核电站全焊透角焊缝的射线检测工艺
2018-03-22,,,
,, ,
(中广核检测技术有限公司 苏州工业园区分公司,苏州 215021)
安放式全焊透角焊缝被广泛应用于核电站主回路系统中,主要常见于反应堆冷却剂系统、化学和容积控制系统中,该类焊缝和主管承受着相同的压力和温度。这些系统流通着一回路带有放射性的介质,一旦系统发生泄漏,会对核岛设备和相应房间造成严重的放射性污染,甚至影响机组运行。发生泄漏后,对其进行维修焊接时的辐射防护难度大,极易出现放射性污染并将异物引入一回路,同时会对大修的整个工期产生极大的影响,从而造成巨大的经济损失。
笔者通过对失效焊缝进行试验,得到该类焊缝射线检测工艺的最佳透照方式,得到了较好的缺陷检出结果,并在核电站该类焊缝的射线检测中进行了实践应用。
1 被检焊缝
研究的焊缝为某核电机组运行期间发生泄漏的焊缝。失效焊缝的规格(外径×壁厚)为母管φ168.3 mm×18.2 mm,支管φ26 mm×5 mm,该焊缝所承受的压力为15.4 MPa,温度为350 ℃左右。安装期间对该焊缝进行PT,未发现异常显示。
该类接头的焊接成型工艺为:首先将支管座(基座)开V型坡口,将管座焊接于母管上;然后采用手工焊的方式将焊缝填满,并保证一定的焊角尺寸。焊接完成后再根据需要插入的支管外径进行钻孔。该类焊缝在焊接完成后应修磨焊缝表面,保证圆滑过渡,从而避免焊缝出现应力集中[1]。
