数控加工过程刀具使用防错法
2021-03-27万景元张忠海尹超甄祥
万景元,张忠海,尹超,甄祥
中车唐山机车车辆有限公司 河北唐山 064000
1 序言
随着轨道交通市场的迅猛发展,其产品种类、数量与日俱增。针对不同的需求,生产制造了不同种类的产品,在产品生产制造过程中,数控加工发挥着重要的作用。一般情况下,数控加工中心的刀具配备量少则几把,多则上百把,而刀具数量、种类的增加,使得各种类型、规格的刀具并存,刀具在机床与刀具库之间的交换也变得更加频繁。
2 刀具使用现状
1)刀具需要更换时,操作人员首先使用对刀仪(红外探测器)测量出刀具的长度、半径,并记录,然后人工将测量数值输入到加工中心刀具补偿寄存器中,以补偿刀具在长度、半径上的数值。在人为输入众多刀具参数的过程中,常出现以下问题:①数字设置正确,但刀具补偿值中的小数点输入错误。②刀具补偿本身的数字输入错误。这些问题带来的后果是机床碰撞、加工错误等质量问题,并伴随着巨大的经济损失。同时,数控加工作业的环境会使刀具参数记录表污损,不利于保存。
2)在进行手动更换刀具时,将刀具参数预先输入到刀具补偿器中,然后将本工序所需要的刀具直接安装到主轴上,最后进行加工。但此过程未对换取的刀具进行检测,易出现刀具号与实际刀具参数不一致的情况,造成质量问题。
3 刀具使用防错方法
