焊机床第1 条串联结构的增量分析有限元模型Fig.6 Incremental analysis finite element model of the first series structure of C-type friction stir welding machine tool

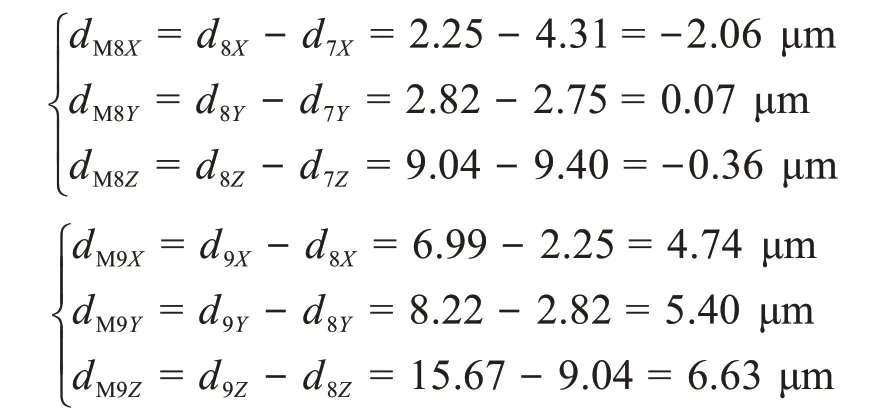
对于C 型搅拌摩擦焊机床的第2 条串联结构,通过计算得到,添加X轴传动模块M8 和前床身模块M9 后机床主轴端面X、Y、Z向变形量的增量,分别为:
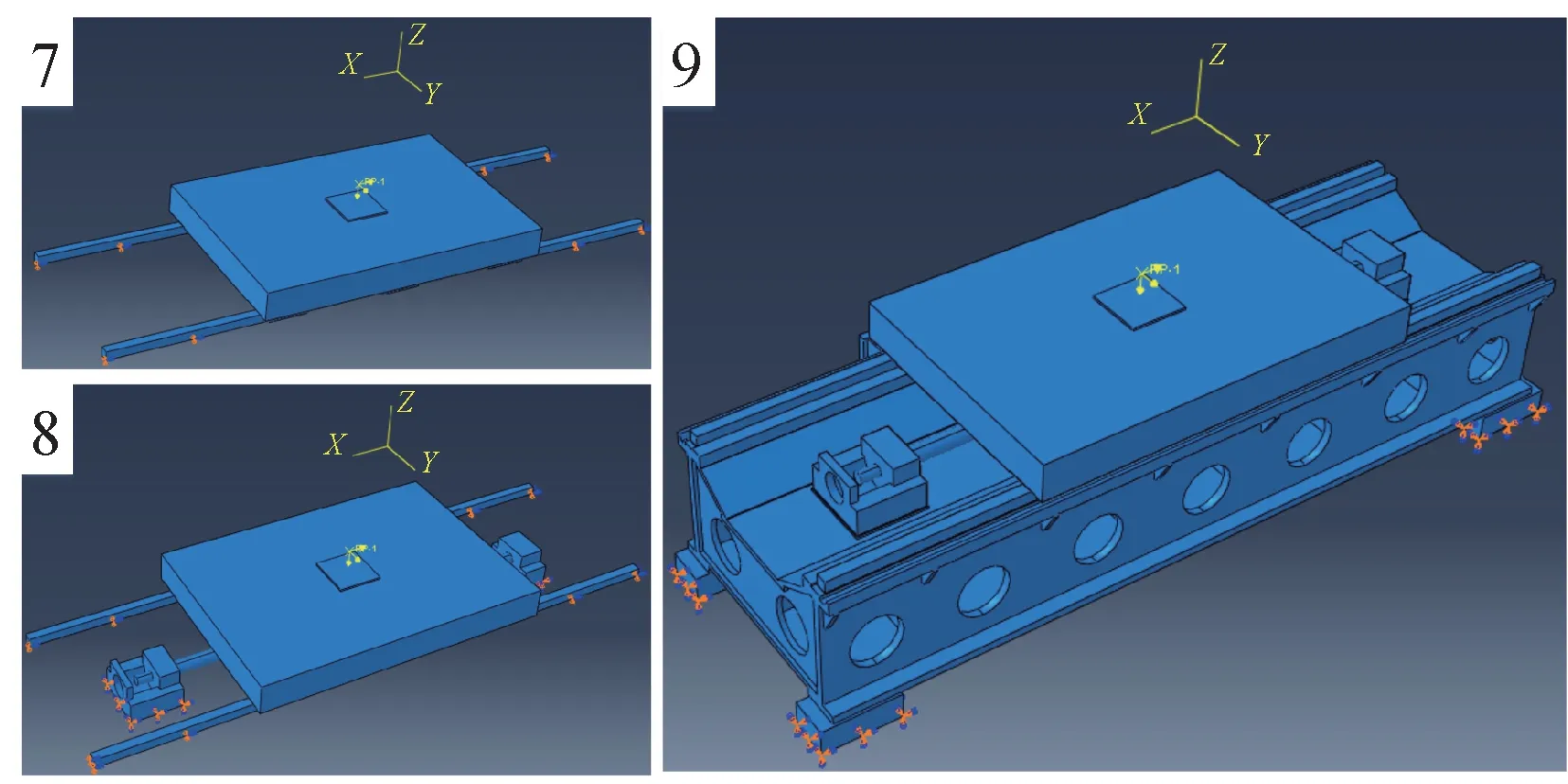
图7 C 型搅拌摩擦焊机床第2 条串联结构的增量分析有限元模型Fig.7 Incremental analysis finite element model of the secomd series structure of C-type friction stir welding machine tool