2 关键工艺分析
机组投入使用后无法将胶片置于支管内部,也无法按照标准规定将胶片放置于支管内侧进行透照。由于支管管径小,小管角焊缝焊脚很高,焊缝圆滑过渡面积大,而且工件本身经打磨圆滑过渡后为锥形结构。要使焊缝区域能够在底片上显示出来,必须保证射线检测的底片有足够的宽容度,才能保证被检区域缺陷的有效检出。
核电站内部各系统管线布置复杂,空间狭小,宜选用γ射线源对其进行射线检查,因此选择Ir192射线源。
2.1 底片黑度
RCCM规定底片单片评定黑度不得小于2.0,双片评定黑度范围为2.7~4.5。根据胶片特性曲线,有效黑度范围内相对应的曝光量上下限值有规定,这也就限定了一次性透照厚度的范围。为了保证被检焊缝区域在底片上的显示均在有效黑度范围内,采用双胶片技术能达到提高胶片宽容度的目的。
2.2 不清晰度优化
在一定条件下,射线检测的清晰度主要由几何不清晰度和固有不清晰度决定。在胶片布置的过程中,工件结构易导致暗袋与焊缝表面不能很好地贴合,即其间会存在一定的空隙,从而增大了几何不清晰度。同时暗袋中的滤光板在弯曲贴合时会产生严重的折痕,影响底片评定,这也在一定程度上影响了底片与焊缝表面的贴合。为了减小几何不清晰度并改善暗袋与焊缝表面的贴合,考虑检测时不使用滤光板。
