七氟异丁醇的合成工艺研究
2021-01-22刘亚欣张志君
刘亚欣 张志君
(天津市长芦化工新材料有限公司,天津 300280)
0 前言
七氟异丁醇是一种新型氟碳醇,可作为合成新型医药、农药、织物整理剂以及香料的重要中间体,同时自身亦可作为重要的有机溶剂,还可作为合成新型有机高分子材料的原料或助剂,具有极大的市场前景和开发价值[1-4]。然而目前尚未有七氟异丁醇的大规模合成报道,而对于其异构体七氟丁醇的制备方法有如下几种[3,5-6]:1)氢化铝锂还原全氟烷基羧酸生成全氟烷基醇;2)全氟脂肪醛与格氏试剂反应生成醇;3)六氟丙烯与氟化氢的甲醛溶液反应生成醇。但这些方法涉及到危险品的使用,具有原料价格昂贵、反应条件苛刻、不适宜大规模生产等缺点,严重阻碍了其下游产品的开发和其在氟化工领域的进一步发展。
硼氢化钠(NaBH4)是有机化学反应中被广泛应用的还原剂,相比于氢化铝锂和硼氢化锂,NaBH4水敏感性较低,反应条件温和且成本效益较高。但NaBH4通常对还原酯反应迟钝,只有在特殊情况下,例如高温且过量条件下才能实现还原[7-9]。因此,探究如何在室温条件下使用NaBH4进行酯还原非常必要。本研究以七氟异丁酰氟为原料制备七氟异丁酸乙酯,在室温条件下实现了NaBH4还原酯制备高品质七氟异丁醇。该工艺反应收率高,反应条件温和,易于大规模生产。
1 试验部分
1.1 试验原料
试验所用原料如表 1所示。

