探索烧结富氧点火自动控制的实现与应用
2020-08-05姜颖
姜 颖
(韶关冶炼厂,广东 韶关 512024)
有色金属冶炼厂主要利用密封鼓风炉法进行生产,经过密封鼓风炉、鼓风返烟烧结、炉渣贫化吹炼等多个环节,完成生产。作为冶炼生产的核心环节,密封鼓风炉在生产效率中发挥着重要作用,为降低冶炼厂的生产成本,提高冶炼厂生产效益,需要积极引进新技术,为冶炼厂提供技术支持。富氧烧结燃烧技术作为改造成本低,生产效益和经济效益好的技术手段,受到了各个冶炼厂的关注,通过对烧结设备的改造,借助于制氧设备,创造富氧燃烧条件,可取得良好的生产效益。
1 烧结富氧燃烧的必要性
烧结机作为冶炼厂的重要生产设备,燃料燃烧时,需要利用空气助燃,提高生产效率,在空气中含有大量的氮气,氮气不参与燃烧,但是排出氮气会造成热量流失。若使用富氧空气助燃,燃烧后烟气量显著减少。空气中二氧化碳和水分含量越大,燃烧速率越低,降低火焰温度。富氧燃烧是通过增加空气中的氧气含量,从而降低氮气的比重,减少由氮气带走的温度,提高热效率,保证燃烧效率。同时富氧燃烧能够显著降低燃点,让燃烧程度得到扩展,实现完全燃烧,达到理想的节能作用。另外富氧空气助燃有助于提高烧结效率。在我国烧结火炉主要利用高热值燃料,如煤粉、焦炉煤气等,高热值燃料成本较高,且资源短缺,不利于取得生产效益。而利用低热值高炉煤气,有助于降低生产成本。目前高炉煤气具有丰富的资源,可通过提高燃烧效率,提高煤气利用率,降低生产成本。如今我国越来越重视环保管理,增加环境税额,为了响应国家号召,保护我国生态环境,降低生产成本,冶炼厂需要积极利用富氧燃烧技术,提高物料利用率,提高生产效率,保护资源,降低生产成本,为企业创造更高的经济收益。
2 烧结富氧生产优化的目的
在冶炼厂应用密闭鼓风炉法进行有色金属的生产,主要经过密封鼓风熔炼、粗锌精馏精炼等工序。其中密闭鼓风炉熔炼作为主要程序,负责对粗锌、粗铅的生产,上步工序为烧结生产,给风炉提供烧结块。烧结工艺主要由烧结机生产,有效面积达到110m2。烧结机所使用的原料是硫化铅锌混合矿和浮渣等材料。冶炼厂目前存在氧化物处理能力低,造成氧化物料积存大量铅、锌等物料。为了改善这一问题,需要将中间物料进一步处理,将这些物料再次放入铅锌混合矿烧结机中,每年处理铅锌物料过多,造成设备处理能力无法满足生产实践,烧结工序所使用的原料硫化矿含量显著降低,而氧化物料和硫酸盐的成分出现明显增加,造成烧结机氧化焙烧条件发生变化,对烧结机烟罩气体温度进行监控,若低于780℃,可能产生大型波动,降低烧结机生产能力降低,日产量只能达到650t左右,残硫率也显著升高[1]。设备需要处理氧化物料,造成烧结块质量降低。为了完成生产任务,密闭鼓风炉投入烧结块增加了40t,使得处理量和生产量不相匹配,不利于冶炼厂的生产实践和发展。为了提升烧结块生产力,借助于制氧站剩余的氧气,使用富氧方法,提高烧结焙烧的效果,让烧结生产力和烧结质量得到提高,保证生产工序正常进行,解决烧结机以及密闭鼓风炉产能不适配的矛盾,保证冶炼厂的正常生产,为冶炼厂发展创造良好的条件。
