热轧板坯去毛刺机的设计与应用
2019-06-12王文合
王文合
(河北钢铁集团邯钢公司中板厂,河北 邯郸056015)
1 引言
钢铁企业中厚板生产线使用的原料为热送连铸板坯经过二次切割后的短定尺坯料。连铸板坯在分割过程中,端部下表会产生熔渣(即毛刺),这种毛刺不仅可以对辊道、轧辊等设备造成诸如撞击、辊面划伤、辊身裂纹等伤害,而且由于氧化渣会夹杂在热轧钢板的首尾部而影响轧制板材的质量,对产品质量和成材率有很大影响。为了解决此问题,热轧板坯去毛刺机的设计应用成为中厚板产线提高产品质量,提高成材率和降低辊耗的必要手段。
2 去毛刺机选型计算
去毛刺机去除板坯上毛刺主要有两个作用:一是提高板材轧制的质量,二是减少对输送辊、轧辊的伤害。锤刀式去毛刺机,这种机型结构简单,操控方便,占用空间少。该种去毛刺机为滚筒式结构,滚筒(即清理辊)周围均匀布置有锤片。其工作原理是通过激光检测开关对板坯位置进行准确判断,清理辊在电机的驱动下旋转,然后利用高速旋转的一组锤刀片,锤刀片通过离心力甩开,击打在板坯下端部清理熔渣。清理下来的熔渣还可通过斜溜槽和收集箱将其收集起来用吊车运走。锤刀式去毛刺机中心标高、转速的设定及板坯位置信号检测等对实现去毛刺功能起到关键作用,其特点适用于中厚板短坯料生产线。
2.1 参数计算的基本数据
结合目前产线上生产坯料的情况和选型去毛刺机的部分常规参数,确定下面数据:
最小钢坯:210mm×1500mm×1600mm;最大钢坯:260mm×1700mm×2750mm;邻辊直径:φ320mm;邻辊辊身长度:2800mm;清理辊转数:400~700r/min;清理辊工作直径:D=1500/2-320-30=400mm;清理辊有效清理长度:L≥1700mm,取值L=2000mm。
2.2 电动机功率计算
电机是锤刀式去毛刺机传动系统的核心设备,其功率和转速的大小直接影响着毛刺去除效果。为了满足板坯去毛刺要求,通过对毛刺脆断能耗分析来确定电机的功率。锤刀式去毛刺机,是以高速旋转的锤刀冲击毛刺,以冲击力克服毛刺断裂的阻抗力,将毛刺以脆性断裂的形式打掉。试验数据表明,从切削力和位移作用推算,对于普碳钢和低碳合金钢在钢坯温度1000℃时,去除毛刺的断裂能耗约为1kN·m。
辊道平稳运转作业时电机需要提供的负载转矩包括辊子的静力矩、毛刺辊对轧件产生的动力矩,即去毛刺的断裂能耗。
M=Gμr+Q
式中,G 为毛刺辊的重量;μ 为滚动轴承的摩擦系数0.002~0.005;r 为辊子半径;Q 为去毛刺的断裂能耗。
因为滚动轴承的摩擦系数非常小,辊子的静力距非常小,故可忽略不计。
对于电动机功率的选择,一般按下面公式计算:P=T×n/9550
式中,P 为电动机功率,kW;T 为电动机转矩(克服板坯毛刺阻力切削能耗),N·m;n 为电动机转速,r/min。
将参数代入公式,计算可得P=73.30kW,取电机功率为75kW。
3 去毛刺机布置安装
