博孜区块新型表孕镶金刚石全面钻头的研究与应用
2021-03-25吴海霞沈立娜刘海龙
吴海霞,沈立娜,李 春,刘海龙
(北京探矿工程研究所,北京100083)
塔里木油田博孜区块是钻井提速的“硬骨头”,其位于库车坳陷克拉苏构造带西部,是塔里木油田“十四五”3500×104t 建设增储上产工作的重点区块[1]。该区块的第四系、库车组、康村组及吉迪克组顶部存在巨厚砾岩层,且不同井的砾石层岩性差异大,可钻性差[2-3],钻头的机械钻速低且消耗多,钻井周期长,大幅增加了钻井成本,严重制约了勘探开发进度[4]。
1 博孜区块巨厚砾岩层主要钻进难点
根据博孜区块已钻探的深井超深井情况分析研究,巨厚砾岩层钻进中主要存在以下技术难题:
(1)博孜区块的巨厚砾石层厚度约2000~6000 m(埋深超过3000 m,平均厚度2900 m,最长达5830 m),可钻性差,且同一区块不同井砾石层之间的岩性差异大,钻头选型及提速技术优选难度大[5-8]。
(2)常规牙轮钻头钻进巨厚砾石层井段时,钻头机械钻速低,寿命短,即使狮虎兽复合钻头等新型钻头也磨损严重。例如,博孜区块某探井采用牙轮钻头钻进砾石层时,机械钻速<0.90 m/h,共用时397 d 才钻穿厚度5359 m 的砾石层,牙轮钻头的平均使用寿命<72 h[9-10]。
(3)常规PDC 钻头钻进巨厚砾石层井段时,经常出现复合片崩齿、钻头掏心和钻头磨损严重等问题,导致钻头寿命低,严重影响钻进效率。
针对博孜区块巨厚砾岩层的主要钻进难点,结合我国目前井底动力工具的发展现状,研制了配套高速涡轮钻具的全面孕镶金刚石钻头。通过对孕镶金刚石钻头的结构、金刚石参数、制造工艺等方面开展研究,试制Ø333 mm 表孕镶金刚石全面钻头配套高速涡轮钻进在博孜区块进行现场实验应用,钻头综合指标与国外同类产品相当,但费用远低于国外全面孕镶金刚石钻头+高速涡轮钻进方案,大大降低了钻井成本,获施工方高度认可,为该区高效勘探开发提供了有力的技术支撑,也为我国西部深层油气田相似地层钻井提供了一种高效的解决方案。
2 高速涡轮配套新型金刚石钻头的研制
2.1 研究内容
根据博孜区块巨厚砾石层岩性及高速涡轮钻进的特点,结合以往在砾石层使用全面钻头+高速螺杆钻具钻进的研究基础,从钻头的结构、切削齿、金刚石参数、制造工艺等方面开展了以下研究。
2.1.1 钻头结构
