一种美标铁垫板生产系统及其生产工艺
2021-01-18刘冬冬
刘冬冬
(马钢集团有限公司 安徽马鞍山 243000)
铁垫板是铁路线上用料规模最大的6大产品(钢轨、道岔、鱼尾板、铁垫板、轨枕、扣件)之一,钢轨和轨枕之间的铁垫板是轨道结构中的重要部件,在轮轨动力系统中起着重要的减振作用。随着重载铁路运输的发展,轴重日益增加,在钢轨逐渐重型化的同时对铁垫板的性能提出了更高要求。要求铁垫板的减振性能好、耐冲击、使用寿命长。
1 工艺概况
原料由汽车运入厂房,合格的连铸坯由行车吊运到上料台架上,由推钢机将坯料推入加热炉内加热。坯料在加热炉内加热到1150 ℃-1250 ℃,由推钢机推出加热炉。钢坯经过10道次的轧制后由剪断机剪断后上冷床冷却。轧件在冷床上冷却到80 ℃以下时进入矫直机进行矫直。矫直后的轧件由锯机锯切成定尺。再进入二次加热炉加热,加热到900 ℃左右由机械手送入压力机中进行冲孔、平整。经过平整的铁垫板冷却到常温后人工打包入库。
1.1 产品规格
产品规格为宽度为220 mm到400 mm的铁路垫板,产品样品图见图1。机组年产量约3万t,能满足美国非正线铁垫板市场需求。
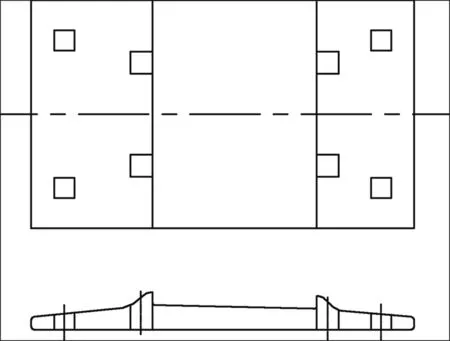
图1 产品样品图
1.2 生产系统
整个生产线包括轧制单元和热冲压单元。
轧制单元由推钢机、加热炉、移钢机组、轧机组、剪断机、冷床、锯机构成。如图2所示。
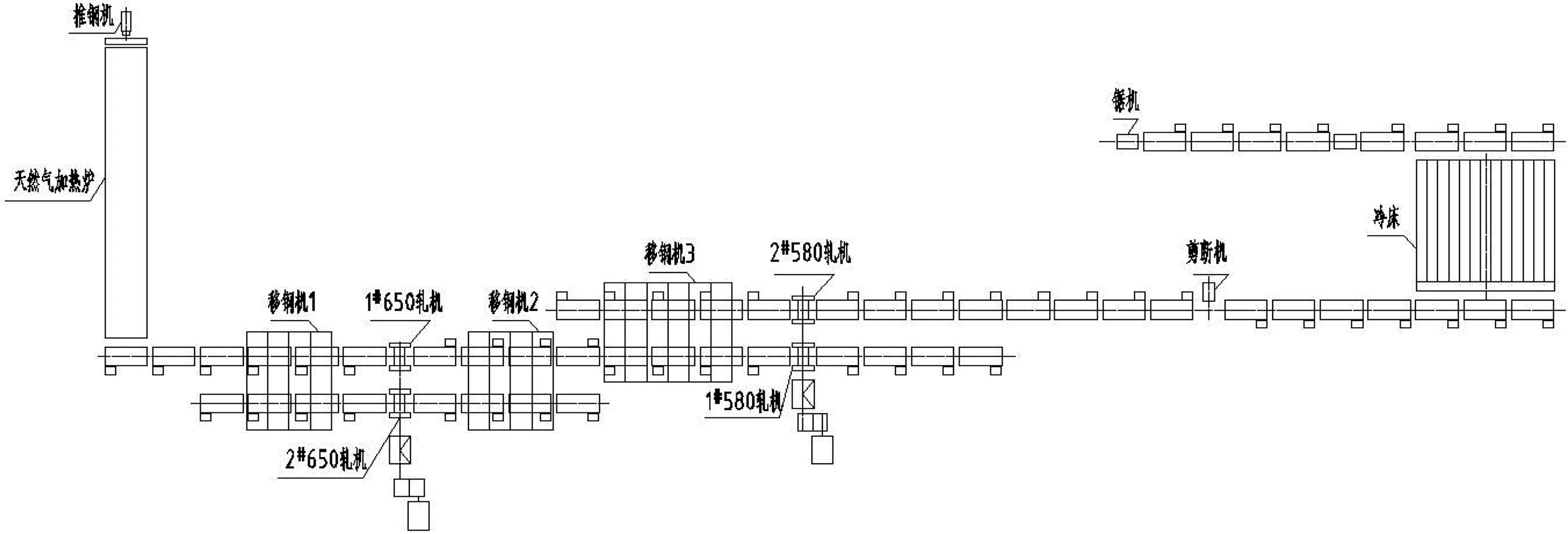
图2 生产线轧制单元结构图