表1 反应试剂
1.2 试验仪器
试验用仪器如表2所示。

表2 反应仪器设备
1.3 试验过程
1.3.1七氟异丁酸乙酯的合成
在三口瓶中加入102 g无水乙醇,用冰水冷却,控制温度低于50 ℃,缓慢通入七氟异丁酰氟,通过观察气泡量调节通入速率,共通入七氟异丁酰氟240 g。反应完全后加入质量分数为10%的碳酸钾溶液洗涤,至溶液呈中性,静置分液,有机相加入无水硫酸钠干燥,过滤,常压精馏得到七氟异丁酸乙酯。经气相色谱仪检测,七氟异丁酸乙酯纯度为99.3%,反应收率为94.7%。核磁共振氢谱1H NMR(400 MHz,CDCl3):δ4.59 (s,1H), 1.55 (s, 1H)。核磁共振氟谱19F NMR(377 MHz,CDCl3):δ-76.74 (s, 3F), -74.76 (s,3F), -183.58 (s, 1F)。
1.3.2七氟异丁醇的合成
在N2保护下,将七氟异丁酸乙酯、甲醇和甲醇钠固体粉末加入至250 mL三口瓶中,冰水浴,开启搅拌,冷凝回流,降温至0~10 ℃,分批加入NaBH4固体颗粒,控制温度低于20 ℃,加入完毕,保温反应5 h,得到产品的混合溶液。滴加质量分数为5%的盐酸溶液调节反应体系pH为中性,再加入50 mL 饱和氯化钠溶液洗涤,静置分液,有机相用无水硫酸钠干燥,过滤,精馏得到无色液体七氟异丁醇。核磁共振氢谱1H NMR(400 MHz, CDCl3):δ4.87 (s, 2H), 1.58 (s, 1H)。核磁共振氟谱19F NMR (377 MHz,CDCl3):δ-73.20 (s, 6F), -178.30 (s, 1F)。
2 结果与讨论
为了确定NaBH4还原酯的最佳工艺条件,在确定了反应溶剂的基础上,分别考察了反应物料配比、反应温度及反应时间对反应转化率和收率的影响。
2.1 反应溶剂的选择
主要从以下几个方面考量反应溶剂的选择:首先是对NaBH4的溶解度,良溶剂有助于还原反应的进行;其次是溶剂与产物的极性或沸点有较大差异,后处理过程易于分离和纯化;最后是溶剂适合大规模工业化生产,方便回收再利用,节约成本。综合以上分析,选择甲醇作为反应溶剂,NaBH4能溶于甲醇,并与甲醇反应生成比NaBH4具有更高还原能力的甲氧基硼氢化物,有助于酯还原成醇,且甲醇沸点适中,可以通过水洗、精馏与七氟异丁醇有效地分离,方便回收。
2.2 反应物料配比对反应的影响
研究表明,NaBH4在甲醇溶剂中在高于-30 ℃条件下迅速降解,形成多种甲氧基硼氢化物,包括NaBH3(OCH3)、NaBH2(OCH3)2、NaBH(OCH3)3、NaB(OCH3)4,其中NaBH3(OCH3)具有比NaBH4更高的还原能力,但其在高于0 ℃也会迅速降解[9]。因此,研究方向是如何在环境温度下稳定NaBH3(OCH3)和NaBH4,保证其还原能力不会降低。物料配比对反应的影响见表3。
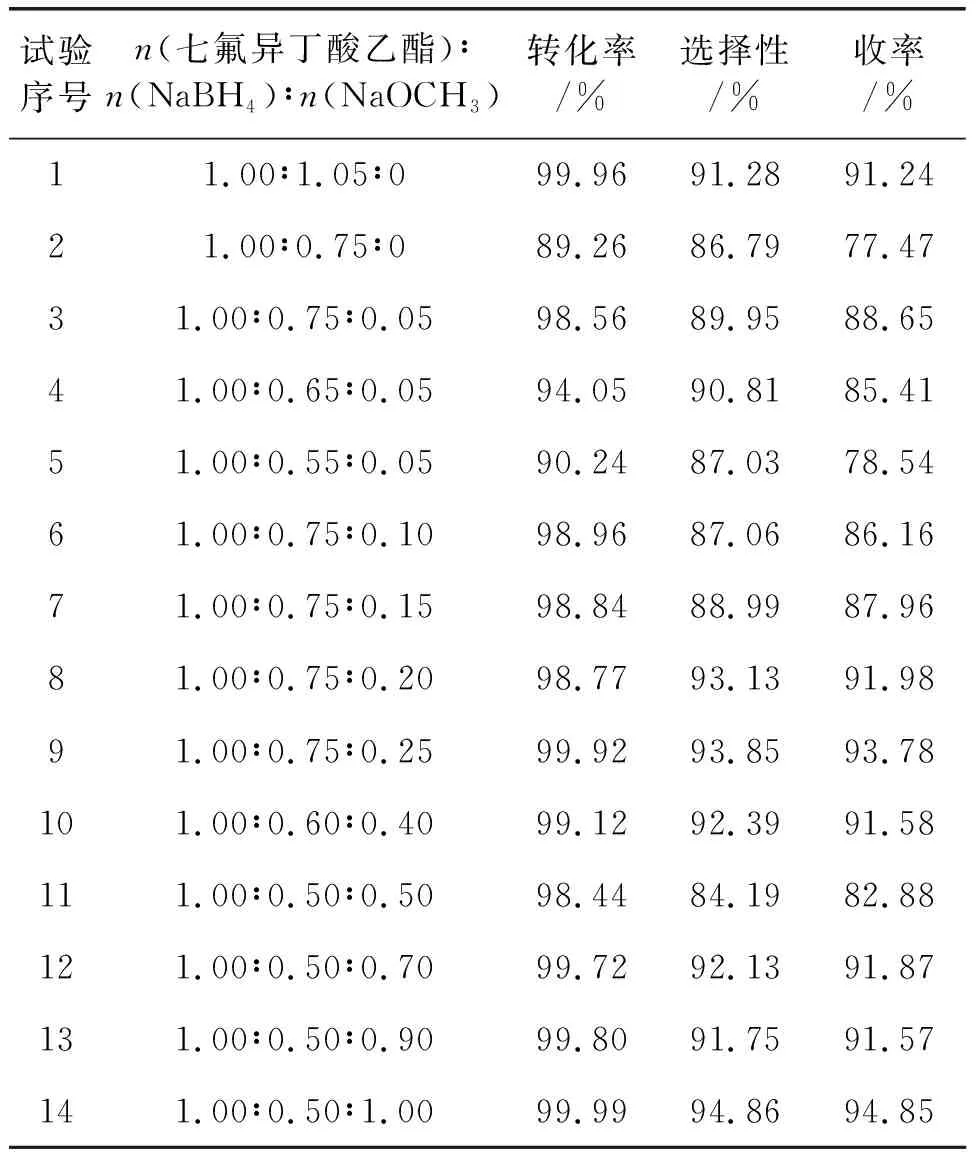
表3 物料配比筛选
通过对比试验1~3,结果表明NaOCH3可以作为NaBH4的稳定剂,减弱NaBH4在甲醇溶剂中的损失,反应转化率从89.26%提高至98.56%。进一步增加NaOCH3的比例,对转化率有正面作用,试验6~9表明,当NaOCH3比例为0.25时,(CF3)2CFCOOC2H5的转化率可达99.92%。
试验3~5的结果表明,降低NaBH4的比例确实降低了七氟异丁酸乙酯的转化率,而这个损失可以通过加入NaOCH3来弥补。理论上,还原1 mol的酯只需要0.5 mol的NaBH4。然而,由于NaBH4在溶剂中的不稳定性,通常需要加入过量的NaBH4。根据价格比较,NaBH4是NaOCH3的8倍,所以增加NaOCH3的添加量更经济。试验10~14结果表明,当n(七氟异丁酸乙酯) ∶n(NaBH4) ∶n(NaOCH3)为1.00 ∶0.50 ∶1.00时,转化率高达99.99%,收率为94.85%。
2.3 反应温度对反应的影响
按最佳物料配比n(七氟异丁酸乙酯) ∶n(NaBH4) ∶n(NaOCH3)=1.00 ∶0.50 ∶1.00投料后,首先对反应温度进行了考察,结果如表4所示。

表4 反应温度的比较
由表4可知,在室温条件下,仍然显示了良好的转化率。随着反应温度的升高,转化率和选择性变化趋势较小,产物在甲醇回流的条件下仍然具有良好的化学稳定性。综合考虑耗能和收率,确定最佳反应温度为30 ℃。
2.4 反应时间对反应的影响
确定了最佳物料配比和反应温度后,进一步考察了反应时间对原料转化率、产物选择性和收率的影响,结果如表5所示。

表5 反应时间的比较
以加完最后一批NaBH4后气泡消失开始记为0 h,随着反应时间的延长,转化率逐渐提高,选择性变化趋势较小,说明产物在长时间反应中仍然具有优异的化学稳定性,产物收率逐渐提高,最终确定反应时间为10 h,收率96.40%。
3 结论
以七氟异丁酰氟为起始原料,探究了两步法制备高品质七氟异丁醇的合成工艺。还原过程以甲醇为溶剂,甲醇钠为稳定剂,当物料配比n(七氟异丁酸乙酯) ∶n(NaBH4) ∶n(NaOCH3) 为 1.00 ∶0.50 ∶1.00时,30 ℃反应10 h,反应转化率达到100%,总收率达到91.30%。总的来说,该工艺方法操作简单易控,反应条件温和,反应收率高,是一个容易放大的合成工艺,同时也为其他氟碳醇的制备提供了一条可行方案。