中厚板材生产线具有坯料小、规格多、轧制周期短、坯料温度高、运行速度快等特点。目前生产线上的在线去毛刺设备多是将刀具布置在板坯下表面,因此需要将去毛刺机布置在相邻两个输送辊子之间。对于长坯生产线,其辊子间距足以布置去毛刺机。而对于短坯生产线,因其辊子间距相对较小,如果想在该生产线上布置去毛刺机,必须去掉其中一个输送辊,在这个空间上布置去毛刺横梁,然而去毛刺横梁又不能作为输送辊道,这样去掉一个辊子后就会出现某些问题,这就使得去毛刺机在短坯生产中的使用受到了一定的限制。
在输送辊道生产线上,相邻两个辊子的最大理论间距为板坯长度的一半,辊子间距如果过小,不足以安装去毛刺横梁,而如果安装了去毛刺机又不做其他改进的话,就会出现掉坯现象,从而影响板坯的正常输送[1]。这就要求我们不能完全地照搬某一型号的去毛刺机,而应该结合考虑产线现场实际情况,尤其是中板产线板坯去毛刺区域多是集中传动辊道,去毛刺机辊不易安装,涉及方面较多影响较大,以及资金费用多等方面因素,合理选择去毛刺机及其安装位置,并适当进行优化改进,以满足生产现场情况的需求。
3.1 方案
将去毛刺机安装在集中传动6 段辊道后面,同时需要将7段辊道移动到8 段辊道前,如图1 所示位置。

图1 去毛刺机布置图(方案一)
若执行此方案,在不增设其他装置的情况下,轧制生产时两块板坯批轧时控温钢板不在去毛刺机位置停留,去毛刺机刀片也不会伤到钢板下表面,控温及轧制停放的工艺线长度增长了3067mm。但也存在某些缺点:一是此位置基础中间有道横梁,去毛刺机安装在此位置需要破除横梁,这样会降低基础强度;二是去毛刺机安装在此位置需要施工费及其他辅料费用合计约20 万元,成本相对较高。
3.2 收集装置
考虑为了熔渣收集清理方便,在去毛刺机下部设置斜溜槽和溶渣收集箱,熔渣收集到一定量时用行车将收集箱吊走,如图2 所示。
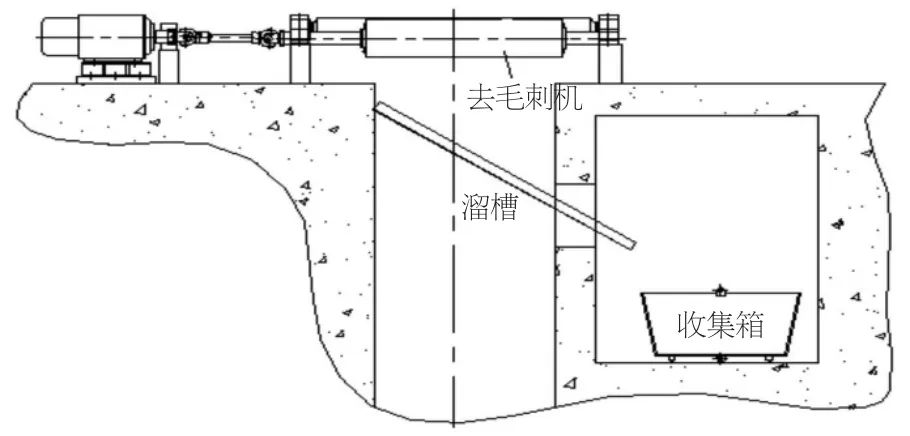
图2 去毛刺机熔渣收集装置示意图
4 去毛刺机的应用
去毛刺机初始状态的静止刀片处于收回状态,刀片的上边缘位于辊道上边缘的下面。板坯由输送辊道送入去毛刺辊道区域,当板坯头部前进到装在去毛刺辊道前端1000mm 处的光电开关1 时,坯板行走速度由传送速度降到去除毛刺速度,同时去毛刺机辊开始高速正向启动,高速旋转将锤刀通过离心力甩开,其旋转方向与板坯传送方向相同,板坯头部运行到光电开关2,板坯传送停止,按照提前计算设定好的位置,此时钢坯头部切口刚好符合去毛刺辊工作位置,延时1 秒后去毛刺机在抱闸作用下迅速停止旋转,此过程完成钢坯的头部去毛刺过程。然后板坯自动进一步向前运送,当板坯尾部通过光电开关1 时,去毛刺辊又开始旋转,其转向与板坯传送方向相反,当板坯尾部通过光电开关2 时,板坯传送再次停止,此时,钢坯尾部切口也符合去毛刺辊工作位置,延时1 秒后去毛刺机停止旋转,去除钢坯尾部毛刺过程完成,板坯继续以传送速度向前输送至轧制区。图3 为去毛刺机在去除板坯头、尾部毛刺时的转动方向示意图。

图3 去板坯毛刺转向示意图
5 结语
成材率通常是一个生产企业最关注的事,直接影响企业的经济效益。中板生产线热轧板坯去毛刺机的设计应用,为后续的钢坯轧制创造了良好的条件,大大提高了成材率以及生产率,增加了经济效益,同时也降低辊耗减少了成本费用。