热冲压单元由坯料装载垛料台、二轴拆垛机械手、中转台、炉内加料机械手、箱式加热炉、炉内取料机械手、压机进料机械手、快速液压机、压机出料机械手构成。如图3所示。
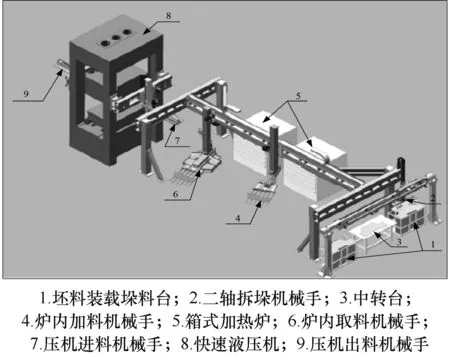
图3 生产线热冲压单元结构图
1.3 主要设备及特点
1.3.1 轧机组成及型式
全线共4架轧机,均由交流变频电机单独传动。轧机技术参数见表1。
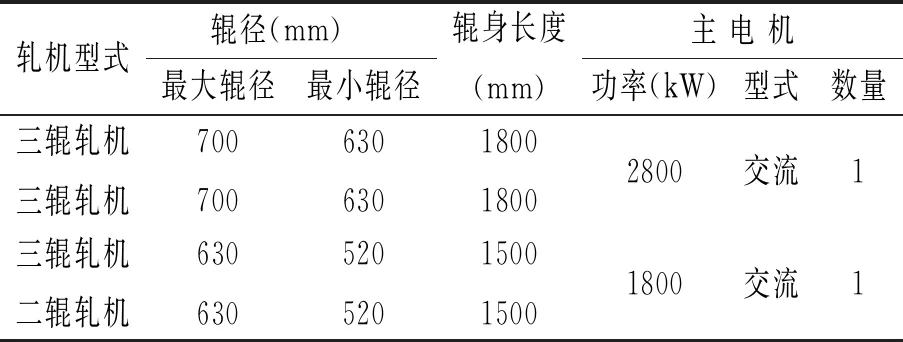
表1 轧机技术参数
1.3.2 拆垛系统(含1 套拆垛机械手、2 套垛料小车)
拆垛系统布有两个独立的拆垛小车,可替换使用保证连续生产,拆垛料盘由叉车或天车送到拆垛小车上。当料盘需要装载料片时,拆垛小车移出工作区域,板料装载完毕后,移进工作区域,在工作区域内设有检测开关,保证了重复定位精度,位置检测信号同时和拆垛机械手联锁,机械手可在平台上精确定位和采用手指抓取料。拆垛小车不在工作位置时.机械手不会在该料垛上进行操作。拆垛小车的装料区域和工作区域用电动门进行隔离,电动门信号和与操作安全信号联锁,保证了系统的安全性。在拆垛的时候,小车垛料是不动的,拆垛机械手自动适应所来垛料的高度开始拆垛(H < 800 mm,不含托盘高度),并能够自动适应料垛高度的变化。拆垛小车大小满足工件的最大尺寸。小车最大载重负荷1000 KG ,拆垛小车上面有定位装置,托盘在小车台面上采用靠角定位的方式。工件托盘可通过行车或叉车在拆垛料盘的台面上定位。
拆垛机械手:采用二轴伺服控制,机械手X 轴快速运行至堆料台上方,Z 轴快速下行,手指式抓手进入工件上方取料,Z 轴上升,X 轴快速移动至中转台,z 轴下降将工件放置中转台,待炉内加料机械手取料。
