高强变形铝合金型材废料的回炉处理
2020-08-05丁宏波
丁宏波
(中色科技股份有限公司,河南 洛阳 471039)
某企业在回炉处理一些变形铝合金废料时,加料时间长,能耗高,烧损大。企业每年在能耗、烧损方面的损失相当大,因此急需提效降本,扭亏为盈。为此,我们在认真分析原料的牌号、大小和形态的基础上,通过对多种处理方式的讨论,最终确定出一个比较合理的工艺路线,以最大限度的降低能耗及烧损。
1 生产背景及问题引出
该企业目前采用普通矩形熔铝炉进行生产,工厂利用部分自身下游废料和外购部分废料作为主要原料,采用熔铝炉加保温炉,利用立式液压半连续铸造机生产变形铝及铝合金圆铸锭。其生产工艺如下:
配料-加料-熔化-调成调温-转炉-精炼-在线处理-铸造-锯切-均热-成品铸锭。
现有主要设备为30t矩形燃气熔铝炉、30t倾动式燃气保温炉、30t液压班连续铸造机等。
该企业目前生产所用的废料中,常规的型材废料占比较小,而大断面、空心薄壁和组合型材废料占比较高,这就使型材的装炉效率低下,每次加料仅3t左右,天然气耗能更是达到了245立方米/吨,烧损大于6%。在这种情况下,企业的生产经常是和亏损联系在一起的。
解决此问题可以考虑在原有生产线上改进,也可以考虑新建一条生产线,我们将对这种状况从各方面进行详尽的讨论,力争最终得到一个切实可行的方案。
2 问题分析
从前面的生产背景来看,企业主要面临的是加料、能耗和烧损三方面的问题,而加料问题又是直接导致能耗好烧损的一个重要原因,因此我们可以先分析加料,在解决加料问题后,再分析如何进一步降低能耗和烧损。
一般来讲,炉子容量一定的情况下,每次加料量少会导致加料次数增多,加料次数增多会使炉门开启次数增多,热量损失变大,铝液和空气接触的机会变多,最终导致熔体温降大,氧化多,达到合理的温度和成分所需的天然气用量就大,能耗高,烧损也更严重。
部分废料的表面有漆皮涂层,不处理将会加剧废料的炉内燃烧,增大烧损。
最后可以通过一些其他辅助措施,减少单次加料时间,降低废料和空气的接触,同时采用浸入式熔化,利用好磁力搅拌装置等辅助设施,进一步降低烧损,综合处理,取得最终合理可行的方案。