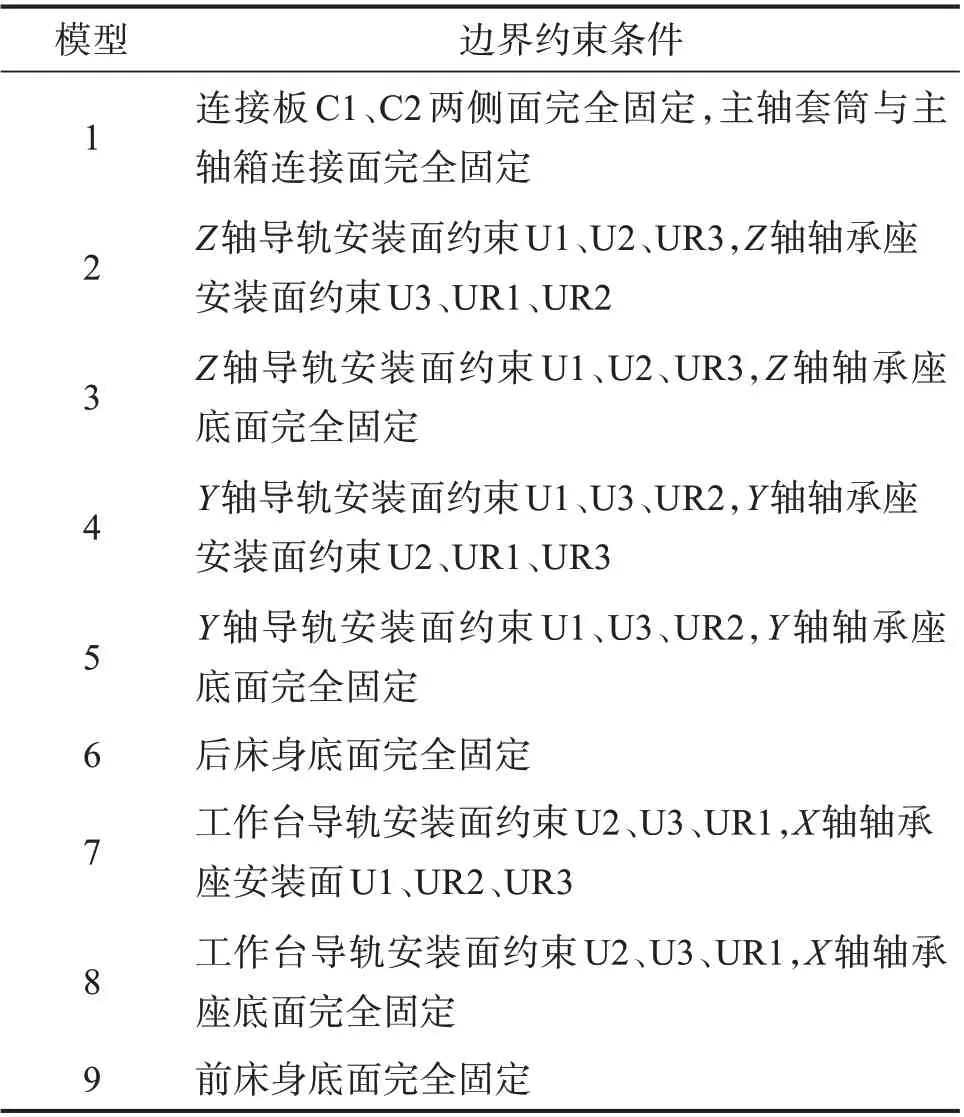
表2 C 型搅拌摩擦焊机串联结构增量分析有限元模型的边界约束条件Table 2 Boundary constraint conditions of incremental analysis finite element model of series structure of C-type friction stir welding machine tool
为更直观地对比添加模块后C型搅拌摩擦焊机床主轴端面变形量的增量,绘制相应的折线图,如图8所示。图中ΔX、ΔY、ΔZ分别表示X、Y、Z向变形量的增量。
从图8中可以直观地看出:
