吻合器耐压性能初探
2021-03-22王玥刘宝林
王玥 刘宝林
1 上海理工大学医疗器械与食品学院 (上海 200940)
2 江苏省医疗器械检验所 (江苏 南京 210019)
内容提要:随着微创外科手术中吻合器广泛使用,吻合器临床不良事件逐年增多。作为吻合器主要性能指标的吻合口耐压性能应加强研究和关注。文章初步讨论了影响吻合器吻合口耐压性能的可能因素。
2019年,国家药品监督管理局发布通告称,强生(上海)医疗器材有限公司报告,由于涉及产品可能存在发生垫圈未被切割及成钉不良事件的问题,生产商对弯型和直型腔内吻合器及内窥镜弯型腔内吻合器主动召回。已经确认了使用上述批号的弯型和直型腔内吻合器,内窥镜弯型腔内吻合器导致的垫圈未被切割以及成钉不良事件,这可能会影响吻合线的完整性。如果未充分解决或未发现吻合线的问题,术后可能会有吻合口漏、胃肠道损伤、出血或失血性休克的风险[1]。
强生作为国际主流吻合器品牌,在吻合器国际市场占有较大比重,此次不良事件通报,将吻合器安全性问题再次重回公众视野。美国FDA发表公告,2011年1月1日~2018年3月31日,吻合器涉及发生了超过32000起故障、9000多起严重伤害、366起死亡案例,提议将外科吻合器重新归类为高风险医疗器械[2]。吻合器产品在欧盟的管理类别为Ⅱa和Ⅱb,一直属于风险较高的产品管理类别。目前我国将吻合器归为“对其安全性、有效性应当加以控制”二类管理的医疗器械。随着吻合器运用领域的不断扩大,相应吻合器不良事件增多趋势明显,2020年中国国家药品监督管理局评价中心第一期医疗不良事件信息通报称:国家医疗器械不良事件监测信息系统2019年共收到吻合器相关不良事件报告1099份,其主要故障表现为成钉不良、无法/部分击发、部件损坏/脱落、打开/闭合困难、吻合失败等;其涉及的主要伤害表现有组织损伤、出血、感染等[3]。因此,行业应加强吻合器相关不良事件的收集和调查,加强相关研究,推动产品质量不断进步。
1.行业标准要求
我国目前现有吻合器标准三项,分别为强制性行业标准YY 0875-2013《直线型吻合器及组件》[4]和YY 0876-2013《直线型切割吻合器及组件》[5];推荐性行业标准YY/T0245-2008《吻(缝)合器通用技术条件》[6]。另有《内镜手术器械腔镜切割吻合器及组件》行业标准正在制定中。
YY 0875-2013要求项目共有13项,分别为5.1材料,5.2灵活性,5.3装配性,5.4吻合性能,5.5耐压性能,5.6硬度,5.7表面粗糙度,5.8耐腐蚀性能,5.9包装密封,5.10外观,5.11尺寸,5.12灭菌,5.13生物学评价。
YY 0876-2013要求项目共有13项,分别为:4.1材料,4.2灵活性,4.3装配性,4.4锋利度,4.5吻合和切割性能,4.6耐压性能,4.7安全装置,4.8表面粗糙度,4.9包装密封,4.10外观,4.11尺寸,4.12灭菌,4.13生物学评价。