通常情况下,操作人员需将对刀仪测量的刀具参数输入加工中心中,然后完成手动更换刀具,最后通过加工中心编制刀尖与基准块之间距离的程序,待程序运行完毕后,测量其距离,完成刀具号及刀具参数的验证。但面对众多刀具时,此方法花费时间较长,不利于操作。
针对上述现状,并结合加工中心数控系统程序控制方法,研究出刀具使用防错程序。此程序需放置在当前有效的刀具参数之后,加工程序段运行之前,通过程序的调用,对刀具参数进行检测。程序流程如图1所示。
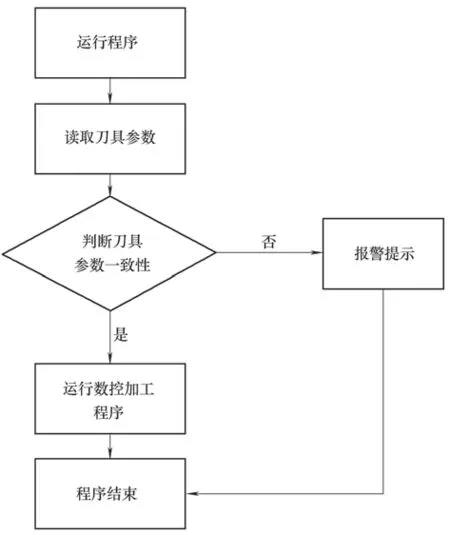
图1 程序流程
(1)运行程序 人工输入刀具参数值,然后运行主程序。
(2)读取刀具参数 机床读取程序中刀具号(TX),调用此刀具预先输入的刀具参数。读取刀具参数主要通过读取系统变量的途径来获取。在数控系统中,$TC_DP6[T,D]系统变量代表某一指定刀具几何半径值,$TC_DP3[T,D]系统变量代表某一指定刀具几何长度值。(T为刀具号,D为刀具补偿地址号)。
(3)判断刀具参数一致性 数控单元通过程序判定人工输入的刀具参数与机床预存的刀具参数的一致性,满足判定条件,程序继续执行,直至程序结束。
(4)报警提示 当不满足判定条件(即人工输入刀具参数有误)时,机床停机,不再执行加工程序,同时报警提示操作人员出现错误信息(即由数控单元将错误信息显示在机床显示器上)。
4 防错程序
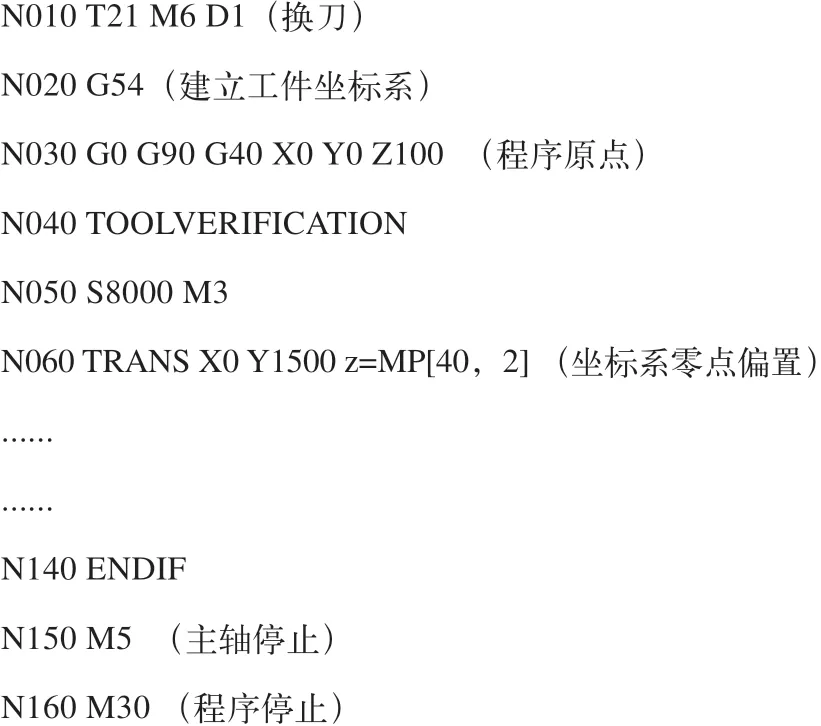