RCCM规定使用γ射线源射线检测时必须用滤光板。基于该焊缝的特殊情况,将滤光板去掉,并用同等厚度、相同材料的工件进行不用滤光板和用滤光板两种情况下的灵敏度对比试验。
对厚度T=32 mm的平板焊缝进行射线检测,一个暗袋装有滤光板,另一个暗袋不装滤光板,以此进行对比试验,试验结果如图1所示。
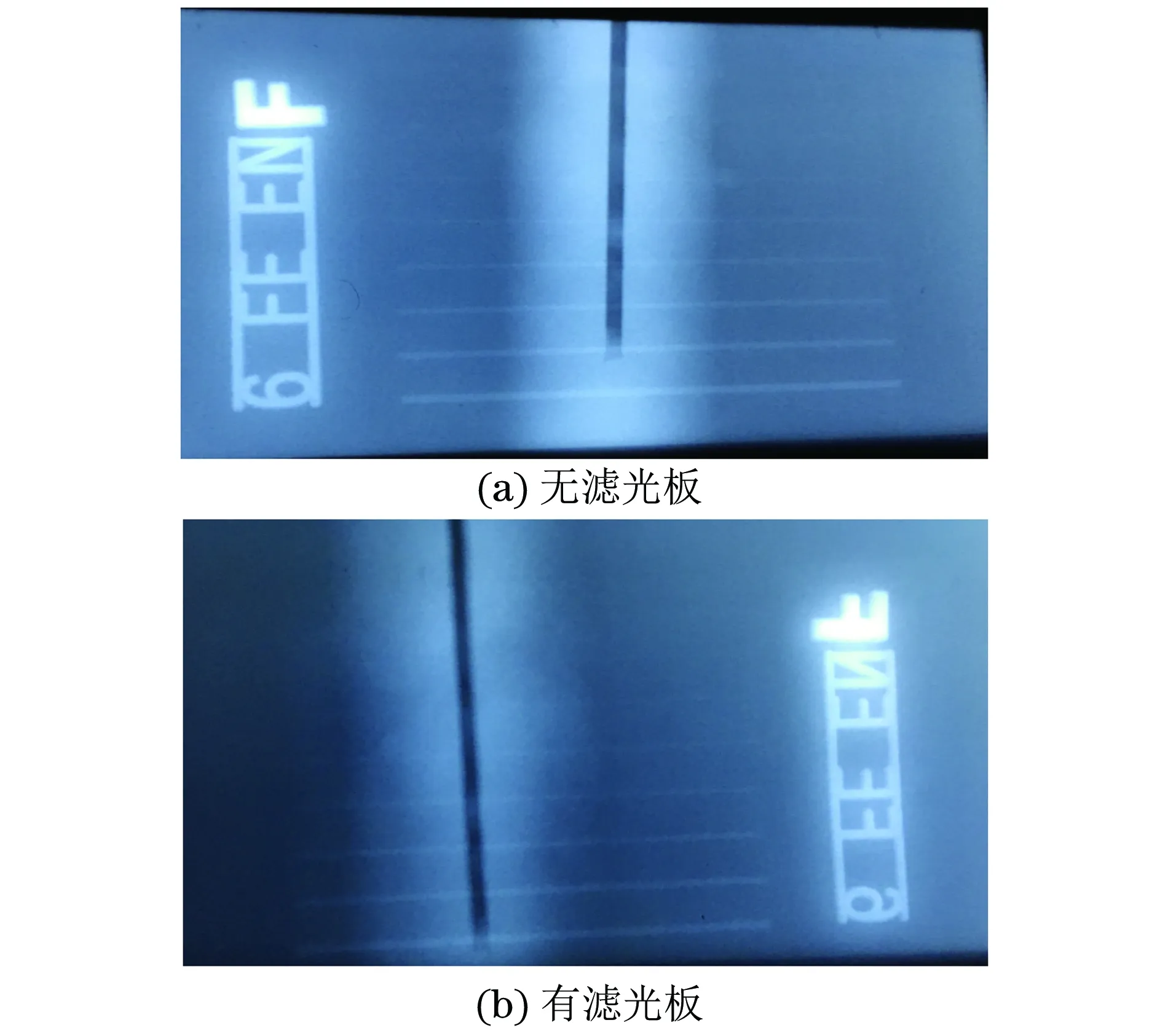
图1 用与不用滤光板的射线检测结果
通过对比试验证明,滤光板对像质计表征的灵敏度无明显变化,所以检测时不使用滤光板。
2.3 透照方式试验及优化
选择透照方式时,应综合考虑各方面因素,权衡择优。通常,主要从透照灵敏度、缺陷检出特点和特殊缺陷检出角等方面综合考虑。对失效泄漏的焊缝进行了多角度、多方式透照,尝试找出该类焊缝失效泄漏的原因和最佳检出方式[2]。
尝试用4种方式进行了透照,被检部位为角焊缝。暗袋与母管之间的间隙会导致角焊缝漏检,故不能在母管轴线上布置胶片,而只考虑在能完全覆盖角焊缝的两侧布置胶片。支管全焊透角焊缝的4种透照方式示意如图2所示。
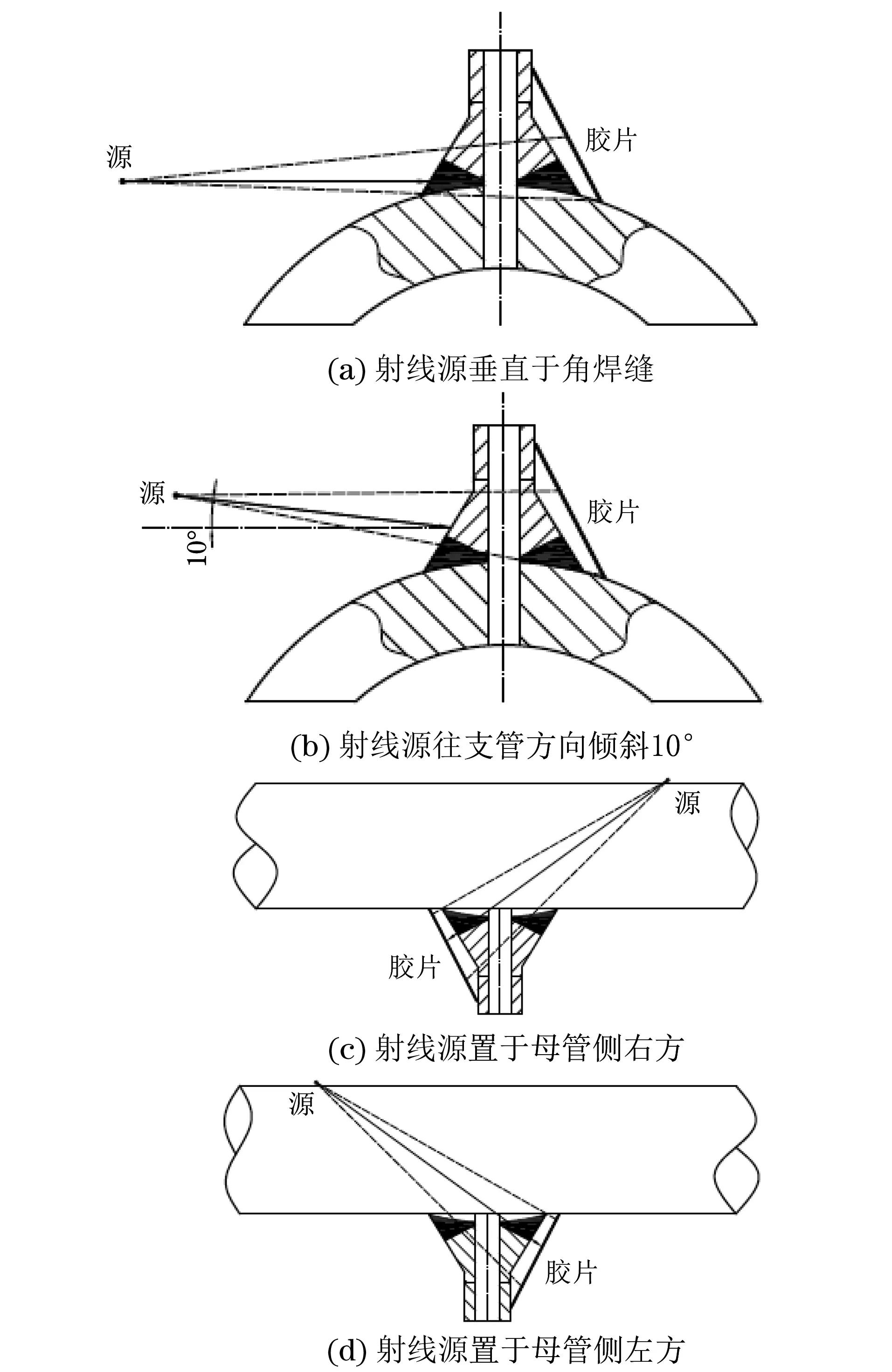
图2 支管角焊缝的4种透照方式示意
透照方式a:垂直于支管全焊透角焊缝进行透照,该方式为传统的双壁双影透照。采用该方式可以检测体积型缺陷,现场操作方便,易于实现。
