浅谈钢沉井刃脚节段焊接质量控制
2021-06-02王红
王红
(中交二航局第四工程有限公司,安徽芜湖 241000)
1 项目简介
常泰过江通道采用三种功能合一的过江方式,即上层高速铁路、下层一级公路和城际铁路,桥跨为(142+490+1176+490+142)=2440m,为世界上跨度最大的斜拉桥。
主墩5#钢沉井基础呈为圆端型,沉井总长95.4m、宽57.8m、高度43m,分为5层环形节段,钢沉井在底节设有刃脚,高2m,主要由两侧斜板、角钢和肘板组成,在坞内总拼搭载完成。
2 刃脚节段焊接质量不易控制的主要原因
刃脚:井壁最下端支承沉井的重量、切土下沉和挡土的刃状结构。
(1)刃脚部位不是混凝土的钢模板而是受力构件,焊接质量要求高,且刃脚部位是钢沉井下沉过程中首先与河底接触的受力结构。
(2)钢沉井的钢板材质是Q355c薄板,焊接后容易产生变形。
(3)钢沉井刃脚熔透焊缝反面清根补焊的操作空间太小,焊接操作难度大,容易造成焊缝质量成型不稳定。
(4)钢沉井船厂制造过程中在刃脚处的焊接探伤报告容易出现合格率低于95%的要求,经常要求返工重焊且重焊质量也得不到有效保证。钢沉井刃脚部位构造如图1所示。

图1 钢沉井刃脚部位结构
3 刃脚部位焊接保证措施及改进方法
3.1 焊接保证措施
(1)严格焊接材料控制,焊丝使用药芯焊丝CO2气保焊焊接工艺。焊接用焊条、焊剂必须经过烘焙方可使用,烘干的焊材随取随用,外置超过4h的焊材需重新进行烘焙;CO2焊丝必须随拆随用,未使用完的焊丝需及时返还至焊材保温箱内并尽快使用完;施工中使用的陶瓷衬垫应放置在干燥环境下保存、保管,防止受潮、霉变。
(2)刃脚部位板单元及组装的要求。
刃脚主要由两侧壁板单元及底部封板组成。根据块段整体建造方案,在车间主要进行刃脚半成品元制作,包含壁板单元焊接与底层封板组拼。①拼板应在表面平整、刚度好的薄板片体胎架上进行,薄板片胎架是壁板单元制作的使用平台,薄板片胎架平整度直接影响壁板单元与变形,作用是保证产品基准面的平整性并有足够的强度,以确保施焊的过程中产品的平整度结构部分不改变,同时这一过程也是将平整度做好的关键工序;②拼板定位焊前必须按照图纸及工艺文件要求检查焊件的几何尺寸、坡口尺寸、焊件区域的清理情况等,如不符合技术要求,不得进行拼板定位焊;③参照精度作业要求划出构件基准线。刃脚构件组装间隙应符合设计和工艺文件要求,当无规定时,组装间隙不宜大于2mm。斜侧板上竖向加劲角钢间隔较密,制造时应采用可靠焊接工艺,防止板件焊接变形,如出现焊接变形,应及时矫正。
(3)确定合理的焊接顺序。①板单元中的角钢连续焊缝焊接完成后,钢板四周因无刚性构件约束,板边的不平度变化较大,尤其是10mm薄壁钢板,矫正调平至规范允许值十分困难。在面板板边背面临时安装加劲角钢,通过点焊固定,保证面板单元整体平整度满足规范要求。临时加劲角钢随板单元一同运往分段车间,待板单元与其余块体桁架安装固定后,再拆除临时固定角钢;②刃脚结构中同时存在立、平对接(角接)焊时,应先立后平;③刃脚结构中厚、薄板,应先焊厚板,后焊薄板。

表2 CO2气保焊焊接选用参数
(4)焊接作业前的预控措施。①壁板单元焊接与底层封板组拼时应预先考虑焊接收缩量,并对各部件进行合理的焊接收缩量分配;②施工过程中采用刚性固定法利用刚性胎架或夹具将刃脚块体固定牢固,预留反变形量以控制板片的几何尺寸;③对容易造成变形的块段接口,增加支撑固定件,板片端面和线型突变部位增加适当的支撑进行加强固定。
(5)在施焊过程中严格控制焊接电流及速度,气保焊焊接根据不同的焊接位置对打底、填充、盖面的电流电压选用参数如表1所示。
3.2 焊接改进方法
(1)由于刃脚内部空间狭小,竖立状态不利于内部结构焊接,故将刃脚半成品整体平置于胎位上,对内部剩余结构进行焊接以保证焊接质量。
(2)为了规避刃脚部位反面清根补焊的焊接空间太小,操作难度大而引起的焊接质量差问题,采取有效措施使用反面带衬垫单面焊双面成型的施焊方法代替传统靠气保焊反面清根补焊的焊接方法,提高焊缝成型质量;必要时采用焊条电弧焊来弥补气保焊焊丝过长,所引起熔池性能下降的缺点。反面贴钢衬垫焊接如图2所示。
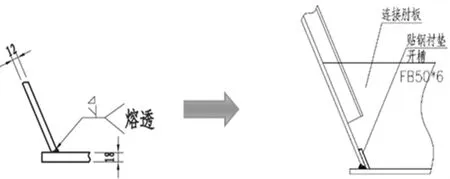
图2 反面贴钢衬垫焊接
(3)为了提高刃脚端部焊接质量,采用由单道施焊改成多层多道施焊。在进行第一道打底焊时,焊丝对位不要直接指向根部,并注意夹角,防止焊缝容易出现咬边,焊穿和夹沟、未熔合等缺陷。盖面的前一道施焊相当重要,既要防止与焊缝接触的斜板咬边,又要使铁水下流,因此焊丝应距斜板为1.2~1.5mm。
4 结语
采取以上有效的焊接保证措施和改进方法,通过刃脚密性试验(煤油试验)、抽真空试验验证及第三方的焊缝质量检测报告焊缝质量的一次合格率大于等于95%的结论,如图3、图4所示。
图3 煤油试验
总结出超大钢沉井刃脚节段焊接质量措施效果理想,操作性强,较好地解决了刃脚节段焊接质量的质量问题,有效的保证钢沉井的施工质量,保证了桥梁的安全性及耐久性,为后期超大沉井刃脚节段质量控制提供了宝贵的经验。