刀具使用防错程序调用过程:启动主程序后,自动运行N010、N020……N040步后,进入刀具使用防错程序TOOLVERIFICATION。
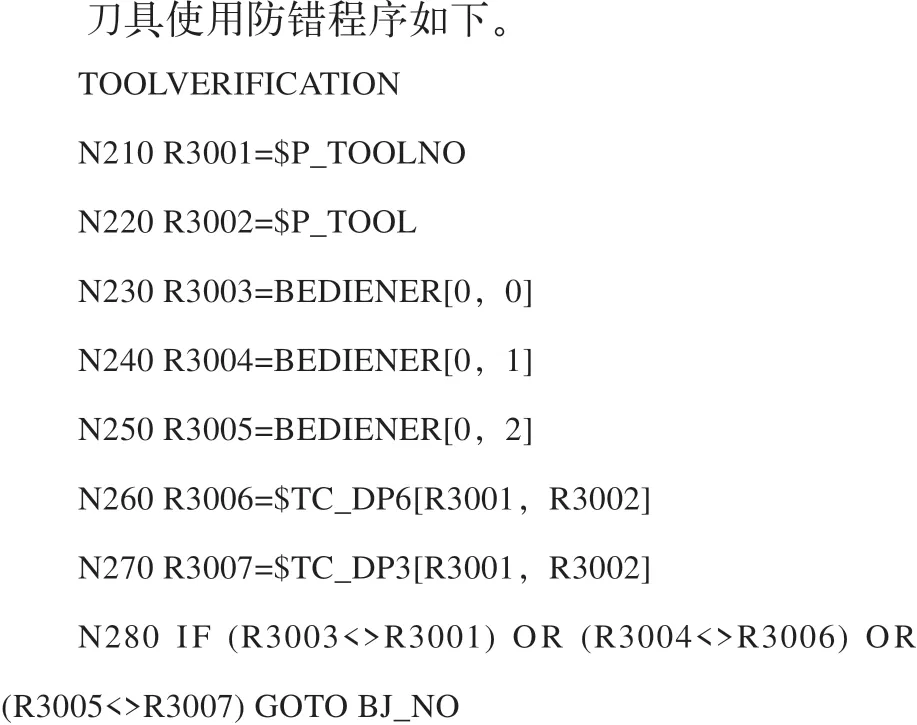
N210 读取当前主轴有效的刀具号并赋值给参数R3001。
N220 读取当前主轴有效的刀具值并赋值给参数R3002。
N230 通过人工输入当前所使用刀具的刀具号赋值给参数R3003。
N240 通过人工输入当前所使用刀具的刀具半径值赋值给参数R3004。
N250 通过人工输入当前所使用刀具的刀具长度值赋值给参数R3005。
N260 将读取的当前主轴有效刀具号的刀具半径补偿值赋值给R3006。
N270 将读取的当前主轴有效刀具号的刀具长度补偿值赋值给R3007。
N280 将人工输入的刀具号、刀具半径值及刀具长度值与机床内设置的刀具号、刀具半径值及刀具长度值进行比较,如果比对结果不一致,则跳转到N290(在操作面板上显示“输入刀具信息与程序不符,请查正后重新输入”信息),并直接退出程序,然后重新编辑刀具参数,再重新运行程序;如果输入的信息与机床内信息一致,则会跳出子程序,继续执行主程序N050后面的程序内容,直至程序运行结束。
5 实用案例
加工中心如图2所示,此加工中心无刀具库,只能通过手动方式实现刀具更换。