YY/T0245-2008要求项目共有10项,分别为4.1吻合的材料,4.2使用性能(包含灵活性、装配性、锋利度、安全装置、耐压性能),4.3硬度,4.4表面粗糙度,4.5耐腐蚀性能,4.6封口剥离强度,4.7外观,4.8尺寸,4.9灭菌,4.10生物学评价。
灭菌、生物学评价、包装是无菌产品一般要求,与产品本身质量无关;灵活性、装配性、安全装置是从临床操作者角度出发,降低使用风险,不直接导致患者使用风险;外观、尺寸是产品一般属性,不直接导致患者使用风险;表面粗糙度、耐腐蚀性能、硬度对患者有一定使用风险,但通过常规手段控制可以控制风险;材料分化学成分主要是金属离子的生物性危害,与制造工艺无关,控制产品原材料即可控制风险;吻合钉抗拉强度、吻合性能、耐压性能是吻合器主要的安全指标,是三个相互关联的性能指标。吻合钉抗拉强度表征吻合钉成型后抵抗外力变形的能力,吻合性能表征吻合钉成型效果的能力,这两个指标直接影响吻合口的耐压性能。吻合钉成型不好,得不到类“B”字型的吻合后的吻合钉;吻合钉抗拉强度不好,吻合成型后容易变形,最终导致吻合口耐压性能不好,造成不良事件。强生召回事件中就是因为吻合钉的成型不良。
2.影响吻合口耐压性能的可能因素
吻合器产品在临床中出现的不良事件主要有:出血、吻合口漏、吻合口狭窄、局部组织坏死等。排除吻合器选型、临床操作等医学因素,吻合口耐压性能是导致不良事件的主要因素,是吻合器产品的主要性能指标,如果吻合口耐压性能不合格,直接导致形成吻合口漏,轻则引起周边组织器官感染,引起并发症;重则需二次手术,甚至有生命危险。
吻合口耐压性能不良主要后果就是吻合口吻合不好,造成吻合口承受不了外力,形成开放性创伤,导致不良事件。影响因素主要包括如下内容。
2.1 吻合钉抗拉强度
吻合钉抗拉强度属吻合钉本身材料特征,反映的是吻合钉抗变形的能力。吻合钉吻合成型后,为保证闭合效果,对吻合组织有一定的压榨效果(如此方可保证吻合的效果),根据力的作用力与反作用力的原理,吻合组织对吻合钉也存在将吻合口撑开的趋向力,如果吻合钉抗拉强度偏低,吻合钉容易被吻合组织撑开。但也不能一味追求吻合钉抗拉强度的高指标。抗拉强度高,首先是需要较大的吻合力,加大了吻合器使用者医生的劳动强度;其次抗拉强度高不易成型,反而会造成吻合钉的成型不良;最后,吻合钉抗拉强度高,吻合钉的残余应力高,可能会带来新的生物组织不良反应,如疼痛(残余应力高,可能对组织有持续的力作用,可能会对患者造成疼痛感,此观点为推论,需要在临床中观察确认)。
2.2 吻合钉钉高参数
吻合钉存在两种钉高,一是吻合钉成型前钉高,二是吻合钉成型后钉高。吻合钉成型前钉高表征的是吻合器能够吻合最厚组织厚度,临床中医生一般按吻合组织厚度是吻合钉二分之一到三分之二原则选用吻合钉规格。吻合钉成型后钉高表征的是吻合后吻合钉能够将吻合口组织保持的状态。现行吻合器标准仅对成型前钉高进行要求,但成型前、成型后高度均具有一定的临床意义,成型前钉高,告知医生吻合器能够吻合的组织厚度;成型后钉高,告知医生吻合器能够将吻合口保持在何种厚度。
2.3 吻合钉排列