1)在第1条串联结构中,添加立柱模块M4和后床身模块M6后,C型搅拌摩擦焊机床主轴端面变形量的增量较大,说明立柱模块M4 和后床身模块M6均为该机床的薄弱模块。
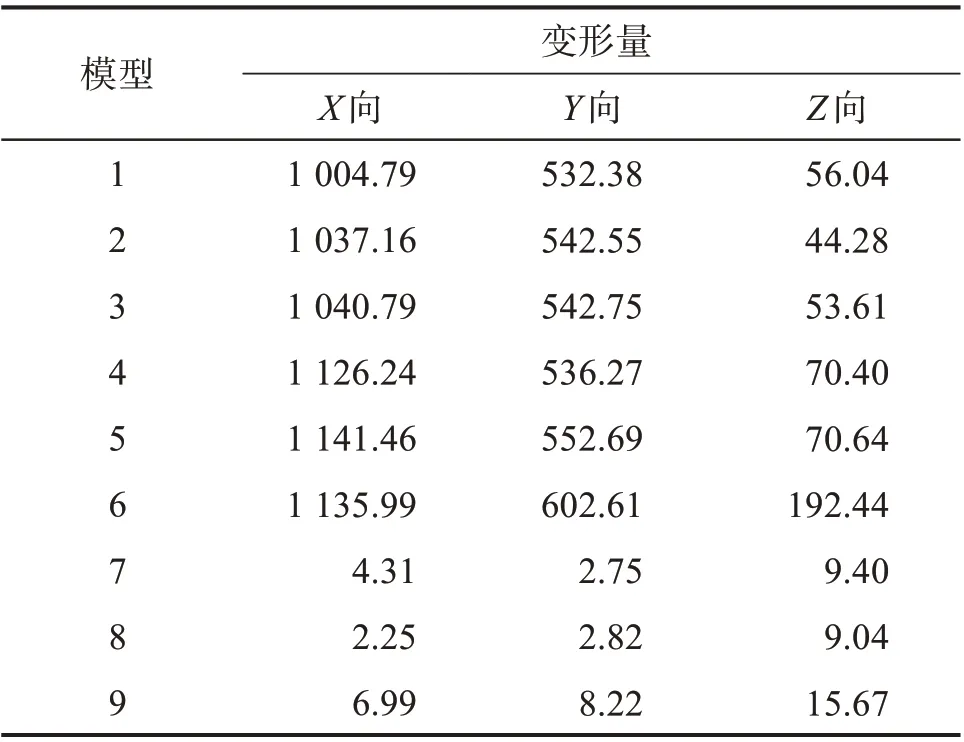
表3 C型搅拌摩擦焊机床主轴端面的变形量Table 3 Deformation of spindle end face of C-type friction stir welding machine tool单位:μm
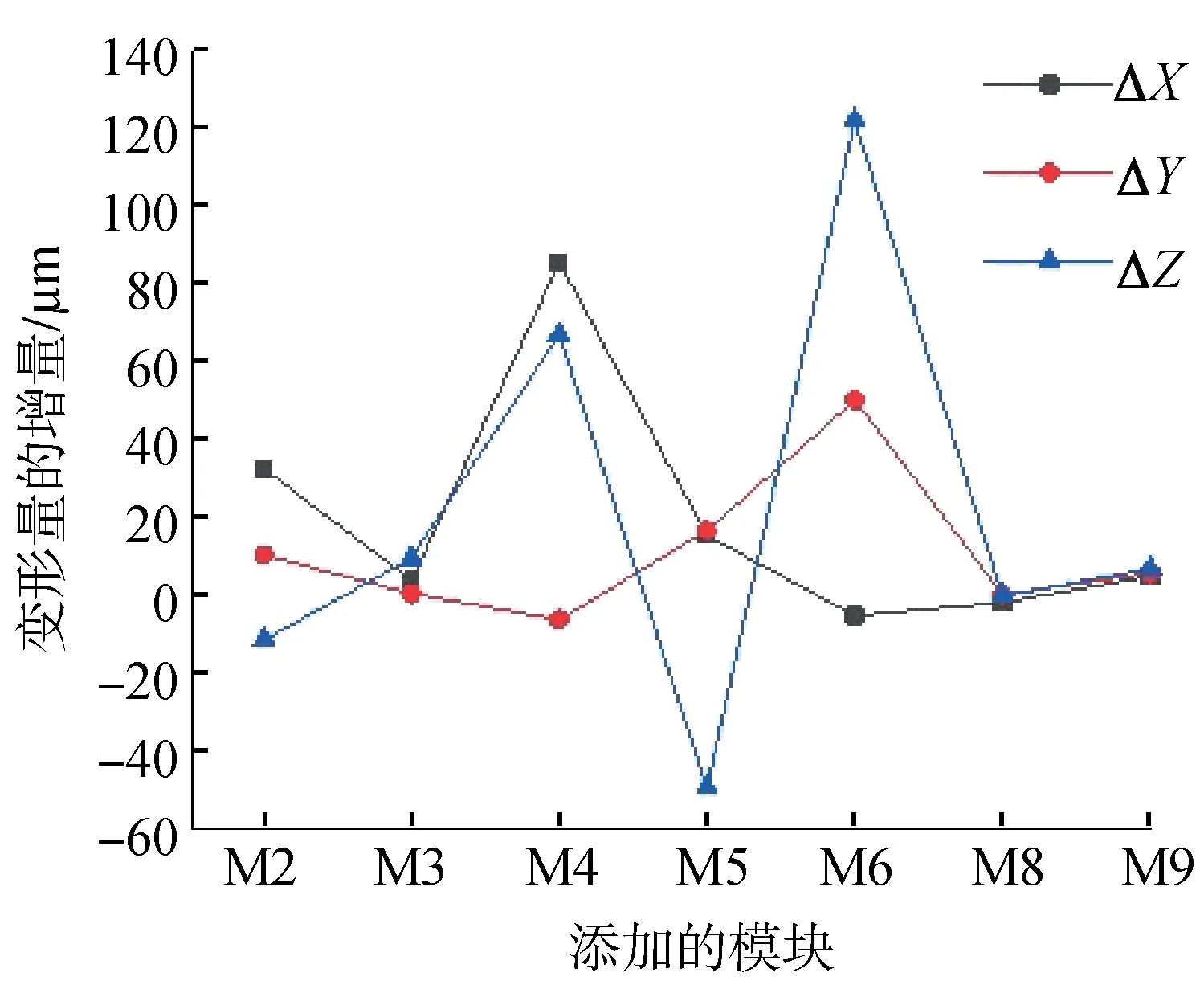
图8 添加某模块后C 型搅拌摩擦焊机床主轴端面变形量的增量Fig.8 Deformation increment of spindle end face of C-type friction stir welding machine tool after adding a module
