小径管射线底片黑度合格率低的原因分析及改进
2021-02-02贺朝靖
贺朝靖
(福建福清核电有限公司技术支持处,福建 福清 350300)
【关键字】小径管;射线检验;黑度
0 引言
在对工件进行射线检验时,射线穿透工件后,透过不同厚度部位射线的强度就不同,曝光后经暗室处理得到的底片上不同部位就会产生不同的黑度。射线照相底片上的影像是由不同黑度的阴影构成的,阴影和背景的黑度差使得影像能够被识别。把底片上某一小区域和相邻区域的黑度差称为底片反差,反差越大,缺陷越容易被检出,同时,底片反差过大也会产生密度计测量不准等不利后果,故底片黑度是否合格,对底片上的缺陷是否能被检出与检测的灵敏度有重要影响。福清核电厂在小径管焊缝射线检验过程中采用双壁双影垂直透照的方式如图1所示,此类焊缝外径小于88.9 mm,透照时,放射源置于焊缝平面的外侧,将源侧和胶片侧的焊缝重叠投影在底片上。此类焊缝在底片上的黑度变化很大,一般来说管道轴线处的热影响区黑度最大,管壁内侧附近焊缝黑度最小;单张底片的焊缝上肯定存在黑度低于2.7的区域,故需多张底片叠加覆盖整条焊缝评定区域;依据RCCM规范,MC3161:双片黑度应大于2.7但不超过4.5。若黑度不合格,将导致底片质量不合格,影响底片上缺陷的评判。

图1 小径管焊缝透照示意
1 历次大修小径管焊缝底片黑度排查情况
对福清核电 101、201、202、301 大修 射线 检验237条小径管焊缝,共计474张底片进行核查,发现黑度异常底片314张,占比66%。总体拍摄一次黑度合格率仅为34%,且历次大修小径管焊缝底片黑度一次拍摄合格率均小于50%,其中201大修只有10%,如表1所示。
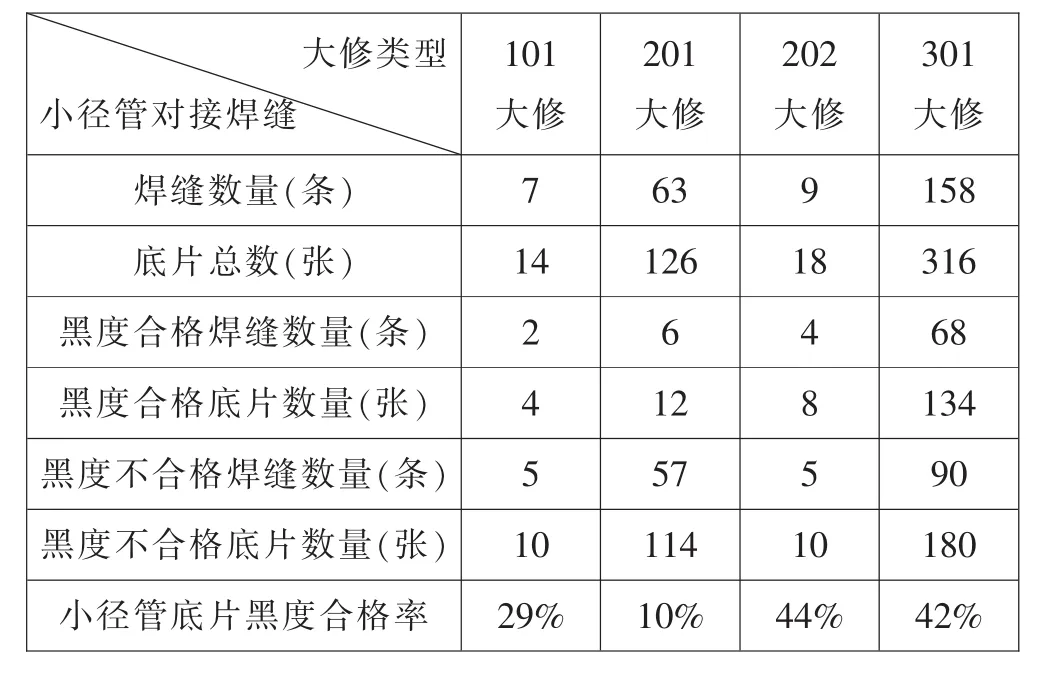
表1 历次大修小径管焊缝一次拍摄合格率统计
2 底片黑度不合格原因分析
2.1 黑度测量方式
RCC-M M3161规定:底片黑度应使用密度计测量。除本规范另有规定外,双片黑度应高于2.7,并且符合工业用观片灯的亮度水平;但黑度不应超过4.5,双片可评定区内的黑度应是逐渐变化的。规范规定了双片黑度应大于2.7但不超过4.5,但未细化底片黑度的测量方式,黑度测量无相应指导文件。理论上底片有无数个测量点,在无测量指导文件的情况下,评片人员在实际测量时较难找到底片上黑度值的上下限值所在区域,容易误将黑度不合格底片判为合格底片,导致黑度测量结果无效。