根据钻头轮廓设计特点并借鉴以往坚硬地层复合片钻头和孕镶金刚石钻头冠部曲线的设计理论[5-9,11-17],选择较大半径的浅锥双圆弧冠部轮廓,内锥角α取120°~125°,保证钻头整体稳定性,防止切削齿受力不均导致钻头先期磨损,延长钻头寿命;在高速涡轮的高转速下,为了实现钻头的有效冷却,采用了刀翼式钻头结构,其将钻头的切削面积分割为若干较小的刀翼式切割单元[18-20],并在刀翼上交错布置切削齿,减小钻头工作层与井底的接触面积,进而提高相同钻压下单位面积上的压力,提高钻头的钻进效率(参见图1)。
2.1.2 切削齿
金刚石钻头钻进坚硬岩石时,主要靠金刚石在压力和水平回转力的作用下在岩石表面研磨压碎切削岩石,因此线速度越高的切削齿位置,其切削能力越强,但钻头的中心位置线速度为零[21],会导致金刚石钻头中心死点先期磨损,从而提前结束钻头的寿命。为了解决中心死点问题,在钻头中心刀翼上圆周交错布置高耐磨性的金刚石复合片。该金刚石复合片在深脱钴情况下,湿法立车跟石材对磨,磨耗比能超过1000 万;热稳定性也比较高,干法立车情况下,走刀数值经常超过12 passes。
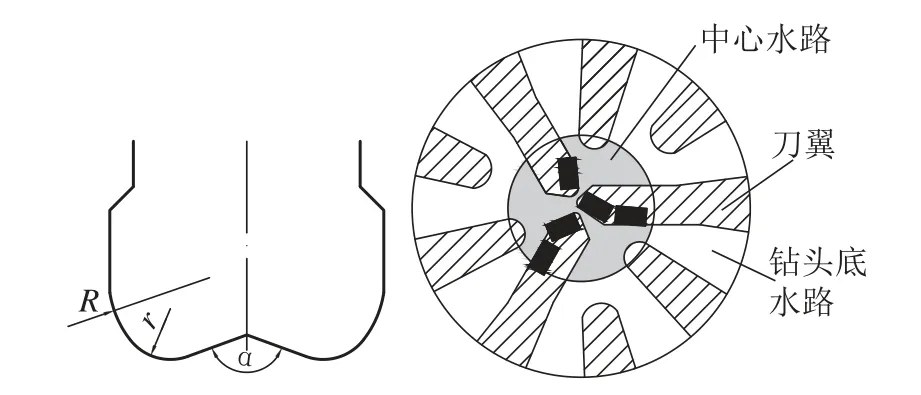
图1 钻头的冠部形状和结构示意Fig.1 Crown shape and structure of the bit
2.1.3 金刚石参数
切削齿采用表镶大颗粒人造金刚石+孕镶多级人造金刚石热压胎块,其热压烧结温度是800~850 ℃,可以大大降低人造金刚石的热损伤;表镶8~10 目大颗粒人造金刚石,孕镶16~40 目金刚石的浓度为100%~150%,工作层高度为25~30 mm[22-26]。为了保证各个切削齿在刀翼上的布齿密度和一定钻压下钻头的有效切削,采用不等密度交错布齿方式和不同切削齿形状设计。
2.1.4 制造工艺
大直径钻头在整体无压烧结过程中,操作非常不便,且由于浸渍通道较长,容易出现烧结强度不足的问题。本次研制采用分体无压烧结中心体结合外部钢体二次镶嵌热压的制造方式,以保证钻头的强度。
2.2 钻头现场使用情况
经过上述各方面的研究后,试制了一个Ø333 mm 表孕镶金刚石全面钻头(见图2)。
该钻头在博孜区块配合高速涡轮钻具进行了钻进试验,钻头钻进61 m 后进尺速度缓慢,提钻出井后的钻头照片见图3。由出井钻头可以分析出,钻头中心部位的复合片和表镶大颗粒金刚石的磨损都很小,还有很高的工作寿命,其结构和配方设计等可以满足需求;但是外侧二次镶嵌切削齿,在高转速的钻进引起的高温环境中,发生了焊接面的熔移和部分的掉块,刀翼外部的不正常磨损,无法满足涡轮钻具钻进的要求,需要改进设计。