透照方式b:通过查询完工报告并结合现场泄漏点的位置,初步判断泄漏位置(泄漏点距离母管14 mm)大概在焊缝管座上坡口的位置。该坡口的加工角度与母管水平面成10°左右的夹角,该焊缝的焊接方式为逐层堆焊。考虑该焊缝的失效形式有可能是结合面处存在未熔合而导致承压部分强度减弱引起的泄漏。在进行射线检验时,将放射源位置与母管成10°角偏移,使其有利于检测出管座上坡口结合面处的缺陷。
透照方式c,d:在经过透照方式b得到初步结果后,为了得到更好的透照角度和效果,尝试从母管侧对缺陷进行检测。
3 底片对比分析
上述4种透照方式的支管角焊缝底片显示如图3所示。对以上4种方式的透照和所得底片进行评定分析,结果如表1所示。
表1 4种透照方式的检测结果评定
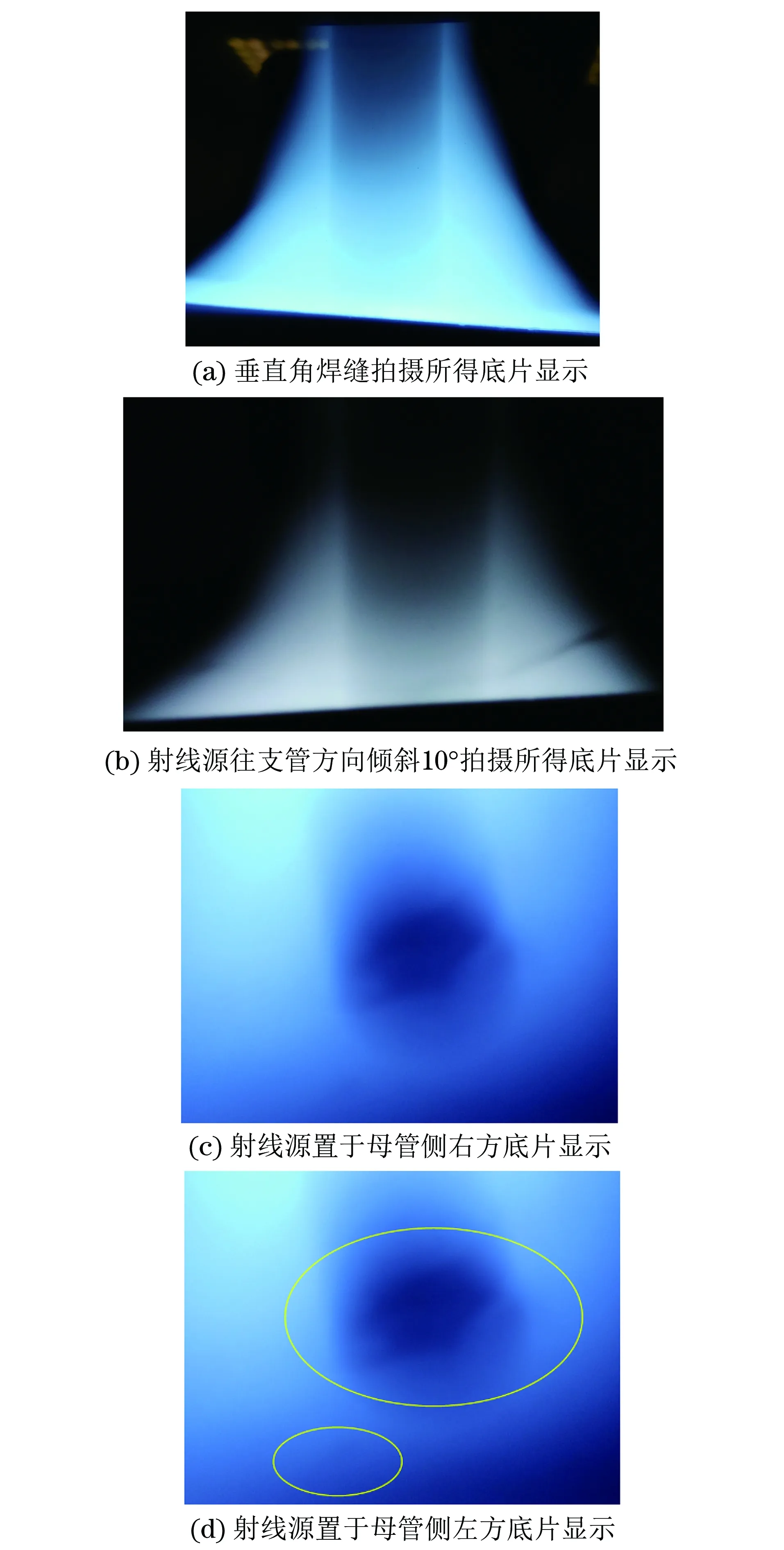
图3 4种透照方式的支管角焊缝底片显示
从表1可见,根部焊缝最小黑度满足观片要求,对于角焊缝上部黑度较大部分应采用单片观察。管座焊缝除临近支管部分无法观察外,其余大部分具备观察条件。锥形结构像质计摆放后并未在底片上显示出来。
通过表1的底片数据,以上透照方式中只有透照方式b的缺陷检出效果最好,并能通过影像对该焊缝缺陷做出判断。通过影像分析初步判断该焊缝的失效形式,应是沿焊缝坡口处产生的裂纹导致的泄漏,与透照前的分析相同。由于底片边蚀严重,接近焊缝表面的影像无法观察。
