达比加群酯脒化中间体的合成研究及工艺改进
2019-03-28王相玉
王相玉
(青岛科技大学,山东 青岛 266042)
随着生活水平的提高,血栓疾病成了人类最为隐蔽的杀手之一。自1916年Mclean及其导师Howell发现和提炼普通肝素开始,便开启了抗凝治疗的历史篇章,大大改进了血栓性疾病的治疗手段。甲磺酸达比加群酯作为一种非水蛭素类DTIs以其口服吸收,不需要进行INR检测,药物相互作用发病率低的优点而受到广泛关注[1]。
目前达比加群酯关键中间体3-(2-(4-脒基-苯氨基)甲基)-1-甲基-N-(吡啶-2-基)-1H-苯并【d】咪唑-5-酰胺基)丙酸乙酯盐酸盐的合成主要采用经典的Pinner法(Fig1),首先在无水条件下进行酸解(通HCl气体),再将酸除去,进行氨解(加入碳酸铵,通入氨气等方法)得到产品[2]。该方法在实验过程中暴露了很多缺陷,醇解反应乙醇用量大、氨解杂质不易控制等,导致HCl气体的用量大,从而致使续减压蒸馏HCl乙醇溶液过程延长,设备投资成本大大增加,同时因反应过程中较多杂质的引入,使其提纯难度加大。很多科研工作者在提纯溶剂中做了较多改进[3-5],但仍未能产品纯度得以明显提升。

图1 达比加群酯脒化中间体的合成路线
鉴于此,本文通过对对反应温度、所需乙醇量、HCl/NH3量的优化,确定了产物合成的最优条件,使杂质生成量明显降低。同时,通过对所得合成产物采用纯化水进行重结晶,获得了高纯度产品,也使后续提纯工艺得到简化。
1 实验部分
1.1 实验试剂与设备
实验试剂:3-(3-(2-(4-氰基苯胺基)乙酰氨基)4-(甲胺基)-N-(吡啶-2-基)苯甲酰胺基)-丙酸乙酯:自制,纯度98.24%;无水乙醇:分析纯,天津北辰方正试剂;氯化氢气体:化学纯,烟台飞鸾综合经营服务公司;氨气:化学纯,烟台飞鸾综合经营服务公司。
实验设备:ML802E/02型电子天平、ML204E/02型电子天平:梅特勒-托利多(上海)有限公司;ZNCL-G型智能恒温磁力搅拌器:上海越众仪器设备有限公司;N-1200B型旋转蒸发仪、CA-1310型低温冷却循环泵:上海爱朗仪器有限公司;98-2型磁力搅拌器:上海梅颖浦仪器仪表有限责任公司。
1.2 实验操作步骤
向三口烧瓶中,加入3-(3-(2-(4-氰基苯胺基)乙酰氨基)4-(甲胺基)-N-(吡啶-2-基)苯甲酰胺基)-丙酸乙酯30g,加入240mL无水乙醇,搅拌降温至-10℃。通入干燥氯化氢气体,控制溶液温度低于35℃,至溶液中氯化氢达到饱和。停止通入氯化氢气体,升温至35℃。3.0h后升温至40℃,开始减压蒸馏过量的氯化氢气体。
向反应后的烧瓶中加入240mL无水乙醇,降温至5℃,搅拌下通入氨气,控制溶液温度5~15℃。反应液pH值=9.5,停止通入氨气,升温至30℃。反应5h,减压蒸馏过量的氨气。搅拌下加入乙酸乙酯200mL,析出固体,2h后抽滤,滤饼用无水乙醇/乙酸乙酯=1/4(体积比)的溶液200mL洗涤后干燥得粗品,后经纯化烘干得到3-(3-(2-(4-脒基-苯胺基)乙酰氨基)4-(甲胺基)-N-(吡啶-2-基)苯甲酰胺基)-丙酸乙酯盐酸盐。
1.3 溶剂量的考察
乙醇用量对反应的影响主要体现在气体和原料在体系中的溶解性上,乙醇量太少,原料和气体不能完全溶解,影响反应的充分性,而乙醇量太多会加大氯化氢和氨气的用量,不利于减压脱气,同时反应中过量的乙醇也可能导致醇解杂质的增加。因此合适的乙醇量对反应来说也很重要。
在保证原有物料配比,反应条件的情况下,分别考察了不同乙醇量(100mL、150mL、180mL、200mL、240mL、300mL)对产物收率的影响。
1.4 通入氨气后体系的pH考察
氨气的通入量决定了反应过程中的pH值,对实验结果的影响较大。在保证原有物料配比,反应条件的情况下,分别考察了不同pH值(8、8.5、9、9.5、10、10.5)对产物收率的影响。
1.5 反应温度的考察
温度对反应的影响显而易见,通入氯化氢气体的反应一般在室温下进行,比较稳定。而后续的胺解反应对温度比较敏感,温度过高或过低都会对产品的质量和收率造成很大的影响。在保证原有物料配比,反应条件的基础上,分别考察不同胺解温度(5~10℃、10~15℃、15~20℃、20~25℃、25~30℃、30~35℃)对产物收率的影响。
1.6 最优反应条件的合成及溶剂提纯
通过前期优化得到中间体合成的最佳温度、最优乙醇用量、通氨后最优pH值,并考察该条件下的产品收率。所得产品用纯化水80℃下溶解,待结晶完成先以纯化水进行洗涤,60℃真空干燥12h。
2 结果与讨论
2.1 溶剂量考察
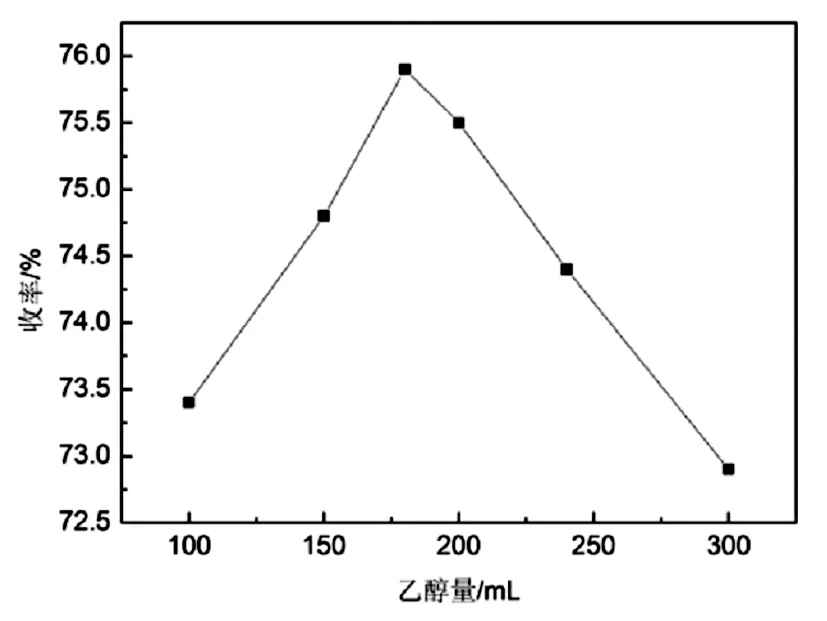
图2 收率与乙醇量的关系图
不同溶剂(乙醇)用量下的产物收率如图2所示,保持其他反应条件相同时,该型中间体的收率随乙醇用量的增加呈现了先增加后降低的趋势,在乙醇用量为180mL时,所得收率最高。继续提高乙醇的比例,产品收率开始下降,主要源于乙醇的过量导致了副反应的发生,并且溶剂量的增大使体系的无机盐增多,影响了最终产品的纯度。
2.2 通入氨气后体系的pH考察

