钢结构裙房大跨度施工稳定性研究
2020-10-13王端程沛栋
王端 程沛栋
【摘 要】论文研究的裙房大跨度钢结构为对空心球网架与钢管桁架进行施工焊接、形成一个杂交结构体系,这种结构形式与技术都有较高的难度。论文介绍了该结构施工方法,操作保证措施及验收标准。通过验算获得的临界荷载系数判断结构的整体稳定性、安全性。
【Abstract】The large-span steel structure of the podium studied in this paper is a hybrid structure system formed by welding the hollow spherical grid and steel pipe truss, which has high difficulty in structure form and technology. This paper introduces the construction method, operation guarantee measures and acceptance standard of the structure. The overall stability and safety of the structure can be judged by the critical load coefficient obtained by checking calculation.
【关键词】大跨度;稳定性;焊接;构件
【Keywords】large span; stability; welding; component
【中图分类号】P755.1 【文獻标志码】A 【文章编号】1673-1069(2020)08-0184-02
1 技术参数选取
考虑本工程的结构特点、施工现场的实际情况及总工期的要求,钢柱采取单支安装;钢梁采取分段制作、分段安装。
2 施工方法
2.1 钢梁预拼装
预拼装是为了确保对构件进行加工时能够满足实际组装的技术与安全要求,确保技术与安全要求达到设计与预定的载荷要求,减少现场拼装和安装误差。预拼装验收主要内容:钢梁总长度、起拱位置、起拱点高度以及对角线等。本工程钢梁最大跨度43.35m,综合考虑制作、运输和安装的总体经济性及吊装机械性能,钢梁在工厂分段加工,整体预拼装,然后分段发运,现场进行分段吊装,以减小现场拼装的工作量。
2.2 格构柱支撑安装与卸载
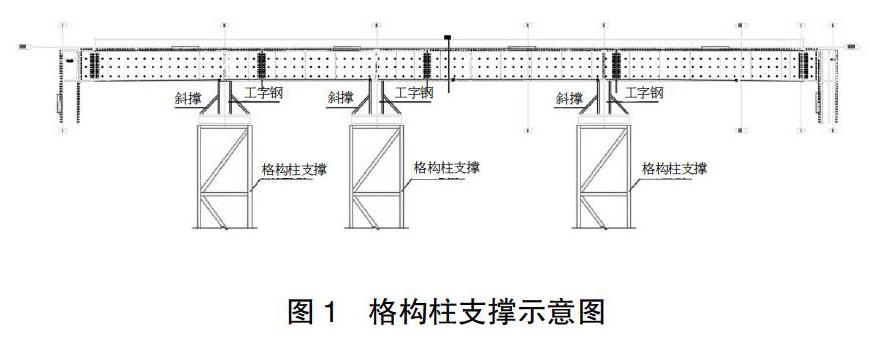
格构柱的支撑布置与结构设计。为保证施工安全,需设置格构柱支撑;支撑除1#、2#外,其余均设在混凝土柱位置;支撑采用格构柱式,尺寸为1.5m*1.5m,弦杆直径89mm*5mm,腹杆直径56mm*5mm;底部设置路基箱,路基箱规格为2m*2m*0.15m,路基箱下部与混凝土楼面直接连接,必要时通过设置膨胀锚栓等方式,以防水平滑动。路基箱与混凝土柱成45°放置,这样能够保证支撑受力传到混凝土梁上,避免混凝土楼面受压破坏。支撑示意图见图1。
3 大跨度钢结构梁焊接
3.1 焊接方法的选取
在考虑根据工艺流程及不同施工工艺的焊接质量、焊接时间、具体施工时的难易程度、抗风荷载等情况后,选择FCAW为本工程现场的主要施工工艺(焊缝观感与质量好),手工电弧焊(SMAW)为本工程的补充焊接工艺。选取的焊材能够满足熔敷金属即受焊点的机械性能要高于金属材质,根据规范与设计要求、参照Q345C材料的性能参数,其性能和质量要满足现行的国家和行业标准规定。
3.2 钢结构焊接技术性要求
在焊接过程中要依据高级基准点,建立一级控制网,再建立二级控制网,形成完整统一的测控体系,并定期进行复测与修正,确保测量控制系统的准确。控制点的竖向传递采用激光准直仪(精度1/200000)。为避免受结构本身震动、风力载荷、太阳光直射和焊接期间的影响,在主要的节点采用分层次传递的工艺进行,保证传递质量。钢梁测量前,做好充分的资料收集,计算出每一段钢梁的空间位置坐标;钢梁校正时,精确控制其中心三维坐标和扭转度。建立工程整体模型,通过对施工过程进行模拟分析和实时监测,计算出竖向构件在各区域内的下挠值,在施工过程中对相应部位的钢粱进行修正。
焊接作业的流程对焊接过程中变形及焊接后的剩余载荷有明显的影响,在焊接时应着重降低重要节点焊接后的变形和焊后剩余应力,构件焊接尽量考虑对称施工工法,让重要的受热点在整个平面内对称、平等分散在构件上,避免构件因热量集中而产生形变和焊接结束后还有剩余载荷。在层间焊接后,可采用人工敲打焊缝法来使焊接应力变小。而采用多层多道焊,能够将焊接应力和焊接变形有效减小,这样焊接应力在施工过程中也可以降低。由于工程量比较大,因此构件受焊接的影响也比较显著,为更好地反映受力及焊接扭曲的变形,本工程拟采用微观和宏观相结合的方法来跟踪焊接应力和焊接变形,即在重点部位(可能产生较大焊接应力的部位)贴上应变片,用于观测应力变化,用全站仪观测测点的位移。应力观测和位移观测必须同时进行,每天定时观测,并将观测数据录入计算机,绘制应力、位移变化曲线,用于指导现场焊接程序的改进。
4 大跨度梁焊接工艺验证
4.1 焊接工艺验证