射线检测对裂纹、未熔合等面积型缺陷的检出与气孔、夹渣类体积型缺陷的检出相比,检出率要低得多。并且裂纹的检出并不完全取决于照相检测灵敏度,还取决于裂纹的走向和射线束与裂纹之间的角度。方式a虽然和方式b类似,但是面积型缺陷对角度的敏感性较大,所以其未能在底片上显示出来。
方式a与方式b之间的区别在于:方式b往支管方向倾斜了10°,使射线束方向平行母管和基座的结合面,改善了射线束与结合面缺陷之间的角度,增加了缺陷在射线束方向上的主因对比度。故,方式b提高了检出的灵敏度,更有利于坡口处裂纹和未熔合的检出。
方式c,d不建议采用,虽然方式d也有所显示,但射线在透过两个母管管壁后,再经过不规则焊缝根部,在底片上形成了复杂的影像,给缺陷影像的识别带来了困难,不能对显示的部位进行准确的识别和判断,同时底片上影像对应于该焊缝缺陷的位置也无法进行定量测量,给后续的定位返修带来了困难,故不建议采用。
4 结语
基于对坡口形式和焊接成型过程的了解,结合现场漏点位置的初步判断,针对性地制定了射线检测工艺;基于焊缝结构和焊接形式不断完善透照工艺,提高了危害性缺陷的检出率,同时辅以其他方法进行补充检验,如UT(超声检测)、PT等,对该类焊缝缺陷排查方式的选择具有重要意义。
[1] 陈勇.小管D类角焊缝射线照相检验[J].无损探伤,2010(2):57-60.
[2] 强天鹏.射线检测[M].北京:中国劳动社会保障出版社, 2007.