2.2 曝光量不足
2.2.1 焊缝所在管道内存在介质导致曝光量不足
通过排查历次大修现场拍摄的底片发现部分底片影像显示焊缝所在管道内有介质存在。此种类型的底片中间区域黑度较低值小于2.7。
大修期间使用放射源尺寸为3 mm×3 mm放射源强度为60Ci,在透照规格为60.3 mm×8.74 mm的钢材质对接焊缝时,焦距700 mm的情况下,在管道内无介质且不考虑焊缝余高时的曝光时间为11.10分。
在管道内有介质的情况下,相当于增加内径厚度的介质,大部分情况下介质为水,即42.82 mm,水的射线吸收率约为钢的1/3,所以带水,相当于增加了42.82/3=17.48 mm的钢厚。计算曝光时间应为22.84分,偏差为105%。
2.2.2 焊缝余高较高导致曝光量不足
通过排查历次大修现场拍摄的底片发现大部分底片影像显示焊缝余高较高,此种类型底片在焊缝余高较高部位的黑度值小于2.7。
福清核电厂大修期间使用放射源尺寸为3mm×3mm放射源强度为60Ci,在透照规格为60.3 mm×8.74 mm的钢材质对接焊缝时,焦距700 mm的情况下,在管道内无介质且不考虑焊缝余高时的曝光时间为11.10分。
在充分考虑焊缝余高的情况下,在底片上测量焊缝余高为6 mm,双壁增加了12 mm透照厚度,计算曝光时间应为24.61分。偏差为121%。
3 提高小径管焊缝一次拍摄底片黑度合格率的改进措施
3.1 规范射线底片黑度测量方式
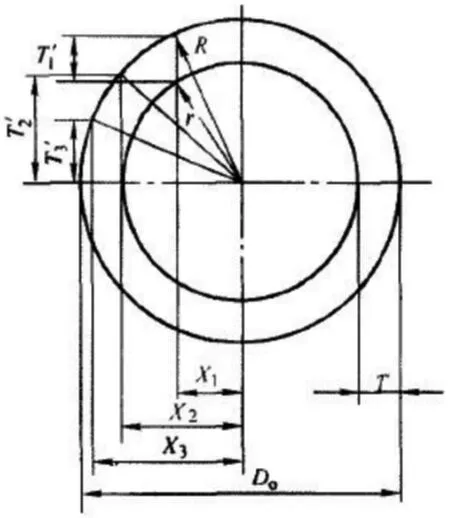
图2 小径管透照厚度变化示意
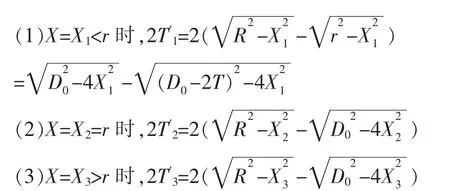
小径管的透照厚度T′在X=0处最小,在X=r时最大。
由以上分析可以得出结论,底片上的黑度较大区域在焊缝中心的热影响区,而黑度较小区域在焊缝两侧边缘部分。
因此,编制并执行《射线底片质量评定细则》,规范双壁双影垂直透照法底片黑度的测量方式为对焊缝中心热影响区和焊缝两侧边缘部分进行黑度测量。
3.2 优化曝光工艺
3.2.1 优化现场曝光条件确认