3 烧结富氧点火自动控制的实现与应用
3.1 工艺条件
由于高炉煤气受到了加压处理,传送至设备后,压力最大值达到15kPa~20kPa,氧气压力正常值为10kPa~20kPa,制氧车间的氧气输出量达到1.6MPa。在容量滞后环节调节管道压力,完成无静差调节,可使用模拟PID进行调节。在调节器设定比例度、微分时间以及积分时间。根据点火温度对氧气压力进行调节。为了便于观察火工操作,能够对压力进行调节,使用负反馈闭环进行控制,压力调节范围为0MPa~0.1MPa。为了快速响应,要使用带电气定位器薄膜进行调节,根据控制过程,可以选择正作用、气开式。PID调节器使用内给定和反作用式。当积分时间无限大时,微分时间为0,适当调整比例度,系统将按照纯比例进行应用。在系统稳定后,减小比例度数值,在外界作用下,对过程变化进行观察,确定临界参数。将比例度提高,加入积分时间和微分时间,以达到生产指标的要求。在富氧点火后,有效减少了台车表面松散料,提高垂直烧结效率,加快烧结机台车的速度,大幅提高产量,降低返矿率,让生产率得到提高[2]。提高点火助燃空气氧浓度,让点火器炉膛温度升高,充分发挥烧结作用,充分燃烧固体燃料,让燃料利用率显著提高,降低燃耗能量。操作工人劳动强度能到显著降低,无需使用鼓风助燃,可依据煤气量以及烧成情况,调整氧气含量,让劳动效率得到先祖提高。
3.2 设备改造
富氧送风改造在烧结设备中前部,对2#、3#风机进行供氧改造。使用制氧站的氧气供氧。原本主体结构不变,增加主供氧管线以及风机分支管线,在风机入口设置调节阀,出口位置上设置氧浓度分析仪,实施集中化控制以及监测。完成改造后,则要进行操作试验。实验前,需要在正常生产条件下,各工艺风机在正常生产条件下,测试供风含氧值。
3.3 操作实践
提高风机鼓风氧气浓度,能够让烧结料层燃烧速度得到提高,烧结床层温度和无富氧时的浓度对比,存在一定程度的提高。富氧前,烧穿监测温度达到680℃~780℃,存在较大的波动幅度。实验过程中,烧穿点进行温度监测,可以将温度提高至780℃之上。富氧鼓风在烧结床层中快速形成高温条件,能够促进烧结物脱硫,提高结块率,进而将烧结块产量提高10%以上。烧结工序精矿从32t/h~33t/h提高至36t/h~40t/h,改变了操作期间精矿投入量局限。当供风含氧量超过21%~23%后,风机总风量显著减少,烟气总管气量以及制酸系统,能够保证气量达到平衡,烟气外溢情况得到显著改善。富氧烧结提高了焙烧效果,解决了结块率的问题。在富氧生产环境中,减少铅精矿配比,含铅降低至18%左右,从而减少对铅精矿的消耗。
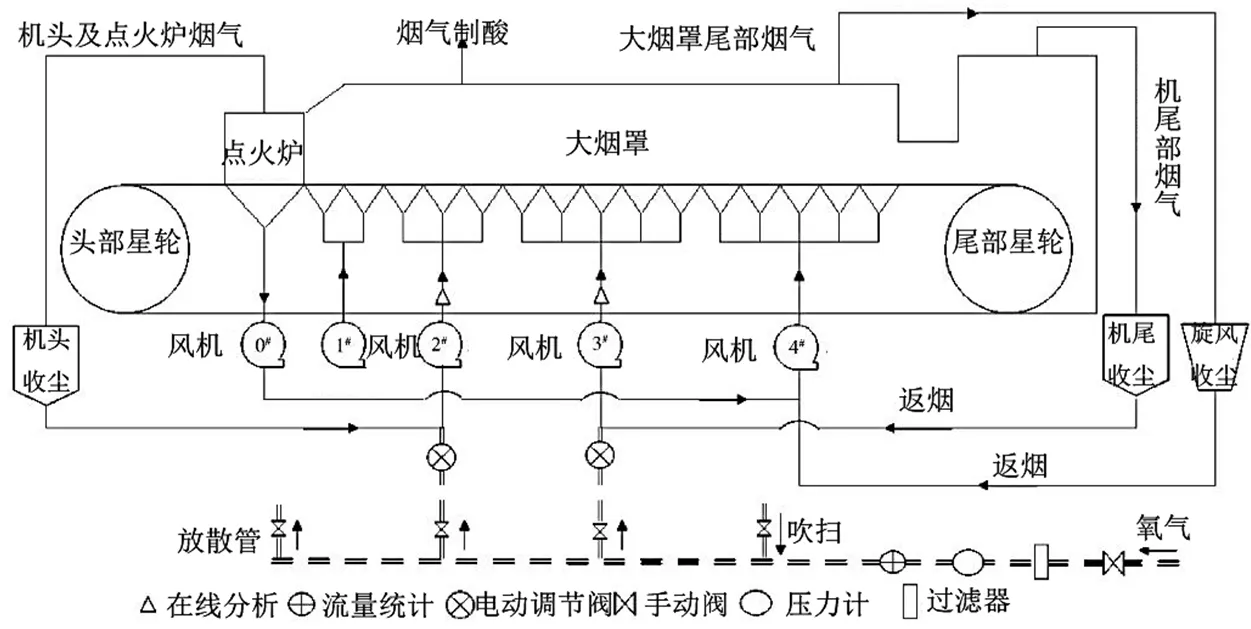
图1 富氧烧结设备示意图