1.3.3 炉内加料机械手
采用四轴伺服控制,炉内加料机械手X 轴快速运行至炉前,R 旋转轴将工件旋转90°-270°,炉门自动打开,Y 轴快速运行,铲取式抓手进入炉内,Z 轴下降,工件放置炉底,Y 轴快速移出,X 轴快速后退同时R 旋转轴复位。
1.3.4 多层箱式加热炉
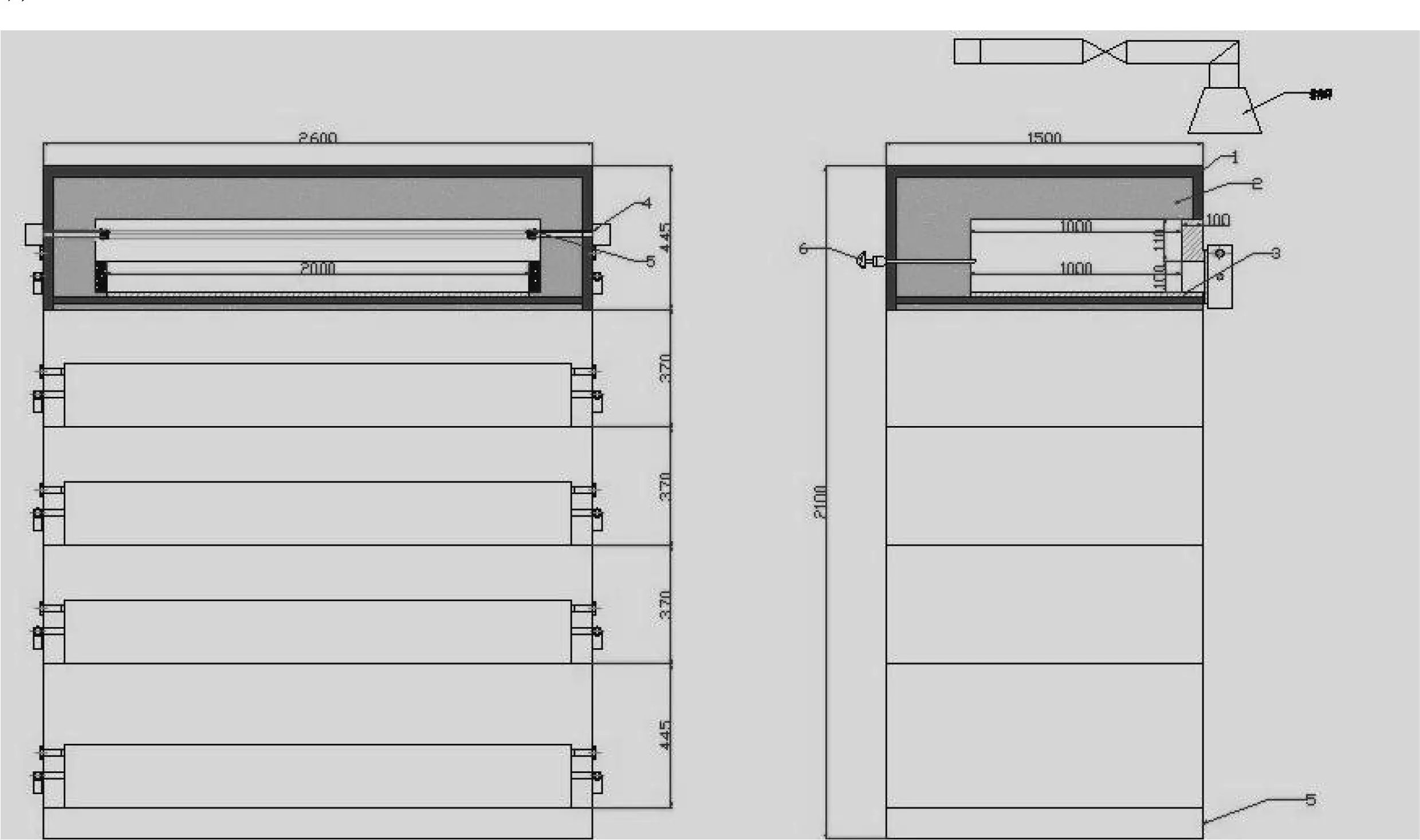
图4 炉体整体结构示意图
多层箱式加热炉为五层分离箱式炉膛叠加成一箱体式结构,连续作业的工作性质,非标电加热的中温炉;额定炉温为1000 ℃。该炉由炉体(炉壳、炉衬)、炉门及炉门启闭机构、炉底板、加热元件、炉子密封装置、保护气氛系统、排废气装置及自控系统等部分所组成。
1.3.5 炉内取料机械手
采用四轴伺服控制。按运行控制程序,取料机械手运行至炉前,炉门自动打开,Y 轴快速运行,取料抓进入工件底部,Z 轴上升,工件离开炉底,Y 轴快速移出,工件进入机械手温度保持装置内,X 轴快速前进同时R 旋转轴将工件旋转90°,Y 轴移出送至压机进料机械手前端位置。
1.3.6 压机进料机械手
采用二轴伺服控制,与送到位炉内取料机械手对接,夹持器采用手指式夹持加热的工件,Y 轴快速移入压机模内,Z 轴下降,抓手放下工价至下模;Z 轴上升,Y 轴快速移出。
1.3.7 模内冷却系统
工件经冲压完成后表面温度约在700 ℃左右,此时需上下模内快速通入冷却水,使模具快速降温。该机配有模具水冷系统。
1.3.8 下料机械手