从相关文献中查询得到,吻合钉设计的主要参数变量有:吻合钉排数、吻合钉排间距、吻合钉间距和吻合钉边距等。仔细研究YY 0875-2013和YY 0876-2013中吻合器示意图,可以发现,吻合器的吻合钉基本是2排(切割吻合器切割线单侧)(见图1、图2)。可见,吻合器初始典型结构中吻合钉均为单侧2排排列。
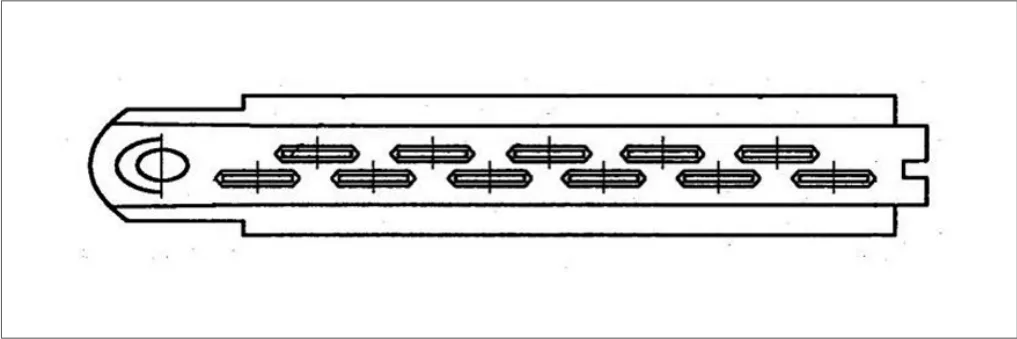
图1. YY 0875-2013《直线型吻合器及组件》中列举钉仓示意图
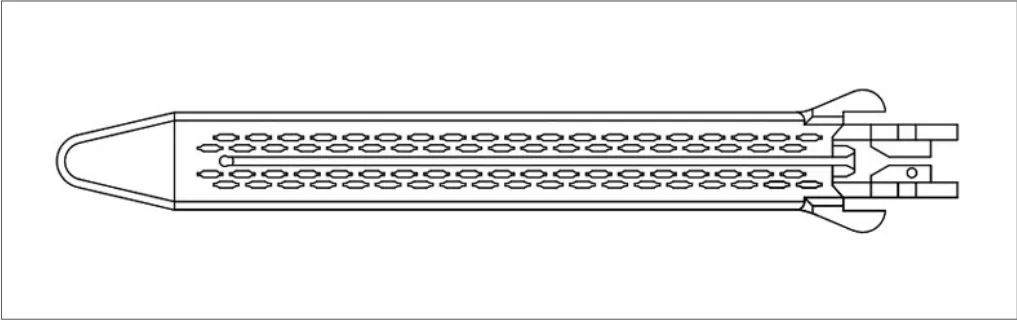
图2. YY 0876-2013《直线型切割吻合器及组件》中列举钉仓示意图
天津大学李进华团队通过有限元仿真技术依据这些参数的组合配对,并经体外的试验确认,得出:“当缝钉排数为3,排间距为1.25mm时,……血管机械缝合手术效果达到最优”的结论[7]。目前市场上圆形吻合器、腔镜吻合器,直线切割吻合器逐渐出现三排钉吻合器,甚至出现三排钉不等高的设计,以追求吻合器在临床中的适应性。可见,吻合器厂家根据研究成果不断的优化产品设计。
2.4 吻合钉钉仓和钉砧配合
吻合钉成型依靠吻合钉钉仓和钉砧配合,试验中发现吻合钉成型不良的可能原因有:①钉仓和钉砧配合对位不准,导致钉仓推钉片位置与钉砧凹槽存在偏差,吻合钉成型变形。②钉仓和钉砧配合间隙控制不良,导致吻合钉的成型高度与理论设置存在偏差,吻合钉“过闭合”或“未闭合”。③钉砧凹槽设计不合理,导致吻合钉在凹槽中成型不良。吻合后的“M”形吻合钉很可能就是凹槽设计不合理,吻合钉钉腿不能沿着凹槽斜坡下滑,从而不能形成“B”字形闭合。
2.5 吻合器闭合方式影响
多数吻合器闭合时,钉仓与抵钉座之间均能形成均匀一致的吻合钉成型间隙,但少数腔镜吻合器中,受加载方式和结构设计因素影响,钉仓与抵钉座之间间隙不均匀,导致吻合钉成型不一致。
腔镜吻合器受结构因素影响,钉仓与抵钉座之间是“剪刀”式加载(见图3),近端(图示中4位置)与远端(图示中3位置)受力大小肯定不一致,如果吻合器结构不合理或者抵钉座强度不够,必然导致钉仓与抵钉座之间间隙不均匀(见图4)。图4中上图为经过特殊设计腔镜吻合器,保证了钉仓与抵钉座之间间隙均匀,利于吻合钉的成型;图4中下图为存在缺陷的腔镜吻合器,钉仓与抵钉座之间间隙不均匀,必然导致钉仓远端的吻合钉因间隙过大,造成成型不良。
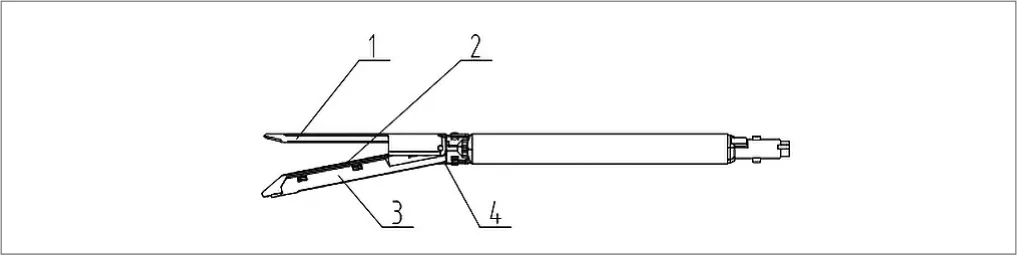
图3. 钉仓(图示中部件2)与抵钉座(图示中部件1)间 “剪刀”式加载

图4. 腔镜吻合器两种钉仓与抵钉座之间间隙对比
2019年年底发布的《内镜手术器械 腔镜切割吻合器及组件》行业标准征求意见稿中,加入了“夹持力”“闭合力”的测试指标要求,尽量避免图4中下图的情况出现。
3.小结
在我国,吻合器虽然是二类管理的医疗器械,但随着微创外科手术的广泛运用,吻合器的不良事件逐渐增多,应加强临床安全性的研究。作为吻合器最关键的吻合口耐压性能,影响因素很多,有设计因素、有产品质量因素以及产品临床使用因素,需要厂家、临床使用机构以及市场监管的技术机构共同加强研究,不断改进产品,降低患者使用风险,提高人民卫生安全福祉。