图1 大断面实心型材废料
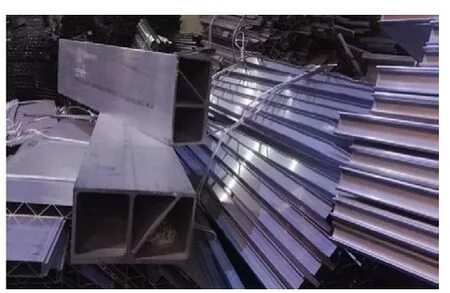
图2 大断面空心型材废料

图3 大断面空心薄壁废料

图4 大断面组合型材废料
2.1 提高原料的加料密度
原料主要为工厂料,其中没有太多的非金属杂质,但部分废料含有涂层。原料中除一般普通的型材废料外,还有一定比例的大规格高强度的型材废料,见图1~4,这一部分废料是处理中的难题。
这种废料一般强度较大,但是单位体积的密度又较小,除图2-1中的大断面实心型材废料可以通过直接锯切成段后加入熔铝炉中,图2~4中的几种废料如果仅做简单的锯切处理就直接加料入炉,每次的加料量仍会非常有限。因为炉膛的大小是固定的,如果只是将长料锯断或者剪短,那么废料中中空部分仍然占大多数,即使炉膛内一次加料全部塞满,那么实际铝废料的加入量还是相当有限。根据上面的分析,如果要从根本上增加单次的加入量,那么实际上我们必须增大铝的次铝的加入密度。
增加单次加入密度,一方面通过前面的剪切或者锯切将废料变短,但这远远不够,需要对其进行打包压块处理。直接将剪切或锯切前后的这种废料打包,由于其强度太大,一般的打包机不能将其压成块。因此,在压块之前,还需要增加一道工序,通过撕碎机将废料撕碎,使其不能维持原有的刚性,为后续的打包做准备。
废料被撕碎后压块,压块难度会大大降低,压块后密度会大大增加。因此,每次的加料量将大大增加,加料次数会显著减少。按照压块后密度为1.5m3/t计算,预计加料量每次能提高至6t,那么加料次数可减少一半,能耗将大大降低,烧损也会随之降低。
2.2 降低炉内的烧损
减少加料次数可以一定程度降低烧损,但漆皮涂层含量和原料表面积的大小也对烧损有很大的影响。带漆皮的废料和撕碎后不压块废料如果直接投入普通的熔铝炉中,前者由于漆皮的助燃作用使烧损量大大增加,后者由于撕碎后比表面积增加,可烧损氧化的面积就会增加,进而烧损量随之增加。所以要进一步降低烧损,必须打包并且减少漆皮涂层的影响。
一般去漆皮涂层可以采用回转窑、双室炉和溶剂法等。具体分析本项目,回转窑适合涂层料占大多数且涂层含量较大的轻薄废料,比如破碎后的罐料;双室炉一般的含涂层料均可以处理,但是如果漆皮涂层废料量较大且含量较多,会大大占用双室炉熔化的时间,造成双室炉实际使用效率较低,因此其适合原料部分含有涂层的废料处理;溶剂法适用于大批量处理漆皮涂层含量较高的废料,但这种工艺会产生废水,废水在环保上可能造成二次污染,目前已经使用较少。
该企业主要原料中有部分废料含有漆皮涂层,因此不需要专门再上一套回转窑或者溶剂处理系统,直接采用双室炉对其进行熔化,可以在降低烧损的同时完成熔化过程。
2.3 采用其他辅助方式
(1)采用可更换的料箱
如要进一步降低烧损,除了减少加料次数,还要减少每次开启炉门的时间,即提高每次加料的效率。采用可以更换料箱的专用加料车进一步提高效率,使加料车的料斗大小和矩形炉炉门大小基本一致。每次提前将打包好的料配料称重完毕,在料箱中码好,待需要加料时将料箱直接更换到加料车上,加料车一次性将码好的料送入熔铝炉中,这个过程可以缩短至5min~10min,进一步降低烧损。
(2)采用浸入式熔化
普通熔铝炉如要进一步降低烧损,可以在一个熔化周期之初,炉内事先留一部分铝液,使废料浸入熔体中进行熔化,避免熔化时,火焰直接接触固体料,造成烧损增加。
(3)采用磁力搅拌装置
废料熔化时,如果一味的大火猛烧,烧损会相当严重,一般可以在熔化一部分时,开启磁力搅拌装置,搅动熔体,使炉内的热交换更加充分,从而使熔化效率增加,避免熔体的烧损。
3 采取的方案
通过前面的分析,工艺过程选定如下:选定剪切机、锯切机和撕碎机先将长料剪短、锯断或者撕碎成短料,再由打包机将空心短料进一步压实成块料。预先将这些打包料称重码好放置在可更换的料斗中,待加料时直接更换加料车料斗加料入炉,通过浸入式熔化配合电磁搅拌装置加速熔化,提升熔化效率,降低烧损和能耗。
设备选择时注意熔铝炉应该尽量选择吨位稍大,主要是大炉门方便加料和乘料,大炉膛又方便浸入式熔化。尽量选用双室炉处理带漆皮料的废料,通过其炉内的还原性气氛保证有效降低烧损。剪切机、锯切机和撕碎机设备投资小可以先进行采购,对原料进行预处理。再联系打包机厂家进行试料,经过试验拟选择采用长度300mm~400mm左右的短料,采用1000吨额定压力的液压打包机,最终打包成500mm*500mm左右的打包料。
该企业目前剪切、锯切设备已经采购,正在联系打包试料,其余设备仍利用原有,待后期新上生产线可以考虑采用双室炉处理带涂层废料。经过上述处理,拟使加料效率拟由每次3t提升至6t,烧损从原来的6%降低到4%,能耗降低至100立方米/t。
4 结束语
变形铝及铝合金废料的熔炼是一个系统的工程,影响烧损、能耗的因素很多。本文通过对原料进行分析,指出了与其烧损和能耗相关的因素,找到了一条能够较为合理的处理此类情况的工艺路线,并联合业主进行实施,目前已阶段性的证实了它的正确性。