2)添加立柱模块M4后,C型搅拌摩擦焊机床主轴端面X、Z向变形量的增量较大,因此须增大立柱模块的X、Z向刚度;添加后床身模块M6 后,主轴端面Y、Z向变形量的增量较大,因此须增大后床身的Y、Z向刚度。
3)在第2 条串联结构中,添加X轴传动模块M8和前床身模块M9后,C型搅拌摩擦焊机床主轴端面变形量的增量较小,说明其对机床刚度的影响较小,不为薄弱模块。
3.2 机床薄弱模块改进及整机性能分析
针对C型搅拌摩擦焊机床的薄弱模块——立柱模块M4 和后床身模块M6,对其结构进行改进。立柱模块M4和后床身模块M6的改进方案分别如图9和图10 所示,其参数变化情况分别如表4 和表5所示。
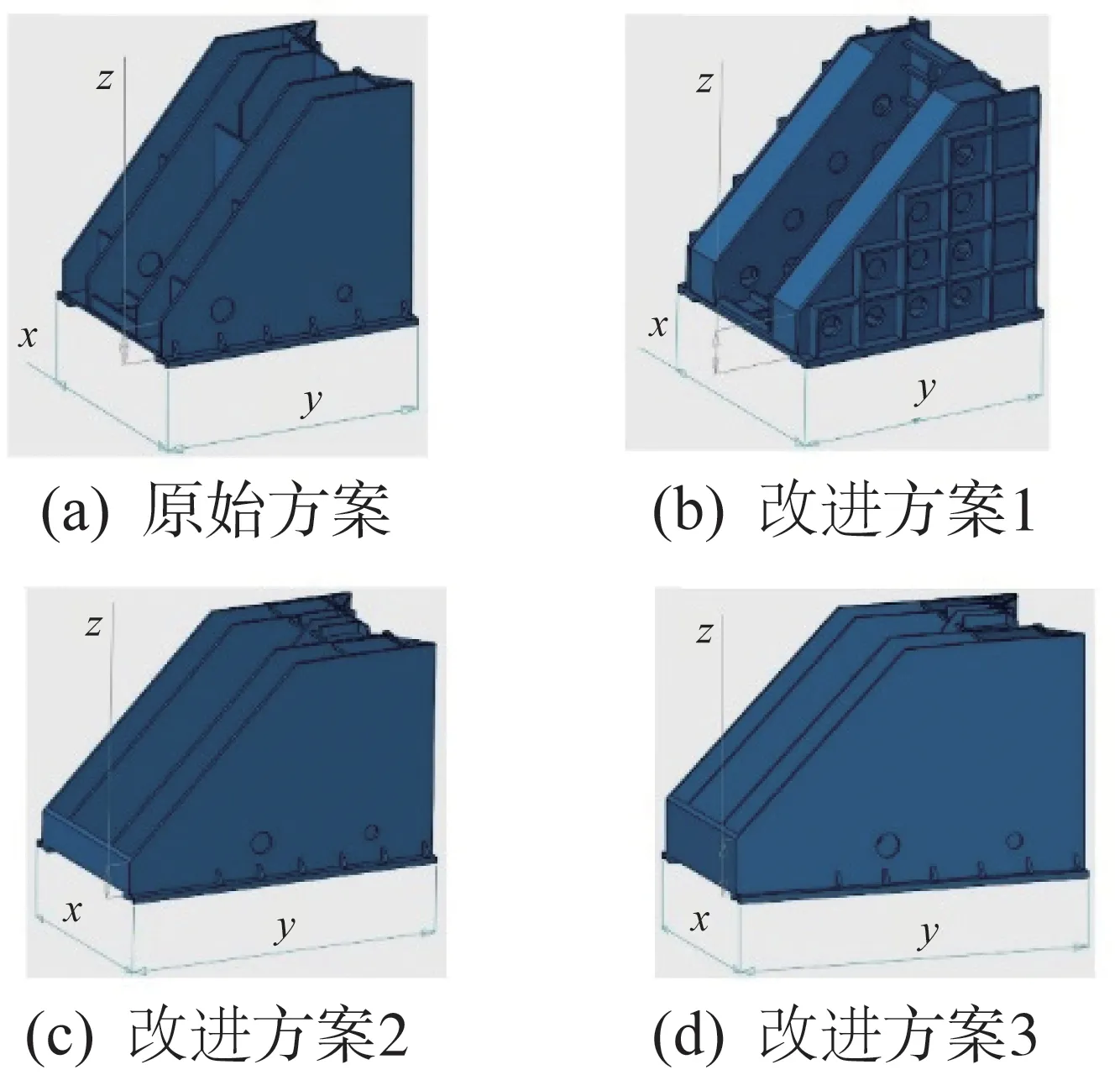
图9 立柱模块M4的原始方案和改进方案Fig.9 Original and improved schemes of column module M4