图3 收率与pH值的关系图
不同pH值下的产物收率如图3所示,随着pH值的提高,产品的收率也随之提高,在pH值大于9.5时收率未随pH值的增加而增加,这说明在此条件下氨气的利用率已达到饱和。而且在实验过程中,随着通入氨气的量增加及pH值的升高,导致生成的无机盐增多,体系越来越粘稠,为后绪处理带来了困难。因此,通入氨气后控制体系的pH值为9.5最佳。
2.3 通入氨气时的反应温度
不同反应温度的产物收率表1所示。

表1 收率与反应温度的关系图
由表1可知,收率随终点温度的增加呈现了先增后降的趋势,当反应温度大于30℃时,此时因副反应的增加导致收率下降,因此胺解反应最佳温度为25~30℃。
2.4 最优条件下收率与提纯方法
结合前期单因素的优化,在原料量30g时,乙醇量180mL,通入氨气时pH值为9.5,氨解反应温度25~30℃时收率最高。所得粗品经过纯化水重结晶后可有效去除杂质,此时产品纯度达到99.5%,收率可达81.7%。(液相图可加进去,更有说服力)。
3 结论
通过对反应过程的优化,得到了最佳得乙醇量、通氨气时的pH及氨解反应的温度,而这些均为影响脒化反应的关键参数,得到产品后再经过用纯化水重结晶得到了高纯度的产品,节约了溶剂和设备,解决了以往脒化中间体不纯的问题,为后续反应的有效进行提供了保证,证明了以该种方式合成达比加群酯脒化中间体的可行性。