采用二轴伺服控制机械手,机械手安装在液压机后端(悬挂式),端拾器采用手指式。压机上模打开,液压顶料器上升到位,机械手Y 轴运行进入下模上平面,z 轴下降抓取料,Z 轴上升,Y 轴快速移出,放入出料输送带。
1.3.9 出料传送带
出料机械手夹持经压制、保压淬火后的工件放置于成品出料传送带上,该传送带为耐热材料,由电机控制输出。输送链为套简滚子链,连续斗式结构,用于成型件的水平输送。
1.3.10 快速冲压液压机
机身采用整体框架结构,均为钢板焊接件,材料为Q235-B,采用二氧化碳气体保护焊,焊后热处理消除应力。上梁内装有主工作油缸,上面装有安全维修平台,液压传动装置和油箱,四周采用安全护栏,外形美观。工作台内装有顶出缸,工作台上布有T 形槽。
1.4 生产工艺
下面以加工工件尺寸最大尺寸(长×宽×高:330.2×196.85×32.54)结合附图对本生产工艺作详细描述,冲 8 方孔。采取先后二级冲压方式(一次工序完成先冲内四孔,后冲外四孔)为例说明整条生产线的工作情况。生产工艺流程如下:
1.4.1 原材料进厂:原材料由汽车运入厂房;
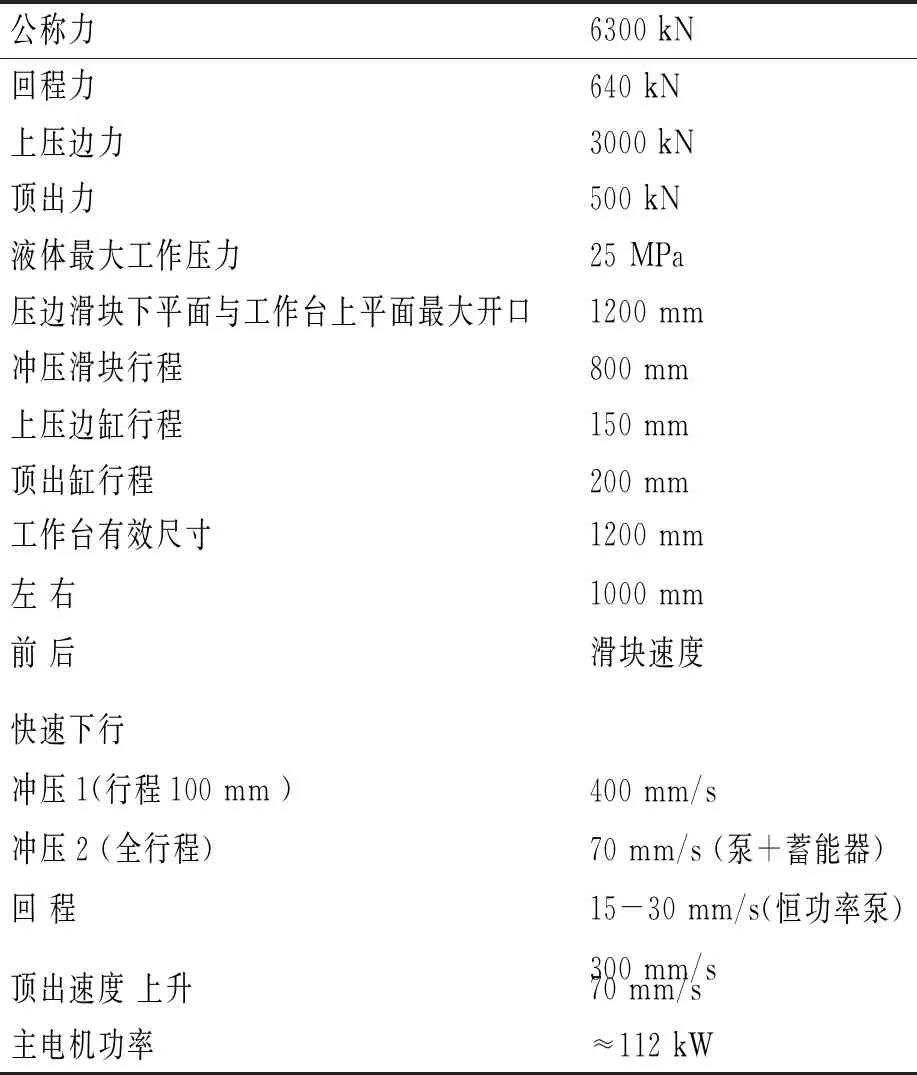
表2 快速冲压液压机技术参数
1.4.2 检查与表面清理:对原材料进行检查与表面清理,合格的连铸坯由行车吊到上料台架上,由推钢机将坯料推入加热炉内加热;
1.4.3 加热:坯料在加热炉内加热到1150 ℃-1250 ℃,由推钢机推出加热炉;
1.4.4 轧制:钢坯在轧机中经过10道次的轧制;
1.4.5 冷却、矫直:轧制后的钢坯由剪断机剪断后上冷床冷却,轧件在冷床上冷却到80 ℃以下时进入矫直机进行矫直,矫直后的轧件由锯机锯切成定尺;