图2 Ø333 mm 表孕镶金刚石全面钻头Fig.2 Ø333mm surface impregnated diamond bit

图3 Ø333 mm 表孕镶金刚石全面钻头出井后照片Fig.3 Photo of Ø333mm surface impregnated diamond bit after it is tripped out of the well
3 高速涡轮配套新型金刚石钻头的改进设计
根据第一次钻头的使用情况分析后,改进了钻头的制造工艺,采用钻头中心部分+外侧部分分体无压烧结后再组合在一起(见图4),并在接缝处设计了交错分布的不同规格的切削齿,保证钻头切削的整体覆盖性。改进后又试制了Ø333 mm 表孕镶金刚石全面钻头(见图5),并在博孜区块巨厚砾石层配合高速涡轮进行钻进,现场使用情况见表1。

图4 分体烧结钻头结构示意Fig.4 Schematic diagram of the improved bit structure
由表1 可以看出,改进后的Ø333 mm 表孕镶金刚石全面钻头配合高速涡轮钻进,从井深3040 m 入井钻进至3340 m 出井,累计进尺为300 m,累计纯钻时间为148.03 h,平均时效达2.01 m。钻头出井后的照片见图6,其与进口孕镶金刚石钻头和牙轮钻头的使用情况对比见图7。

图5 改进后Ø333 mm 表孕镶金刚石全面钻头Fig.5 Second improved Ø333mm surface impregnated diamond bit
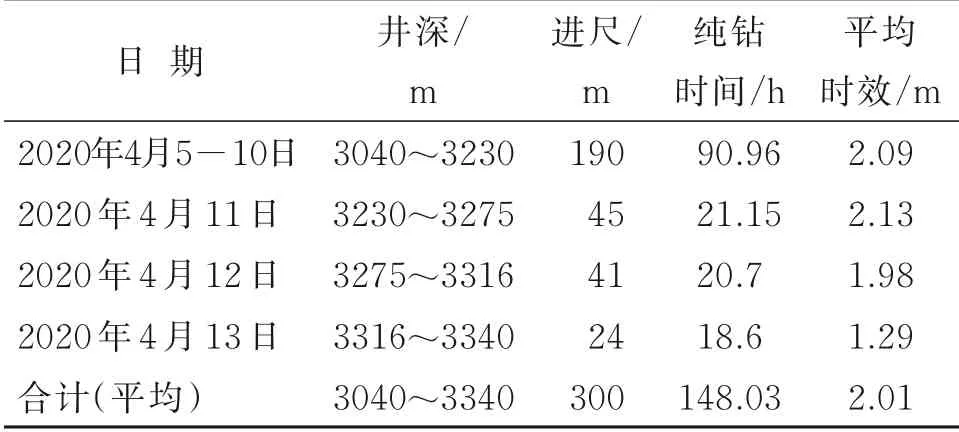
表1 改进后Ø333 mm 表孕镶金刚石全面钻头配合涡轮钻具现场使用情况Table 1 Field usage of the Ø 333mm surface impregnated diamond bit for the turbodrill

图6 改进后Ø333 mm 表孕镶金刚石全面钻头出井后照片Fig.6 Photo of the improved Ø333mm surface impregnated diamond bit after it is tripped out of the well
由图7 可以看出,研制的Ø333 mm 表孕镶金刚石全面钻头的平均时效是进口牙轮钻头的2.7 倍,是进口孕镶金刚石钻头的1.2 倍;使用寿命是进口牙轮钻头的4.3 倍,略低于进口孕镶金刚石钻头。由此可见,钻头的综合指标远高于进口牙轮钻头,与进口孕镶金刚石钻头相当,但是钻头的费用远低于进口孕镶金刚石钻头,且钻头的改进设计和供货响应比进口钻头及时,大大降低了钻井成本。
从图6 可以看出,钻头的连接处出现了拉槽的磨损特征,保径处的磨损也较大,需要下一步继续开展改进研究。
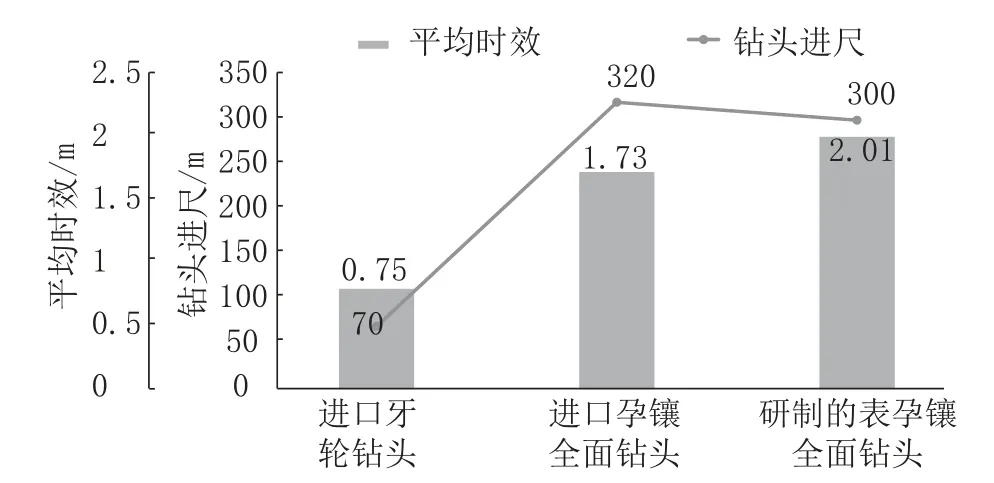
图7 3 种钻头在博孜区块巨厚砾石层使用情况对比Fig.7 Comparison of three kinds of bits used in the massive gravel layer in the Bozi Block
4 结论
通过钻头结构、中心加强、多级孕镶金刚石配方、分体烧结制造工艺研究试制的Ø333 mm 新型刀翼式表孕镶金刚石全面钻头配合高速涡轮钻具能够很好地满足博孜区块巨厚砾石层钻进要求;钻头的平均时效达2.01 m,使用寿命300 m,其使用效果与进口孕镶金刚石钻头相当,但费用远低于进口钻头,大大降低了钻探成本,可以有效支撑油气勘探开发,后续需研究改进提高连接和保径处的耐磨性,以进一步提高钻头的寿命。