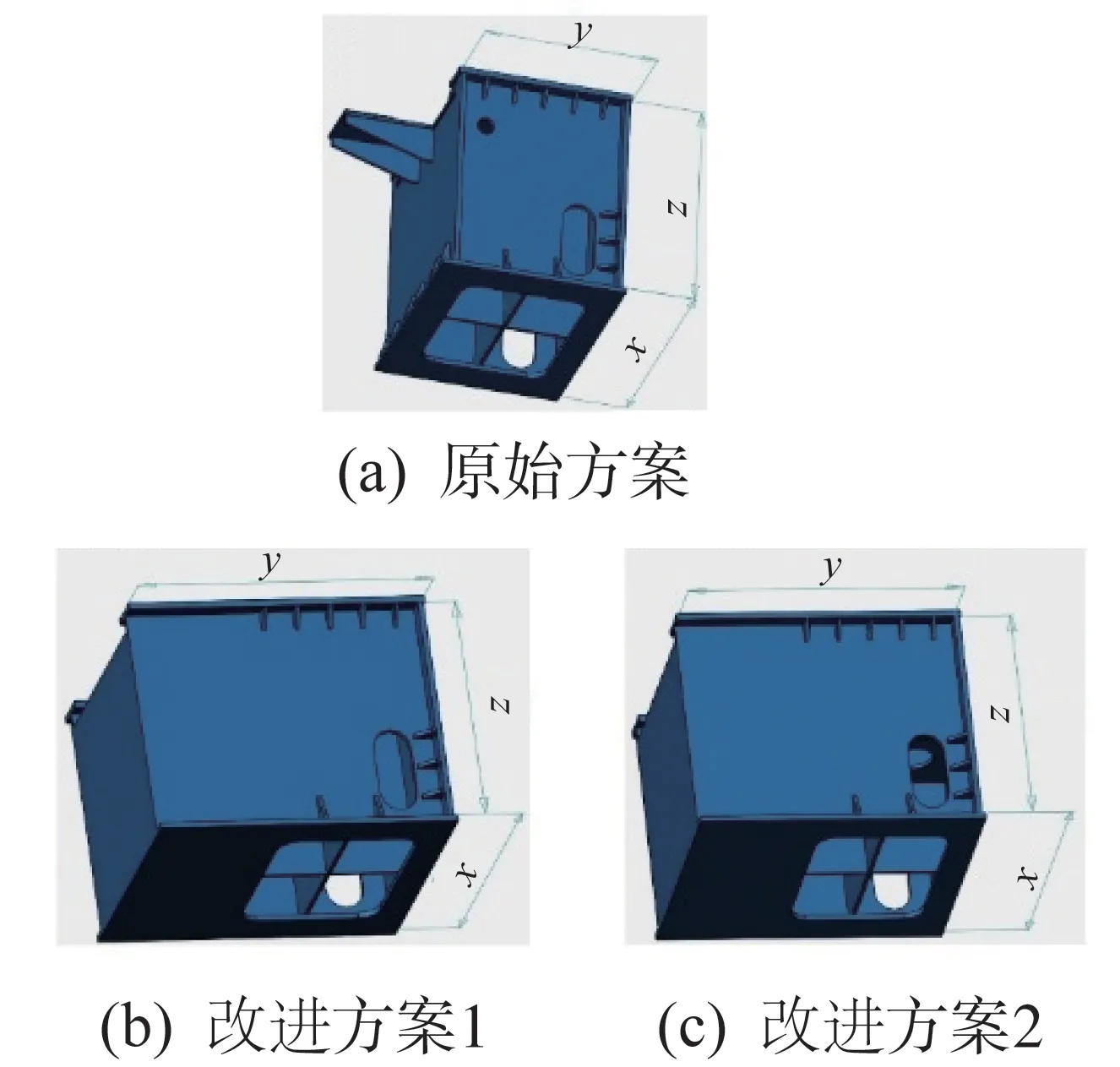
图10 后床身模块M6的原始方案和改进方案Fig.10 Original and improved schemes of back bed module M6
为了观察C型搅拌摩擦焊机床主轴端面X向刚度的变化情况,将立柱模块M4的改进方案1与后床身模块M6的原始方案组合,记为改进方案A;为了观察机床主轴端面Y向刚度的变化情况,将立柱模块M4的改进方案2分别与后床身模块M6的改进方案1,2组合,记为改进方案B、C;为了观察机床主轴端面Z向刚度的变化情况,将立柱模块M4 的改进方案3与后床身模块M6的改进方案1,2组合,记为改进方案D、E。为选择可使C型搅拌摩擦焊机床综合性能较优的改进方案,以机床的整机质量,主轴端面X、Y、Z向变形量以及约束模态和自由模态前3阶固有频率为评价指标,对各改进方案进行综合评价。