1.4.6 抓料:二轴拆垛机械手,在两个垛料台上部分别进行手指式抓取料,放入中转台;
1.4.7 二次加热:炉内加料机械手从中转台铲取料后快速运行至加热炉前,待炉门打开,该机械手将工件送入炉内加热,配置两个箱式加热炉(每个 5 层),工件分别在各层内加热至 900 ℃,并采用氮气保护,避免氧化;
1.4.8 热冲孔:压机进料机械手与炉内取料机械手进行精确定位对接,采用手指式夹持方式,夹持工件后迅速送入压机模内。采用630 t快速液压机进行热冲孔;
1.4.9 冷却:在热冲孔的同时启动模内冷却系统快速对模具降温处理;
1.4.10 出料:压机开模后,下料机械手进入模内进行抓取料,并快速移出放置于出料传送带上,出料传送带为耐热材料,由电机控制输出,将产品送至成品料作业区。
1.4.11 清理:对成品进行进一步的清理加工;
1.4.12 检验包装:对成品进行包装;
1.4.13 入库:把包装好的产品入库。
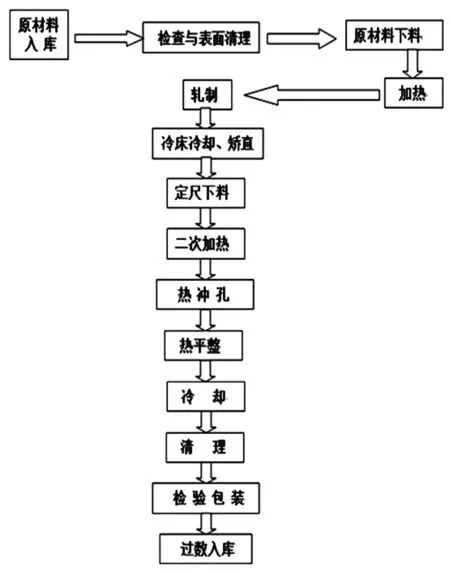
图5 生产工艺流程图
2 结论
针对现有技术中铸件在铸态及经过退火处理后,受冲击时均易发生断裂,会造成大量产品不合格,废品率较高。以及现有市场上没有能生产出美标铁垫板的生产线。本文提供了一种美标铁垫板生产线及其生产工艺,包括轧制单元和热冲压单元,总结如下:
合格的坯料通过轧制单元轧制出整体性能良好的铁垫板本体,这就有效地避免了铸件在铸态及退火处理后,受冲击时易发生断裂,会造成大量产品不合格,废品率较高的问题。
铁垫板本体通过热冲压单元的压模与冲孔成形工艺,解决了现有市场上没有生产美标铁垫板的工艺的问题。