对需要控制黑度的小径管焊缝应提前测水,存在介质的管道应安排补充排水。对于有流动水的管道需安排探伤过程中对管道持续抽水,保证在管道无水的状态下拍片。
3.2.2 增加透照次数
小径管焊缝的壁厚变化和焊缝余高较大,需要增加透照次数以达到在受检焊缝完整覆盖要求的情况下减小单张底片焊缝评定区使底片黑度更容易合格。在两次透照时单张底片有效评定区范围占底片影像区的比例为70%(圆内接正方形边长与圆直径之比),在三次透照时单张底片有效评定区范围占底片影像区的比例为50%(圆内接正六边形边长与圆直径之比),由于单张底片上焊缝余高较高的位置位于焊缝两侧边缘部分,此区域透照厚度最大,底片黑度最低,难以满足底片黑度的要求,减小单张底片焊缝有效评定区可以较好地减小此区域的占比,从而提高小径管焊缝射线检验一次拍摄底片黑度合格率。
4 结论
通过理论分析、现场检查、核实计算分析了历次大修小径管焊缝底片黑度合格率低的原因并提出了改进措施,改进措施已在401、203大修实施并成功地提高了两次大修小径管焊缝底片黑度合格率。
历次大修小径管焊缝底片黑度合格率低的原因包括:
(1)黑度测量无相应指导文件,评片人员在实际测量时较难找到底片上黑度值的上下限值所在区域,容易误将黑度不合格底片判为合格底片,导致黑度测量结果无效;
(2)焊缝所在管道内有介质存在导致实际曝光量不足;
(3)焊缝余高较高导致实际曝光量不足。
改进措施:
(1)编制并执行《射线底片质量评定细则》,规定小径管焊缝所使用的双壁双影垂直透照法底片黑度的测量。
(2)对需要控制黑度的小径管焊缝应提前测水,存在介质的管道应安排补充排水。对于有流动水的管道需安排探伤过程中对管道持续抽水,保证在管道无水的状态下拍片。
(3)增加透照次数以达到在受检焊缝完整覆盖要求的情况下减小单张底片焊缝评定区使底片黑度更容易合格。
实施效果:
通过改进,已完成401、203大修射线探伤过程中射线检验底片黑度一次合格率的成功控制。在2次大修中,射线检验底片黑度一次合格率较之前历次大修有明显改善,其中401大修的射线检验底片黑度一次合格率为92%,203大修射线检验底片黑度一次合格率为96%,总体一次合格率达到95%,如表2所示。
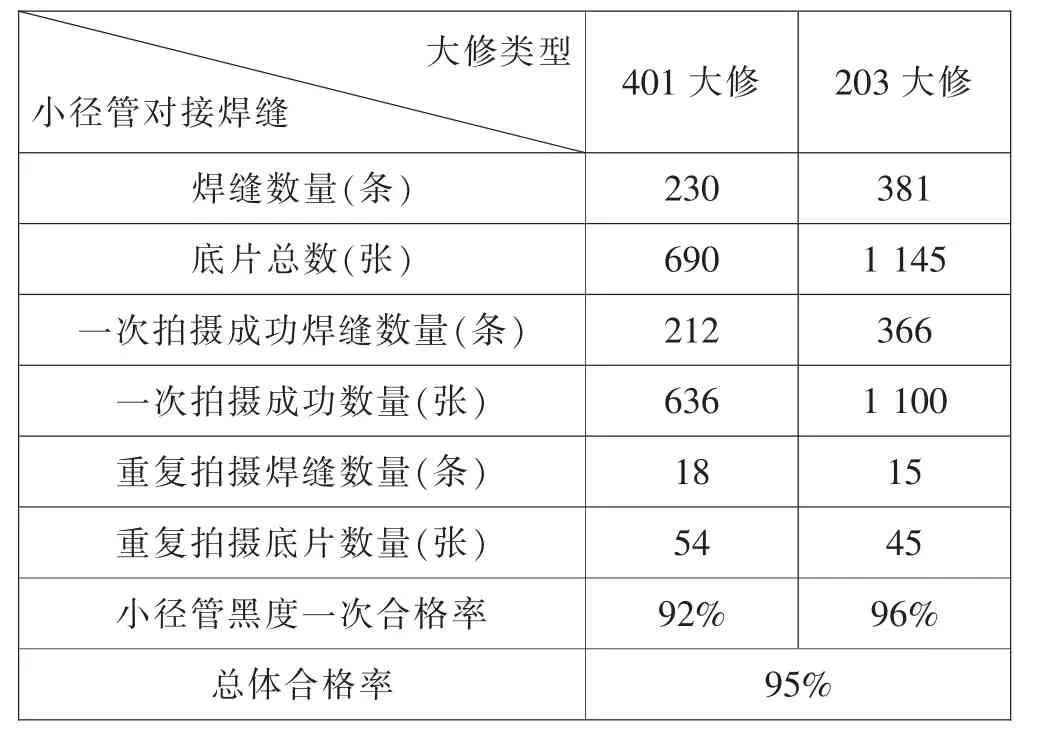
表2 401、203大修小径管黑度一次合格率统计表