对比不同耗氧区间的烧结块指数,烧结风机耗氧量为1400m3/h时,结块率稍好过正常生产,产块量只能达到687t,满足生产需要。增加用氧量后,脱硫率出现升高趋势,用氧量达到2600m3/h后,投入硫量增加,残硫率也随之提高,产块量达到740t,但远超过鼓风炉能力。富氧浓度并不是越高越适合烧结,若富氧含量过高,出现氧化反应增加,物料硅酸铅成分过早熔融,更容易粘结成块,无法脱硫。因此要将烧结工艺风机的富氧浓度稳定在21%~23%之间,耗氧区间稳定在2000Nm3/h~2300Nm3/h之间,可以达到良好的烧结质量和经济效益。
3.4 经济效益
富氧燃烧采用的是21%以上氧含量的空气助燃,可显著减少助燃氮气的应用,降低烟气体积,减少排烟的热损失,有效提高点火炉应用效率,降低生产成本。随着氧含量提高,让火炉燃烧温度得到降低,燃料燃点降低,有效改善火焰质量,让烧结点高炉煤气高效利用。目前主要使用变压吸附法以及膜分离法进行制氧,变压吸附制氧通过吸附剂的使用,分离氧气和氮气,得到的产物只有氧气。相比于深冷技术,成本低廉,建设周期短,调节负荷更加方便,可满足现代企业增产的需要。氧浓度达到30%左右后,膜分离法只需要花费变压吸附法成本的90%左右,具有较高的经济优势[3]。使用膜分离法制氧,只需要花费0.15元/m3的成本生产。使用空气和纯氧混合方法,可得到富氧空气。提高氧浓度,可降低烟气流量,降低排烟热损失,让火炉热效率显著提高,减少煤气量,降低高炉煤气成本。目前限制制氧技术让制氧成本有所提高,当达到30%氧浓度时,总成本要增加12.5%。此外还需要考虑其他潜在成本,包括二氧化碳的处理成本。
3.5 应用效果
采用富氧烧结点火自动控制,可实现全返烟烧结。以往降低返烟含氧量后,新风供氧不足,很难实现较高烧结效率,对产能产生影响,让烧结效果较差,通过对烧结产能的挖掘,有助于降低环保压力。通过技术改进应用富氧烧结功能,根据工艺要求,调整适合富氧烧结的最佳掺氧浓度。根据富氧烧结工艺建立配套制氧站,将所制氧气经过通道传递给用气点,利用总承包模式,制氧设备由供应商设计、施工和供货,制氧站建设外部管道、通风系统以及软化水系统等组织机构。自投入生产后,经过调试充分发挥出工艺改造效果,显著提高烧结机处理氧化物料的能力,将烧结配料比例提高了8%,显著提高精矿投入量以及结块率,取得了理想的经济效益,为未来的发展创造了良好的条件。
4 结论
综上所述,烧结富氧燃烧对于冶炼厂提高生产效益具有重要价值,经过烧结富氧生产优化,应用烧结富氧点火自动控制,可有效提高资源利用率,为金属冶炼创造良好的条件,弥补当前生产条件的短板,提高冶炼厂生产效益和经济收益。富氧燃烧提高了烧结焙烧的效果,弥补了烧结块含铅质量的短板,经过富氧燃烧的改造,有效改善铅精矿含量,降低烧结块含铅量,提高铅精矿使用效率。另外,控制富氧浓度保持在21%~23%,耗氧区间保持2000Nm3/h~2300Nm3/h,可达到良好的生产质量和经济效益。