表4 立柱模块M4改进方案的参数变化情况Table 4 Parameter changes of improved schemes of column module M4
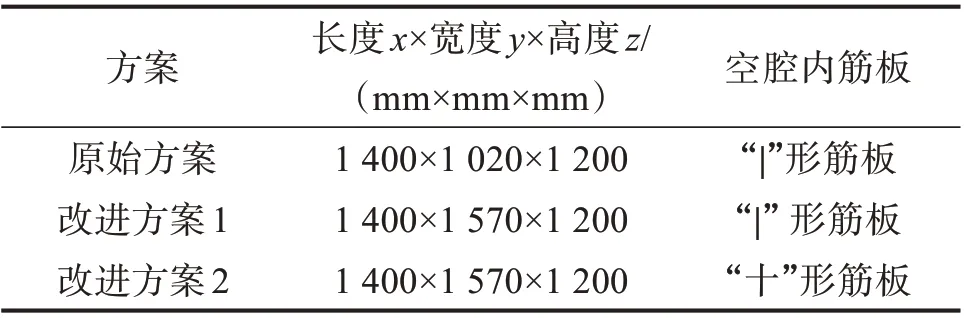
表5 后床身模块M6改进方案的参数变化情况Table 5 Parameter changes of improved schemes of back bed module M6
通过获取机床各零部件密度来确定其质量;通过有限元静态分析得到机床主轴端面的X、Y、Z向变形量;通过有限元模态分析得到机床约束模态与自由模态的前3阶固有频率。在对机床进行有限元静态分析时,在其主轴端面施加X向20 kN、Y向20 kN、Z向60 kN的载荷;将前床身与后床身底面完全固定。在对机床进行约束模态分析时,将前床身与后床身底面完全固定,但不施加载荷;在对机床进行自由模态分析时,不施加约束和载荷。C型搅拌摩擦焊机床的静、动态性能分析结果如表6所示。