在使用上述机床加工车体磨耗板时,预存的刀具参数与所用刀具不一致,将φ16mm孔加工成φ28mm孔,造成质量问题,如图3所示。

图2 加工中心
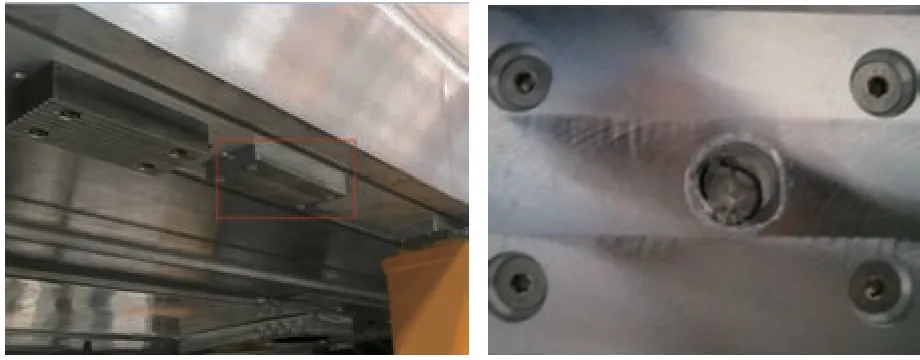
图3 车体磨耗板
针对上述问题,引用数控加工刀具防错程序,具体如下。
首先,将更换的刀具从刀具柜中取出,并将刀具号、刀具长度值、刀具半径值人工输入至机床中,如图4所示。
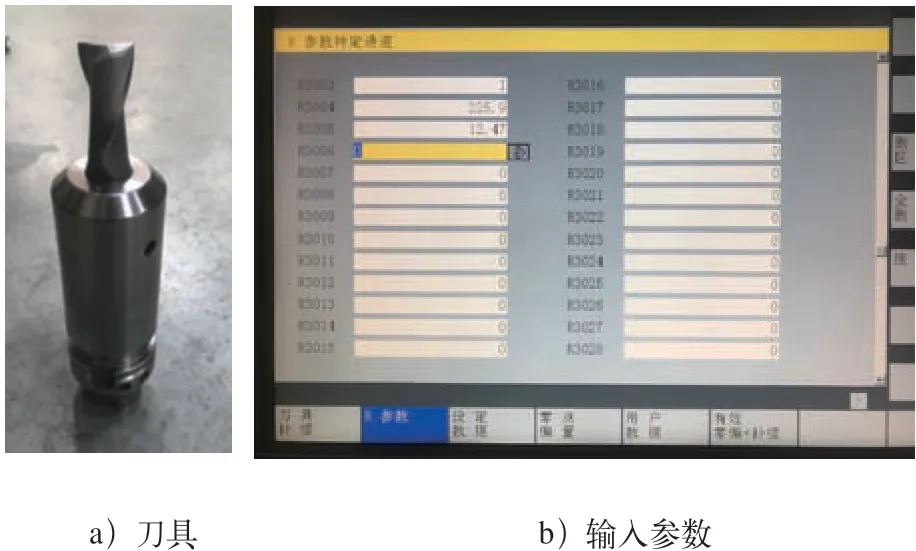
图4 输入刀具参数
其次,运行数控加工程序,执行数控加工刀具防错子程序,通过子程序判断此刀具在机床中预存的刀具参数与人工输入的刀具参数的一致性,如图5所示。
最后,通过对比发现人工输入的刀具参数与机床预存的刀具参数不一致,在机床显示屏幕上出现报警信息时,如图6所示,程序结束。
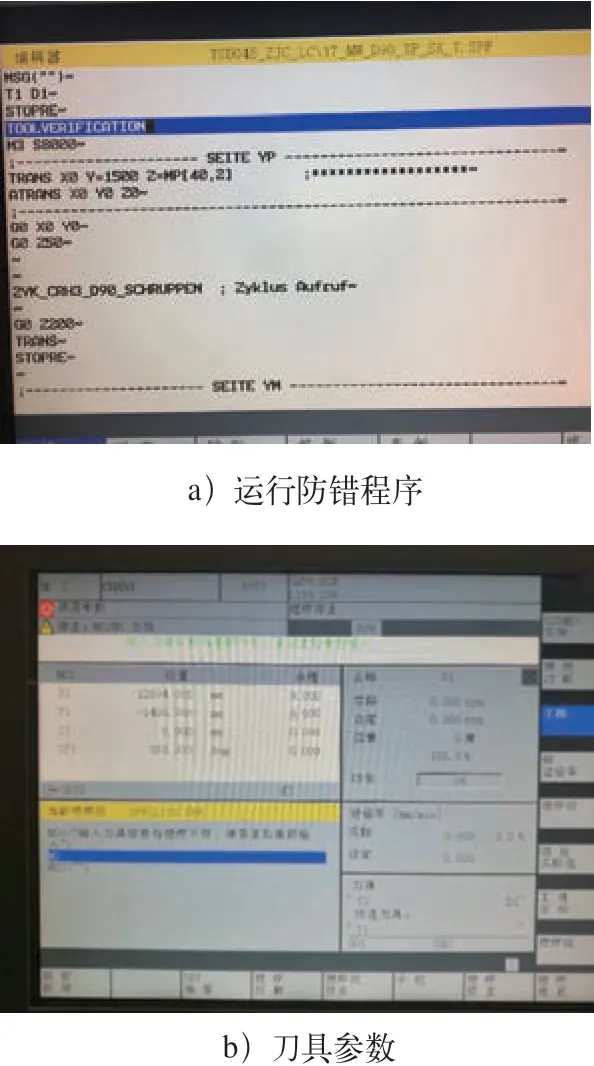
图5 防错程序及机床中刀具参数值
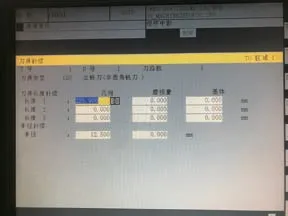
图6 机床报警信息
6 结束语
通过问题分析,结合现有资源,编制防错程序,降低人为因素出错的风险,加强了使用刀具的规范性。在生产现场,数控加工过程使用刀具防错程序后,降低了数控加工过程中因刀具参数人工设置错误造成的质量问题,减少了因上述操作失误所造成的经济损失,提升了产品合格率。