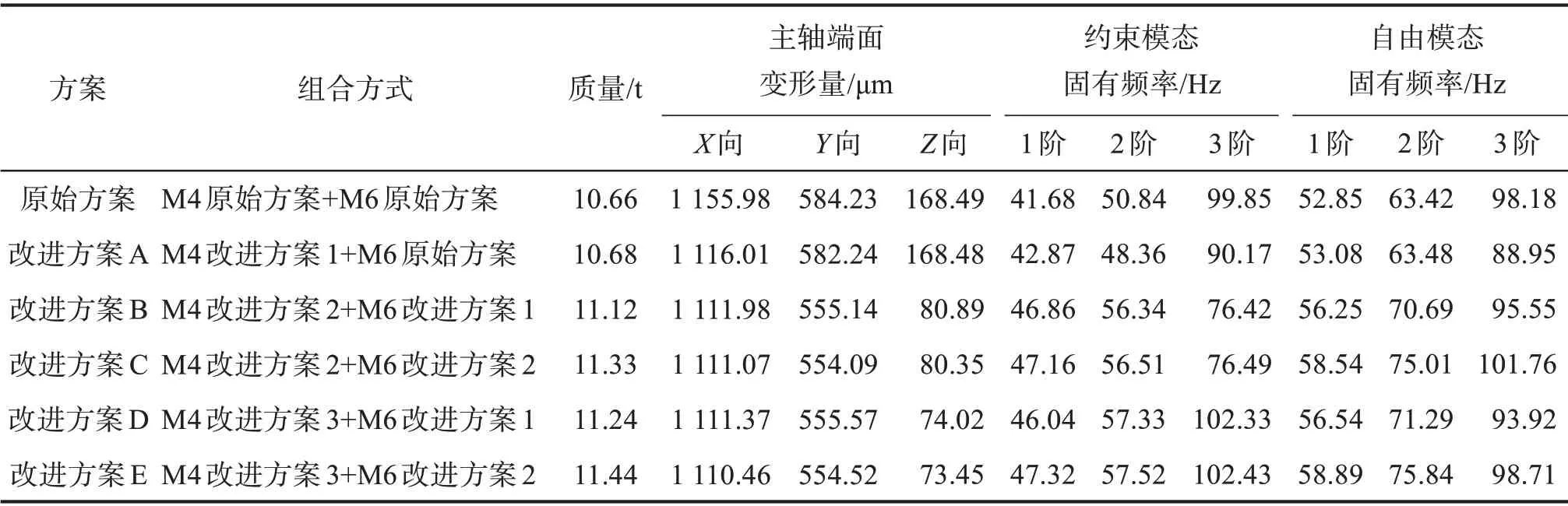
表6 C型搅拌摩擦焊机床的静、动态性能分析结果Table 6 Static and dynamic performance analysis results of C-type friction stir welding machine tool
分析表6 结果可知,相比于原始方案,改进后C 型搅拌摩擦焊机床主轴端面的X向刚度提高了3.46%~3.94%,Y向刚度提高了4.91%~5.16%,Z向刚度提高了51.99%~56.41%,而质量仅增大了0.19%~7.32%。此外,改进方案A中主轴端面的X向刚度提高了3.46%;改进方案B、C中主轴端面的Y向刚度分别提高了4.98%和5.16%;改进方案D、E中主轴端面的Z向刚度分别提高了56.07%和56.41%。
3.3 机床整机性能综合评价及改进方案优选
利用熵权法计算得到C型搅拌摩擦焊机床改进方案评价指标的权重矩阵:

利用模糊综合评价法对C型搅拌摩擦焊机床原始方案和改进方案进行评价,通过计算得到模糊综合评价矩阵:

由模糊综合评价结果可知,改进方案B为最优方案。与原始方案相比,改进方案B对应的C型搅拌摩擦焊机床主轴端面的X向刚度提高了3.46%,Y向刚度提高了4.99%,Z向刚度提高了51.99%。
4 结 论
本文以C型搅拌摩擦焊机床为例,基于增量分析法实现了对其薄弱模块的识别,得到的结论如下。
1)增量分析法是将工作载荷直接施加在机床的主轴端,避免了繁琐的工作载荷等效转换。同时,通过逐一增加模块来分析每个模块对机床刚度的影响,能够准确地识别机床的薄弱模块。
2)根据机床薄弱模块主轴端面X、Y、Z三个方向的变形情况,可准确地识别机床的薄弱方向。通过有针对性地改进机床的薄弱结构,有效提高了机床整机的综合性能。
